

Изготовка рычажного трубогиба
В бытовых критериях можно сделать трубогиб рычажного типа для проката профтрубы, который без заморочек управится с различным радиусом извива изделия.
При всем этом стоит придерживаться последующих советов опытнейших профессионалов:
- систему, в главном, сооружают из сплава, но для данной для нас цели также можно применить дерево;
- прижимающей и центральный ролики должны изготавливаться из сплава, потому что они составляют базу грядущего станка;
- держателю присвойте П-образную форму;
- при выбирании величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем наиболее значимой обязана быть перегрузка на изделия, а это означает, что и сам станок должен быть большим;
- ось под центральный ролик необходимо зафиксировать на основании очень накрепко, но без пережима, препятствующего вращению этого держателя;
- с другой стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем труднее будет выполнить операцию;
Навесы и карнизы: как согнуть в домашних критериях
Очередной кластер внедрения гнутого материала, ведь 90% современных карнизов и навесов возводятся лишь с внедрением гнутых труб. Это комфортно, ведь имея лишь загибочный станок для профильной трубы и сварочный аппарат, создается навес неверной конструкции.
Таковая система владеет высочайшими показателями прочности, а при правильном проектировании она выдерживает вес в 2-3 раза превосходящий свой. Благодаря этому становится легкодоступным внедрение различных кровельных материалов, от легкого пластмассового перекрытия, до томного шифера либо металлочерепицы.
В таковых системах загибочный станок имеет значимое значение, ведь даже для сотворения покатого навеса, для управления потоками дождевой воды и схождения талого снега, необходимо хотя бы на 3-5 градусов искривить поверхность трубы. Профильная труба также выступает опорой карниза, что послужит повышению его прочности и долговечности соответственно.
Гибочный станок с чертежами
Трубогиб предназначен для придания трубе или профилю определенной конфигурации и изгиба различного градуса. Применяется как на профессиональном производстве, так и в частных мастерских.
С помощью трубогиба изготавливаются различные металлоконструкции нестандартной формы, так к примеру арки, каркасы теплиц, детали рам и остовов техники, козырьки, а так же станки данного типа активно эксплуатируются в кузнечных мастерских.
Так же применяется и для создания самодельной техники, а именно рам вездеходов, мотовездеходов, багги, и т д.
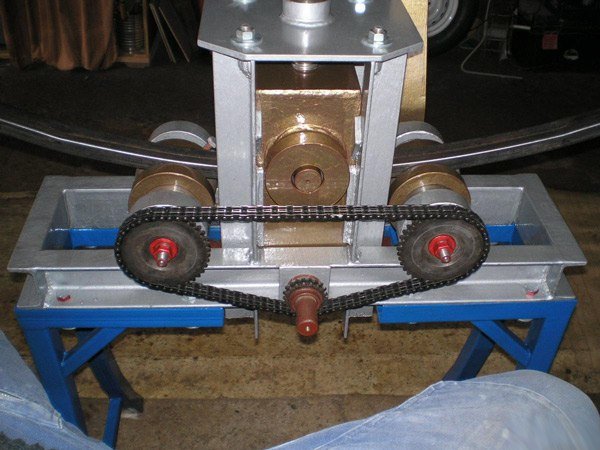
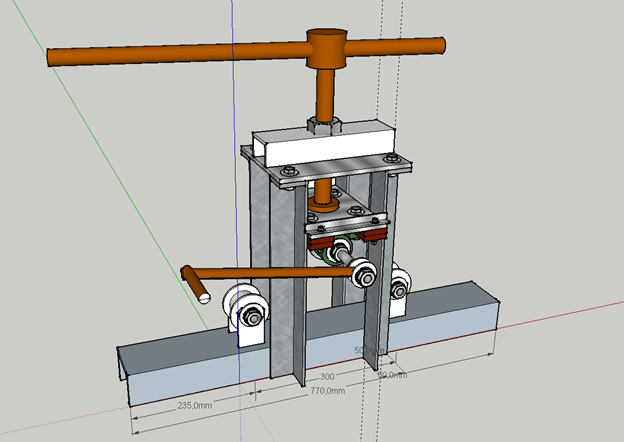
