

Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
Сам трубогиб:
Немного процесса изготовления:
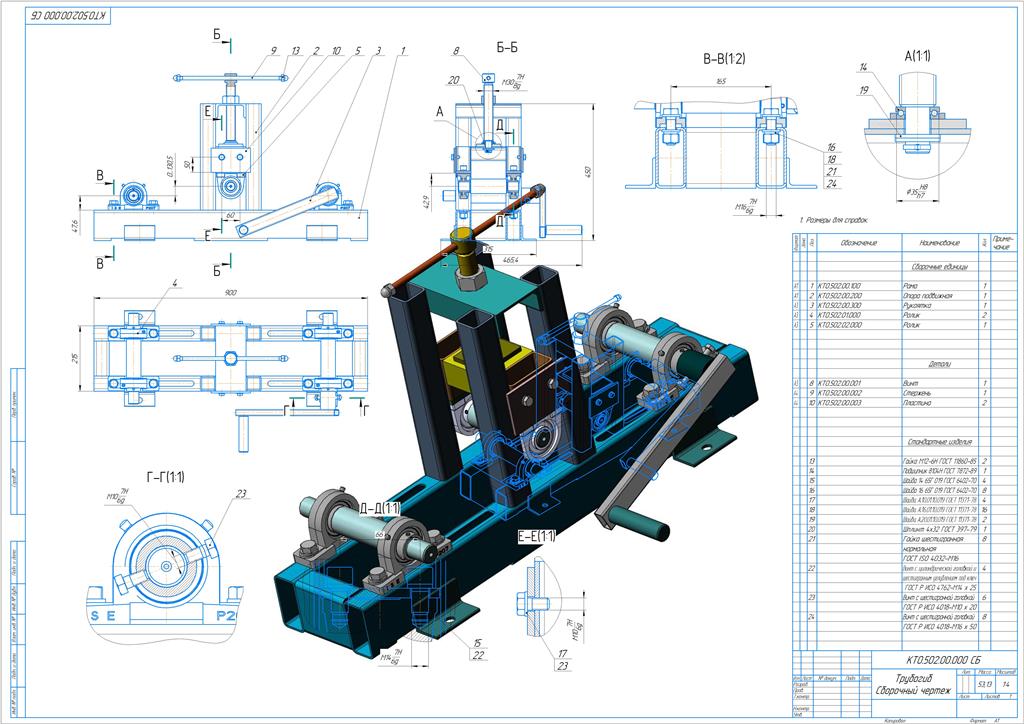
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция. Ещё прижимной винт можно заменить домкратом
В любом случае основное валы
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.

Ну и дальше сверлю и прикручиваю нижние опорные валы.

Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

https://youtube.com/watch?v=5AzZBrsIabs
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.









Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Профилегиб из тисков своими руками
Профилегиб является полезным инструментом для работы с металлом и позволяет гибать листовой металл в нужную форму. Мы расскажем вам, как создать профилегиб из тисков с помощью простых материалов и нескольких шагов.
Список материалов:
- Две тисковые струбцины с регулируемым зажимом
- Металлический штырь длиной около 30 см
- Кусок металлической полосы толщиной около 5 мм и шириной около 10 см
- Болты и гайки для крепления полосы к тискам
- Плоскогубцы
- Перфоратор или сверло
- Ручной инструмент для обработки металла (например, надфиль)

Подготовка тисков:
- Установите одну тисковую струбцину на ровной и прочной поверхности вашего рабочего стола или верстака.
- Убедитесь, что струбцина крепко закреплена и не будет соскальзывать во время работы.
Установка металлического штыря:
- Возьмите металлический штырь и установите его внутрь тисковой струбцины так, чтобы один конец штыря выступал над струбциной, а другой — свободно выходил наружу.
- При необходимости подкрутите гайку на тисках, чтобы надежно закрепить штырь в позиции.





Крепление металлической полосы:
- Поместите металлическую полосу между тисками, расположив ее параллельно штырю.
- Используя болты и гайки, закрепите полосу на тисках. Убедитесь, что она плотно прилегает к штырю и не сдвигается во время работы.
Регулировка гибки:
- Перед началом работы определите желаемый угол гибки и отрегулируйте тиски соответствующим образом.
- Возможно, вам понадобится немного экспериментировать с углом и силой прессования, чтобы достичь желаемого результата.