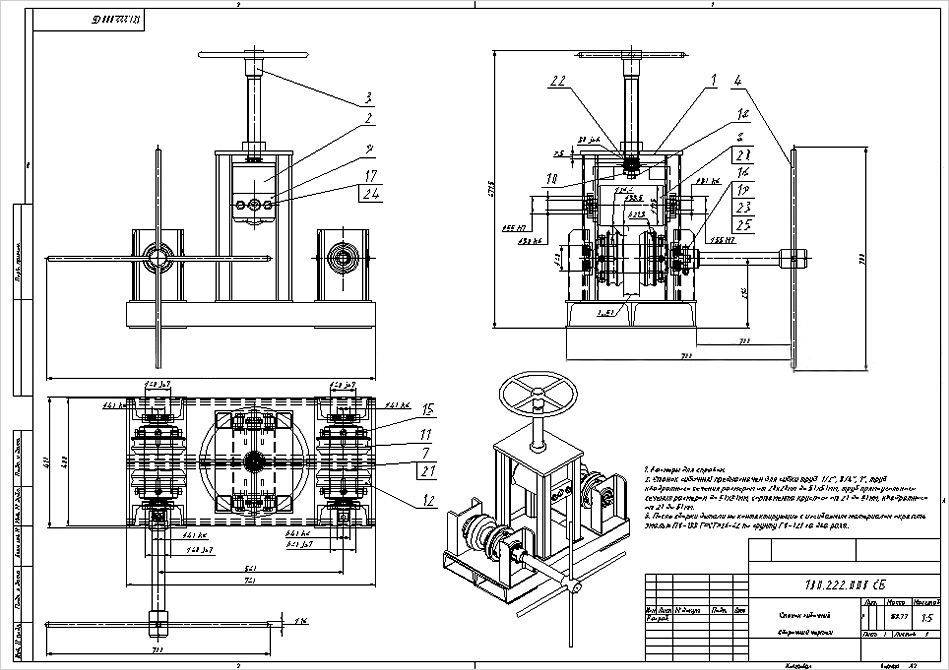
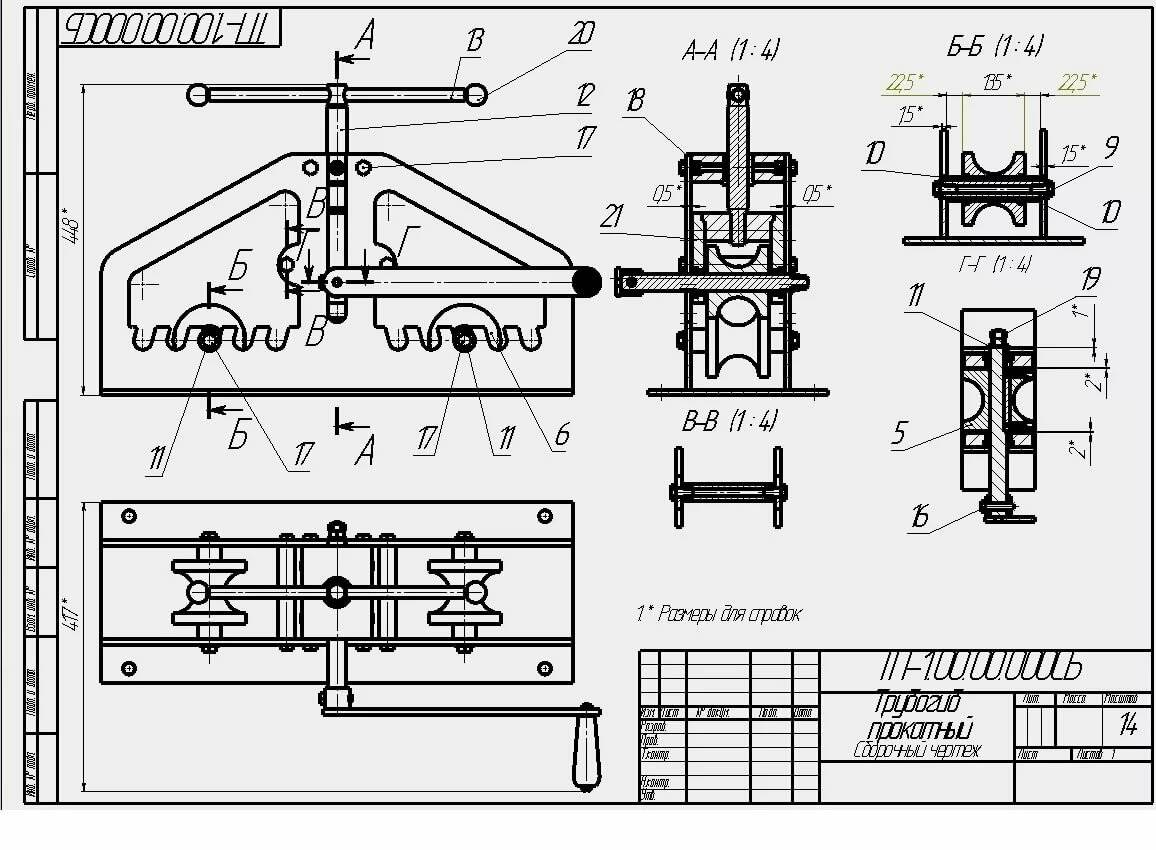
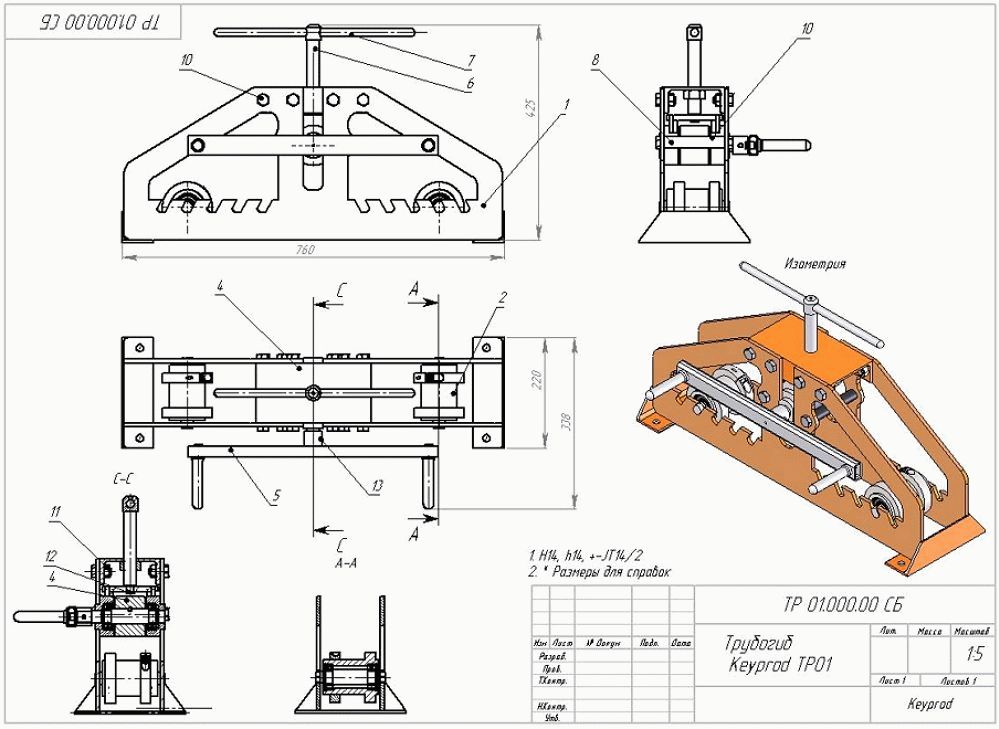
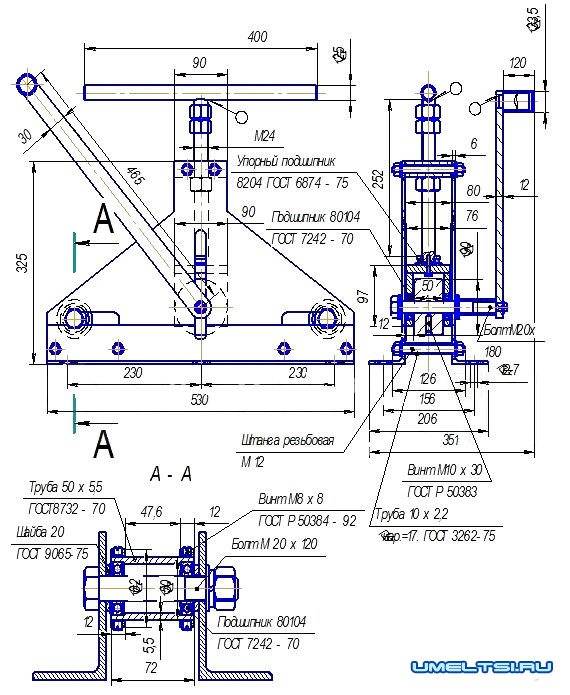
Трубогиб состоит из рамы сваренной из швеллера и системы вальцов 2 из которых постоянно находятся в одном положении, а третий при помощи инструментальной резьбы перемещается вверх или вниз, тем самым прижимая заготовку и задавая определенный угол при прокате. Уникальность такого станка в том, что практически все детали взяты по сути из металлолома, что в очередной раз говорит о бюджетности конструкции. Автор представленного трубогиба щедро поделился чертежами (см фото ниже)
И так, давайте рассмотрим особенности конструкции и чертежи.

Рама трубогиба сварена из швеллера и уголка, вальцы расточены токарем, цепь и шестерни ГРМ. Станина сделана из профиля и прикручена к раме болтовыми соединениями.

Главное правильно выставить расстояние между вальцами и выровнять по уровню.

Цепь автомобильная ГРМ со звездочками, вальцы можно регулировать под ширину заготовки.

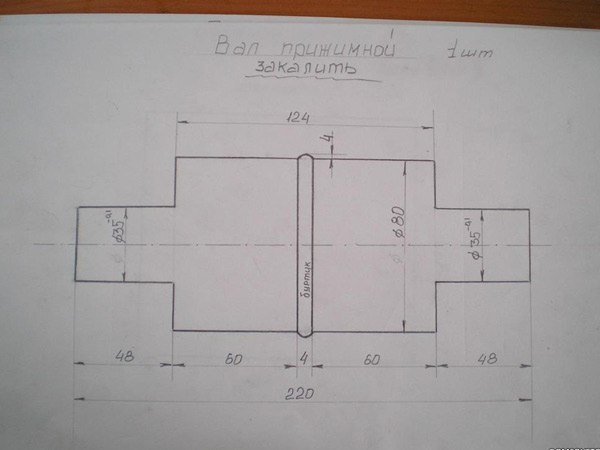
На прижимном валу имеется бортик.
А теперь изучаем чертежи.

Имея наглядный пример и чертежи Вам будет проще сделать свой собственный трубогиб.
Проверка работоспособности
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).







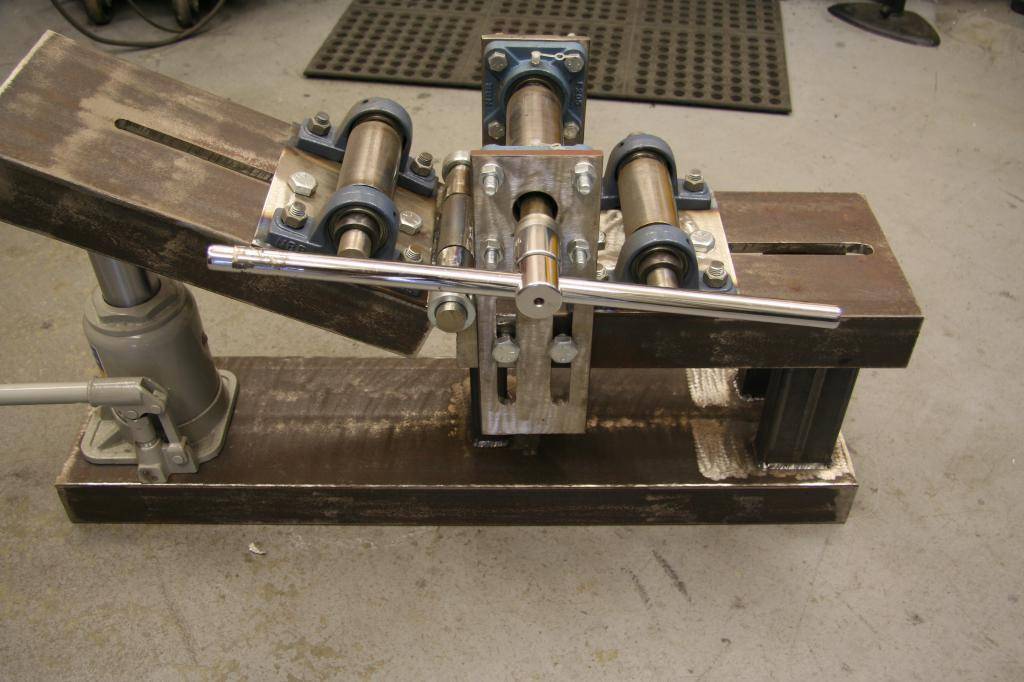
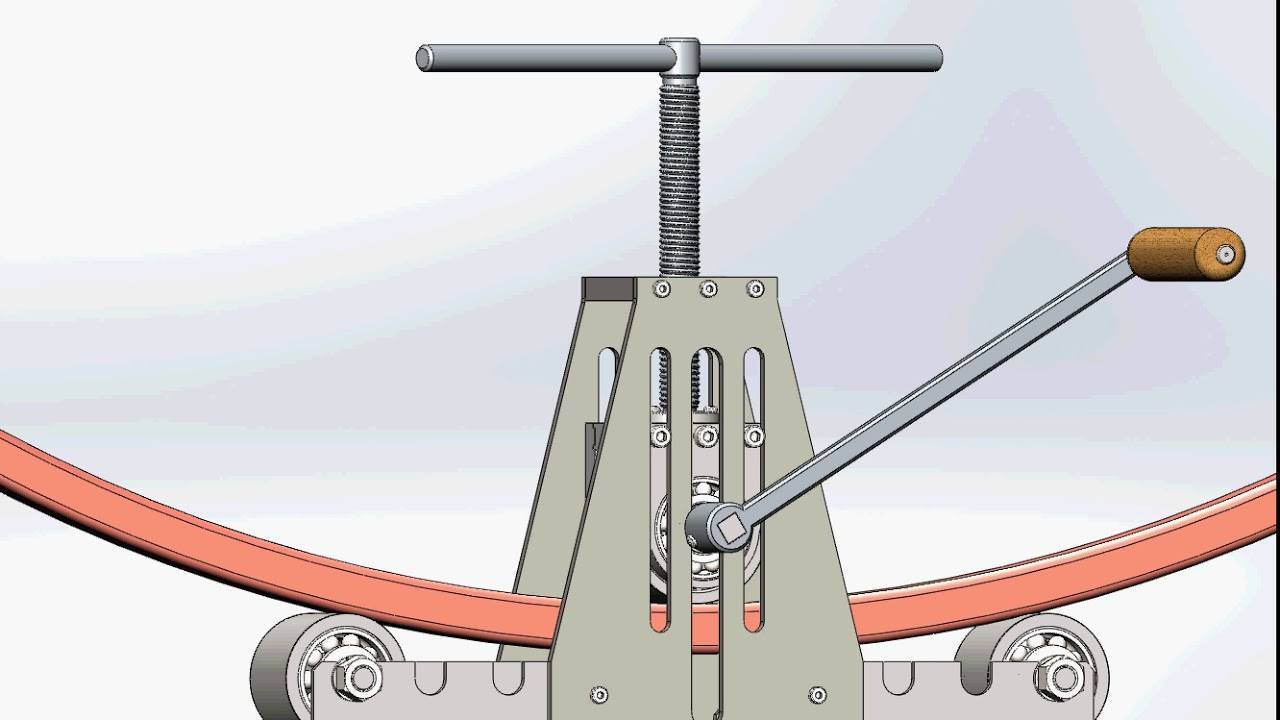
Устройство трубогиба со средним подвижным роликом
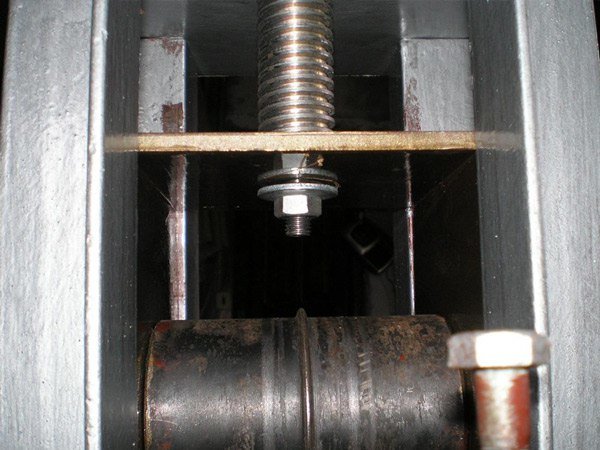
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
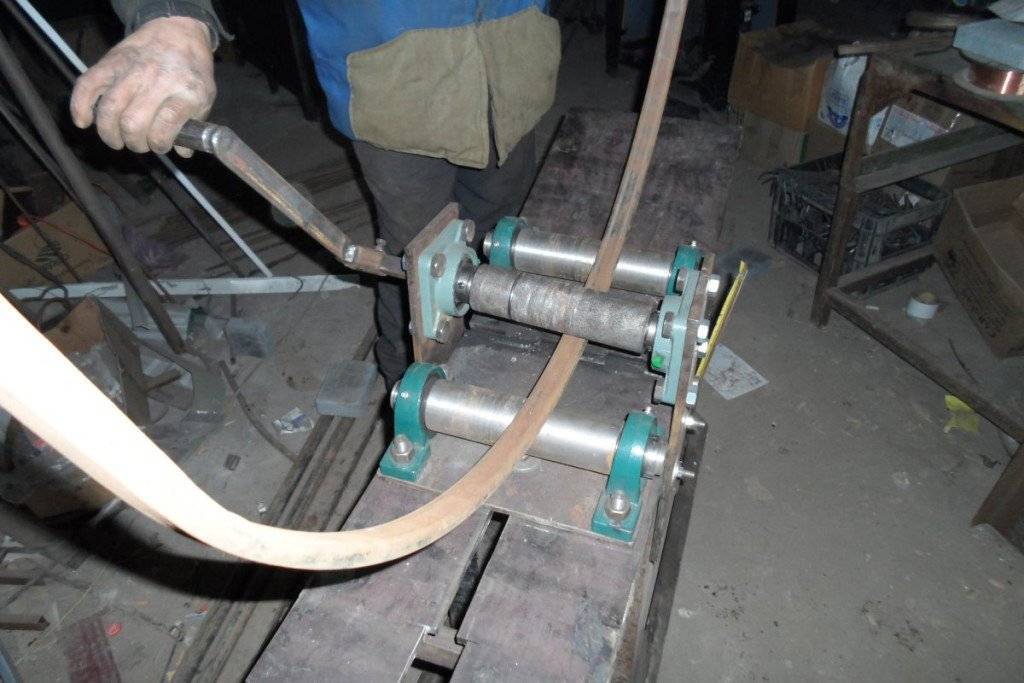
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
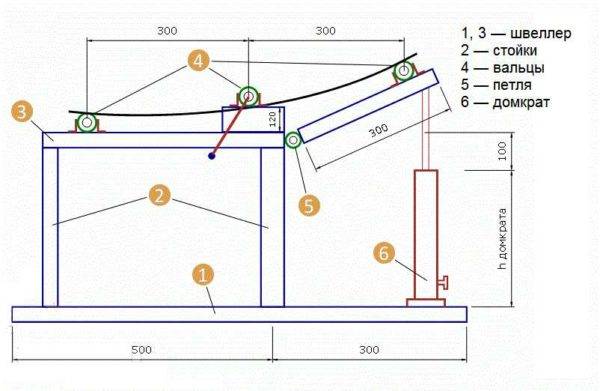
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Изготовление станка своими руками
Не всегда есть смысл покупать профессиональную машину. Для разовых работ больше подходят самые простые установки, сделанные своими руками. Главное иметь чертежи, внимательно изучить принцип устройства и работы