Гибка металлической полосы:
- Приложите давление на полосу, поворачивая ручки тисков, чтобы она начала гибаться.
- Постепенно увеличивайте силу прессования, чтобы достичь нужного гиба.
- Будьте внимательны и аккуратны, чтобы не перегнуть или повредить металлическую полосу. Если необходимо, остановитесь и отрегулируйте угол гибки.
Подгонка и обработка:
Когда вы достигнете нужной формы гибки, осторожно извлеките полосу из тисков.
При необходимости, используя плоскогубцы и ручной инструмент для обработки металла, выполните подгонку и отделку гибки, чтобы получить идеальную форму.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
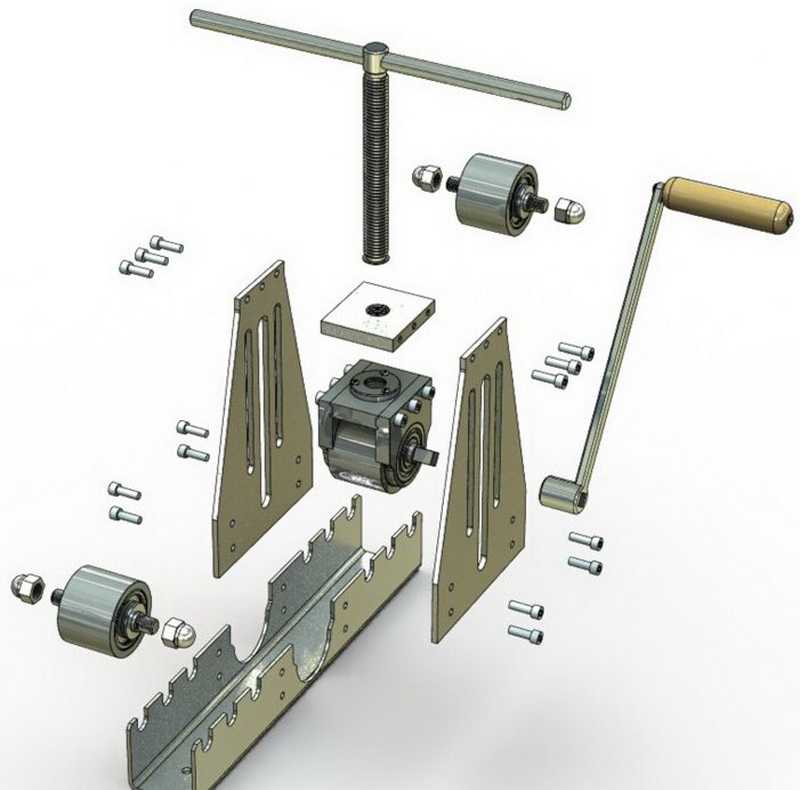
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Трубогиб для намотки: пошаговая инструкция
Трубогиб — это инструмент, который используется для создания изгибов и кривых в трубах. Он является важным инструментом в ремонтных работах, строительстве и рукоделии.

Список инструментов:
- Металлическая труба (предпочтительно изготовленная из стали)
- Железный прут (диаметром равным диаметру трубы)
- Труборез или пила для металла
- Песочная бумага (грубость 120-150)
- Ручка (предпочтительно из дерева)
- Опорные подставки
- Сварочный аппарат (опционально, для крепления ручки)
Подготовка материалов:
Выберите металлическую трубу желаемого диаметра и длины. Убедитесь, что она не имеет трещин или дефектов.
Используя труборез или пилу для металла, отрежьте трубу на необходимую длину
Обратите внимание, что концы трубы должны быть ровными и гладкими.
Подготовка железного прута:
- Используя труборез или пилу для металла, отрежьте железный прут на длину, равную диаметру трубы.
- Заточите концы прута, чтобы они были острыми и гладкими.
- Очистите поверхность прута с помощью песочной бумагы, чтобы удалить ржавчину и сделать ее гладкой.

Создание ручки:
- Если вы хотите, чтобы ваш трубогиб имел ручку, приступите к этому шагу. Возьмите деревянную ручку и при необходимости подгоните ее по размеру.
- Если у вас есть сварочный аппарат, приварите ручку к железному пруту. Убедитесь, что сварка прочная и надежная.

Сборка трубогиба:
- Поместите отрезанную трубу между двумя опорными подставками.
- Вставьте железный прут внутрь трубы так, чтобы он располагался вдоль желаемого пути изгиба.
- Удостоверьтесь, что ручка (если она у вас есть) располагается в удобном положении и хорошо закреплена.

Использование трубогиба:
- Хватитесь за оба конца трубы и медленно поворачивайте ее вокруг железного прута. Упражняйтесь в мягких и плавных движениях, чтобы изгибы были равномерными и качественными.
- Постепенно увеличивайте угол изгиба по мере продвижения трубы вдоль железного прута.
- Остановитесь и проверьте изгибы, чтобы убедиться, что они соответствуют вашим требованиям. При необходимости можно внести корректировки.