станка, выбрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для прокатки 2-х видов профильных секций в одну секцию. Исходя из этого, вы можете получить представление о конструкции и интерфейсе основных компонентов и принципе обработки трубы. При этом верхняя ось является ведущей.

Схема машины
Комплектующие детали
Детали прокатного стана должны быть без сколов, выбоин, иметь приличный запас прочности и изготавливаться из определенных марок стали.
Валы, валы обрабатываются на токарном станке. Некоторые компоненты можно приобрести в магазине или снять с других механизмов, например:
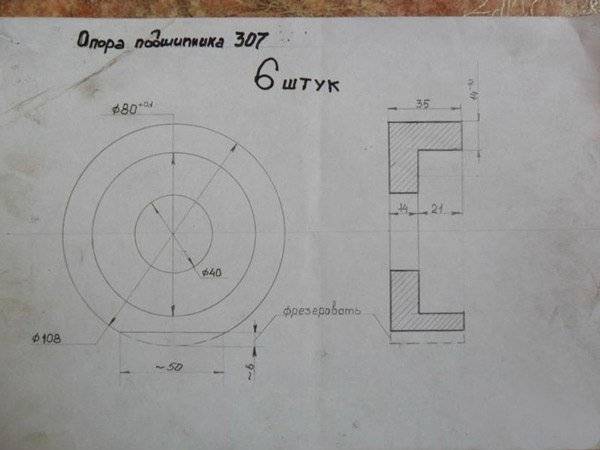
- роликовые самоцентрирующиеся подшипники (4 шт.);
- звездочки (4 шт.);
- цепь от велосипеда, мопеда.