Создание трубогиба своими руками не только позволяет сэкономить деньги, но и становится увлекательным творческим процессом. Благодаря этому инструменту мы можем неограниченно экспериментировать с формами и размерами труб, открывая новые возможности для создания поделок.










Независимо от того, являетесь ли вы опытным мастером или только начинаете свой путь в мире рукоделия, трубогиб станет незаменимым помощником, позволяющим воплотить в жизнь самые смелые идеи.
Профилегиб без токарных работ своими руками
Профилегиб без токарных работ своими руками — это достижимая цель для любого мастера, готового уделить время и труд этому проекту. В таблице ниже мы разбиваем процесс на основные шаги, чтобы вы могли оценить все этапы работы и управлять ими эффективно.

Шаг
Описание
1. Подготовка материалов
Выберите материалы для оси, роликов и швеллера, обеспечивающие надежность и функциональность профилегиба.
2. Подготовка чертежа
Нарисуйте подробный чертеж профилегиба, указывая все размеры и материалы для каждого элемента.
3. Изготовление элементов
Используя чертеж, изготовьте все элементы профилегиба
Обратите особое внимание на правильность размеров и форм.
4. Сборка
Соберите все элементы вместе, следуя вашему чертежу
Убедитесь, что все соединения надежны и стабильны.
5. Тестирование
Протестируйте профилегиб, применяя его к различным типам профилей. Проверьте, выполняет ли он свою функцию корректно.


Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Гидравлический трубогиб
Гидравлический трубогиб является незаменимым инструментом для изгибания металлических труб. Он позволяет создавать точные и равномерные изгибы, что делает его полезным во многих проектах рукоделия и строительства.

Список инструментов:
- Стальные полосы (2 шт.) размером 30 см x 5 см x 1 см
- Гидравлический цилиндр с ручным насосом
- Гидравлические трубки и соединители
- Комплект инструментов для металлообработки (пилка, сверла, шлифовальный станок и т.д.)
- Линейка и маркировочный инструмент
- Шарнирные петли и заклепки
- Зажимные механизмы

Подготовка материалов:
- Измерьте и отметьте на стальных полосах места, где будут располагаться отверстия для закрепления гидравлического цилиндра и механизма изгиба.
- Используя комплект инструментов для металлообработки, вырежьте отверстия в соответствии с отметками.

Сборка основы трубогиба:
- Закрепите стальные полосы вместе, используя шарнирные петли и заклепки, чтобы создать основу трубогиба.
- Убедитесь, что основа прочно закреплена и не имеет люфта.

Установка гидравлического цилиндра:
- Закрепите гидравлический цилиндр на одном конце основы трубогиба с помощью зажимных механизмов.
- Убедитесь, что цилиндр надежно закреплен и не подвижен.

Установка механизма изгиба:
- На другом конце основы трубогиба закрепите механизм изгиба, который будет удерживать трубу во время процесса изгиба.
- Убедитесь, что механизм изгиба прочно закреплен и не имеет люфта.

- Соедините гидравлический цилиндр с ручным насосом с помощью гидравлических трубок и соединителей.
- Убедитесь, что все соединения плотные и без утечек.

Проверка и настройка:
- Проверьте работу гидравлической системы, попробовав накачать цилиндр с помощью ручного насоса.
- Если все работает должным образом, проверьте, что механизм изгиба свободно двигается и удерживает трубу надежно.

Использование:
Поместите металлическую трубу в механизм изгиба и аккуратно накачайте гидравлическую систему для создания изгиба.
Поддерживайте равномерное давление на ручном насосе, чтобы изгиб был точным и равномерным.
Осторожно снимите изогнутую трубу из механизма изгиба и проверьте ее качество.