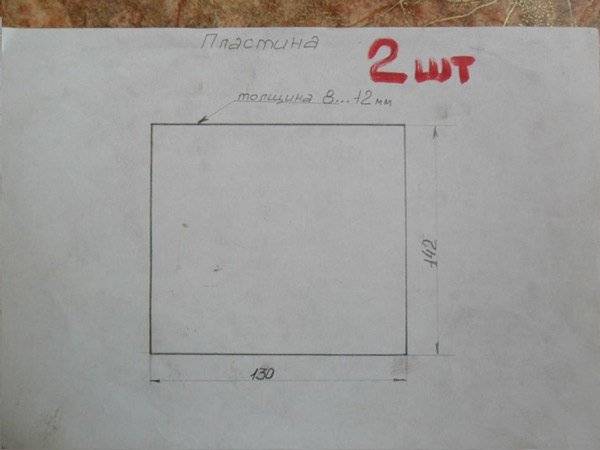
Для сборки каркаса (основания) нужен металлопрокат (швеллер, труба), пластины толщиной 5-10 мм. Основание обеспечивает устойчивость агрегата во время работы.

Сборка рамы
Ролики (по 2 штуки каждого вида) для усиления профиля лучше всего выточить из легированной стали, для небольшого объема работ подойдут и Ст3, Ст10. Рулонные заготовки подвергаются закалке.
Ролики и валы должны быть во много раз прочнее обрабатываемых труб. В противном случае ролики часто приходится заменять новыми. Твердость роликов на профессиональных установках не менее 52 HRC.
Инструменты
При сборке станка потребуются навыки (а также подходящее оборудование):
Крепление сваркой в некоторых местах может быть заменено резьбовыми соединениями.
- бурение, с комплексом упражнений;
- гаечные ключи разных размеров;
- уровень для выставления линии горизонта;
- штангенциркуль, измерительная лента.
Конструкция входящих деталей
По краям валков выточены специальные ролики, которые надежно фиксируют положение трубы при прокатке.

Роллы
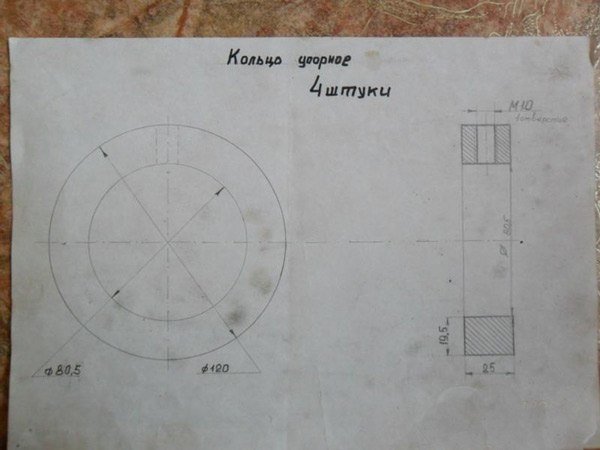
Размеры роликов для протяжки профиля вы можете получить из набора у профессиональных монтажников. Чертежи роликов и валов по полученным размерам несложно разработать самостоятельно. Ниже приведен пример рисунка.
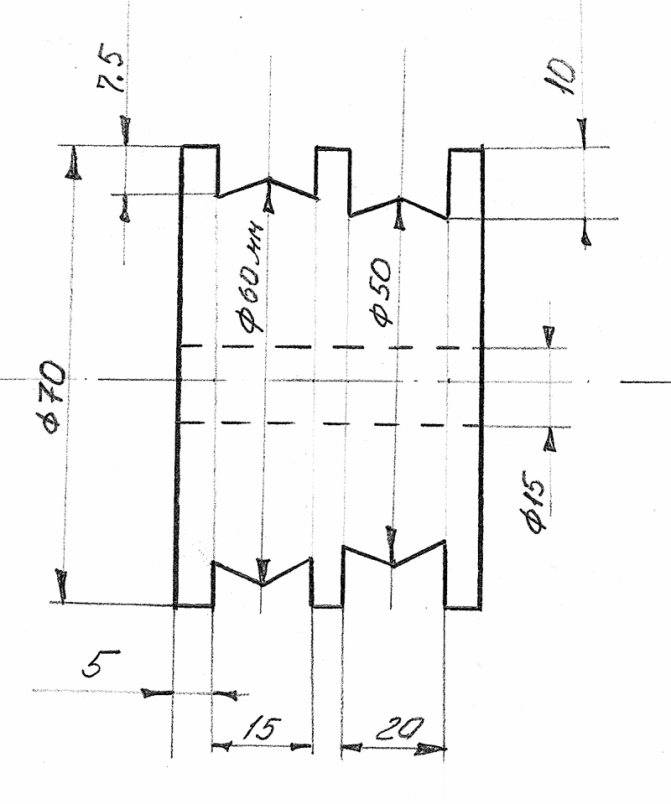
Рисунок прокрутки
Прокатка каждого размера профиля осуществляется валками соответствующих размеров. Сделать модель со съемными элементами непросто; по этой причине ролики для укрепления профильной трубы при сборке станка своими руками рекомендуется делать в несколько этапов. Это позволит обрабатывать трубы разных размеров без переустановки роликов.
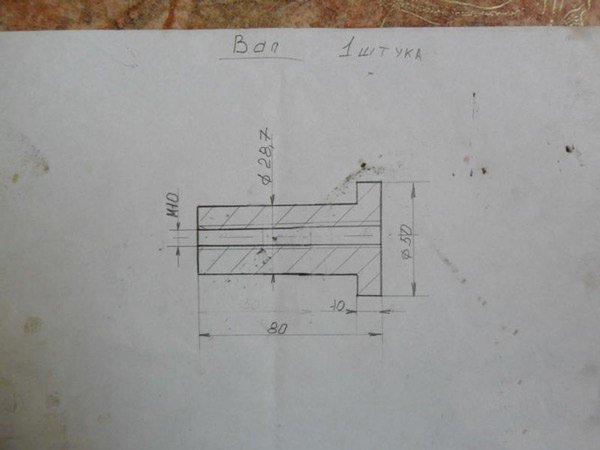
Оба вала имеют одинаковые размеры, но разную длину. Прикрепите ручку к движению по длинной оси (ведущей). Ниже приведен чертеж оси с посадочным местом под рукоятку.
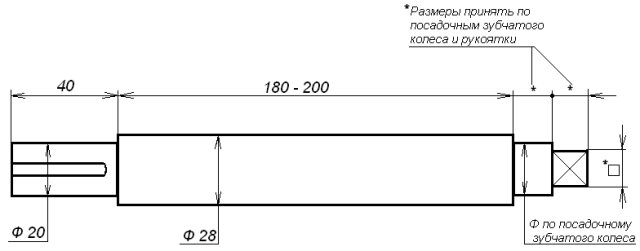
Чертеж оси с посадочным местом под ручку
Сборочные работы
Каркас изготавливается постепенно, по мере сборки остальных частей. Отдельные элементы основания соединяются сваркой или крупными болтами.



Расстояние между верхней и нижней осью зависит от диаметра роликов. При отсутствии точных сборочных чертежей размеры между валами определяются опытным путем:
- установить ролики на оси;
- измерить расстояние между осями;
- просверлить отверстия на боковых стенках рамы для установки подшипников;
- затем валы убираются в сторону, они занимаются установкой подшипников.
Сцепление вала и роликов осуществляется несколькими способами:
- при помощи дюбеля, размером примерно 8х8 мм;
- сварка через предварительно просверленные глухие отверстия, сделанные сверлом большого диаметра.
Второй способ доступен, если это аппарат для ручной дуговой сварки или полуавтоматической сварки.
Затем ось вставляется в подшипник, который предварительно закрепляется в коробке, предварительно приваренной к стенке рамы изнутри. Надежность крепления — максимальная. В первую очередь в боковую стенку рамы, где должен располагаться цепной привод, устанавливаются валы с роликами. Затем оси вставляются в подшипники, прикрепленные к 2 боковой стенке рамы.
После установки основных элементов каркас укрепляют:
- сварочные швы;
- резьбовые соединения.
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Как избежать овализации
При проведении «холодного» сгибания, есть тонкости, учитывая которые у профиля сохраняется поперечное сечение. Для этого устанавливаются ограничители:
- внутренний — не позволяет сужаться трубопроводу;
- наружный — он не даёт возможность расширяться боковым стенкам.
Изготавливая теплицу из профильной трубы, нет надобности в соблюдении точности радиуса изгиба, поэтому не стоит тратиться на покупку дорогого станка.
Подойдёт подручный инструмент, он есть у любого домашнего мастера. Применяя его, можно сделать вполне приличную заготовку для парника на даче.
Советы и рекомендации
Занимаясь гибкой, нужно учитывать ряд обстоятельств:
- закупая профиль, убедитесь, что они все одинакового размера, марки стали и принадлежат одной партии поставки;
- при использовании сварных профилей сторону со швом ориентируйте к внутреннему радиусу, в противном случае возможен его разрыв;
- работая с болгаркой, не забывайте использовать защитные средства в виде очков или маски;
- следует учитывать, что концевые участки не всегда удается согнуть до требуемого размера, поэтому при расчете длины заготовки нужно учесть их длину и отрезать такие куски по окончании формирования детали;
- нужно провести антикоррозионную обработку металла и в дальнейшем производить ее регулярно.
Услуги по гибке
Такой сервис не мог не стать отдельным направлением развития бизнеса, поскольку предполагает в промышленном варианте использование довольно сложного технологического оборудования.
Услуги по гибке также присутствуют на рынке и предполагают исполнение как радиусной гибки, так и арочной. Разделение происходит таким образом, потому, что для каждой из этих операций применяется специфическое оборудование. В первом случае это трубогиб, во втором трехвалковая вальцовка.