Самостоятельное создание
Для изготовления несложного станка для производства изогнутой трубы используют такие составные части, как:
- Домашний домкрат.
- Профильная и полочная часть для производства каркасного элемента.
- Пружины с высоким уровнем прочности и плотности.
- Три стандартных вала.
- Цепь для привода осевого сечения.
- Некоторые другие несложные элементы конструкции.
Для того чтобы сделать работу правильно и не испортить изделие, следует подойти к данному процессу максимально серьезно, и выполнить все от и до по видеоинструкции, в которой можно наблюдать профилегибочные станки. Только тогда работа в полной мере может считаться выполненной на отлично.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
 Пример выточенных валиков
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
 При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
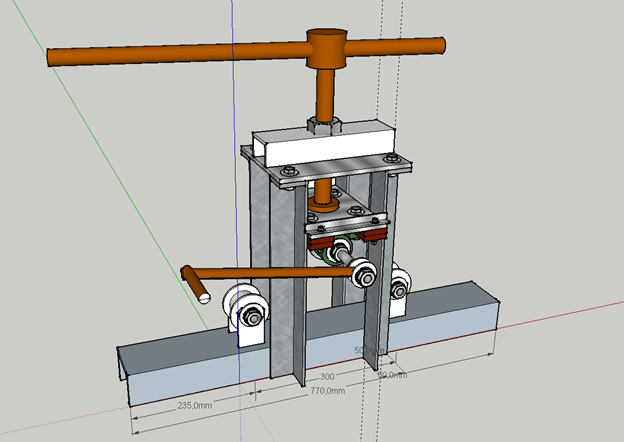
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
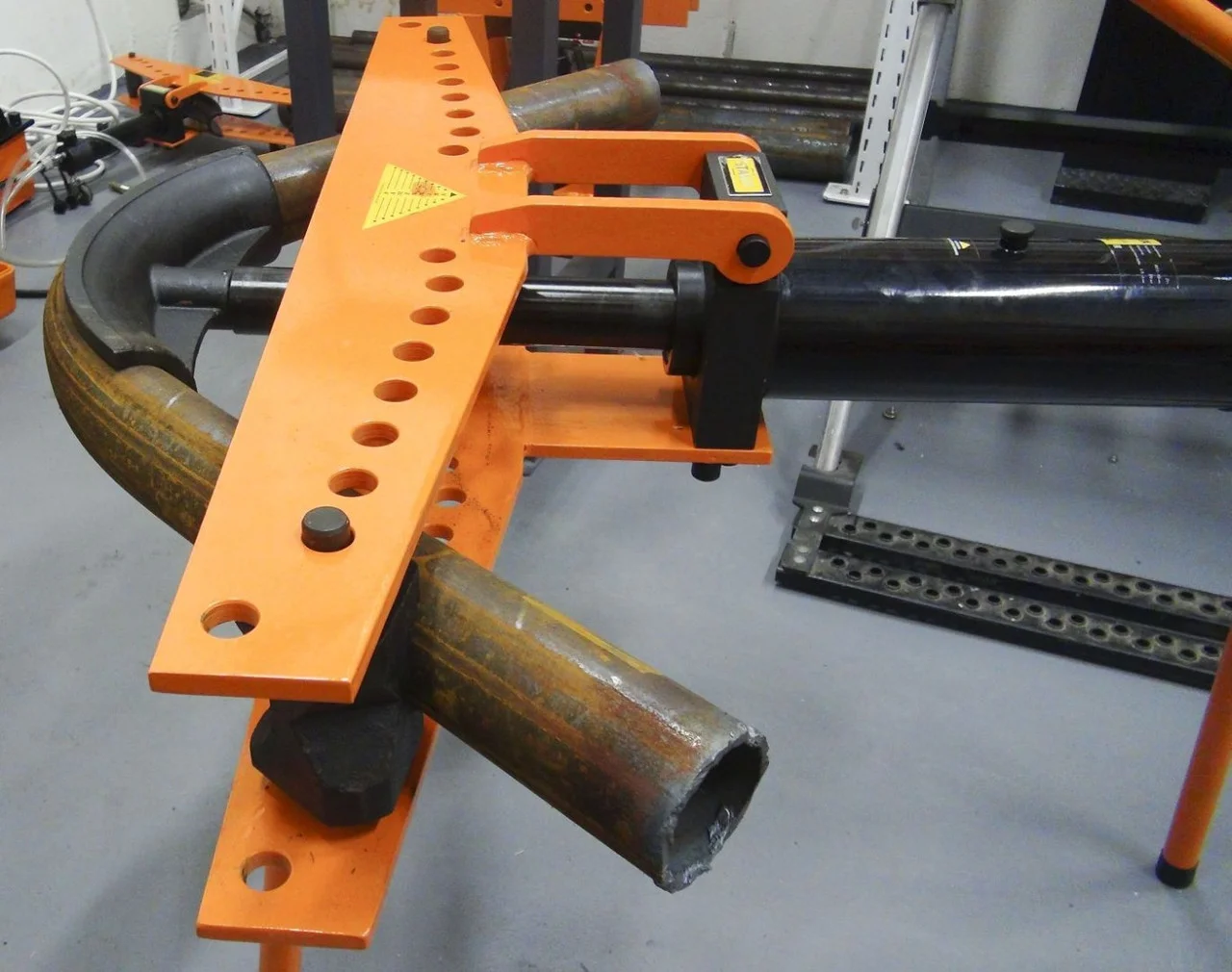
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.

заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.











схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.
Гидравлический станок для гибки профильных труб
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.
Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.