Нужно признать, что ценовые показатели за выполнение таких операций весьма приемлемые:
- стоимость одного углового сгиба составляет 30 рублей;
- один погонный метр арочного пролета обойдется также в 30 рублей.
Приспособления для гибки
Конструкция сооружения зависит от диаметров, с которыми предстоит взаимодействовать.
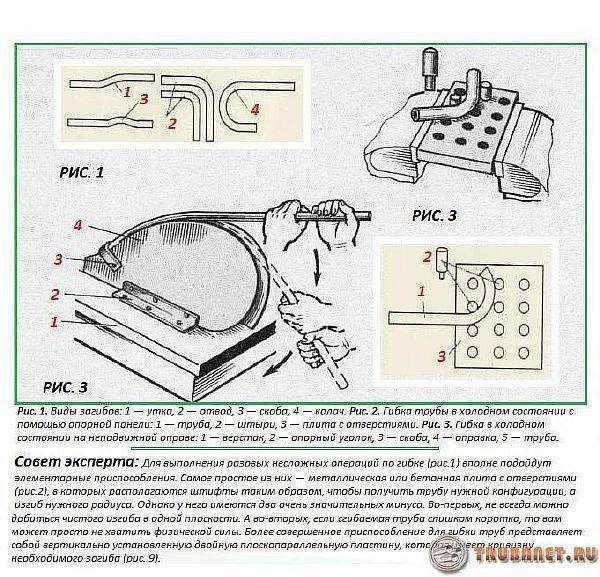
Для трубопрокатных материалов с диаметром до 20 мм можно сделать простое приспособление, состоящее из стальных штырей, помещенных в бетонную плиту. Труба, вставленная между штырями, сгибается на нужные размеры.
Но, когда диаметр превышает 20 мм, то для сооружения нужно разработать более сложные конструкции.
Как вариант: пару роликов с круглым боковым сечением на гранях закрепляют на устойчивое мощное основание. Радиус данной грани ролика обязан совпадать с диаметром трубопрокатного изделия, которое необходимо загнуть.

Заготовка вставляется между роликами и ее конец фиксируют. Другой конец крепят к лебедке, и ее приводят в действие. Когда угол на трубе достигает требуемого параметра, лебедку останавливают.
Весь процесс создания данного трубогиба необходимо разделить на следующие этапы.
- На валах нужно закрепить шестерни и подшипники. Шестерни фиксируют через шпонку. Подшипники советуют приобретать в комплекте с опорами.
- Шестерни и цепь подходят от любого автомобиля.
- Используя сварочный аппарат, варится основание, и к нему прикручивают вал прижима.
- Далее приваривают пружинные гайки и площадку для них.
- Прикручивают опорные валы внизу.
- Сооружается натяжная цепь.
- На финальном этапе приделывают ручку к валу (советуют использовать ручку, которая вращается).
Такое устройство быстро выполняет деформацию путем пропуска через него трубопрокатного изделия.
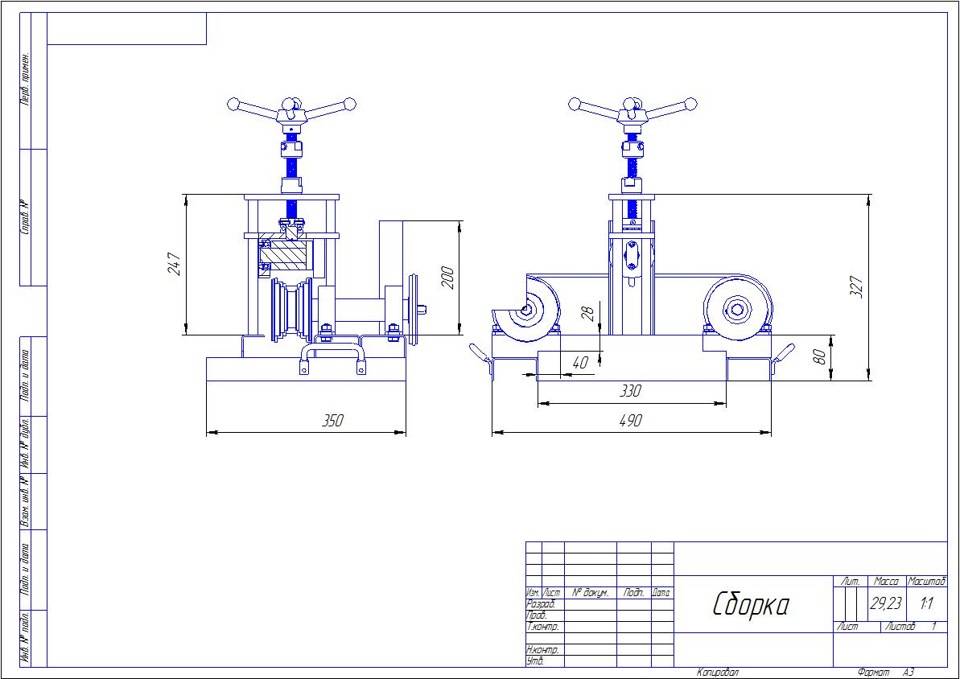
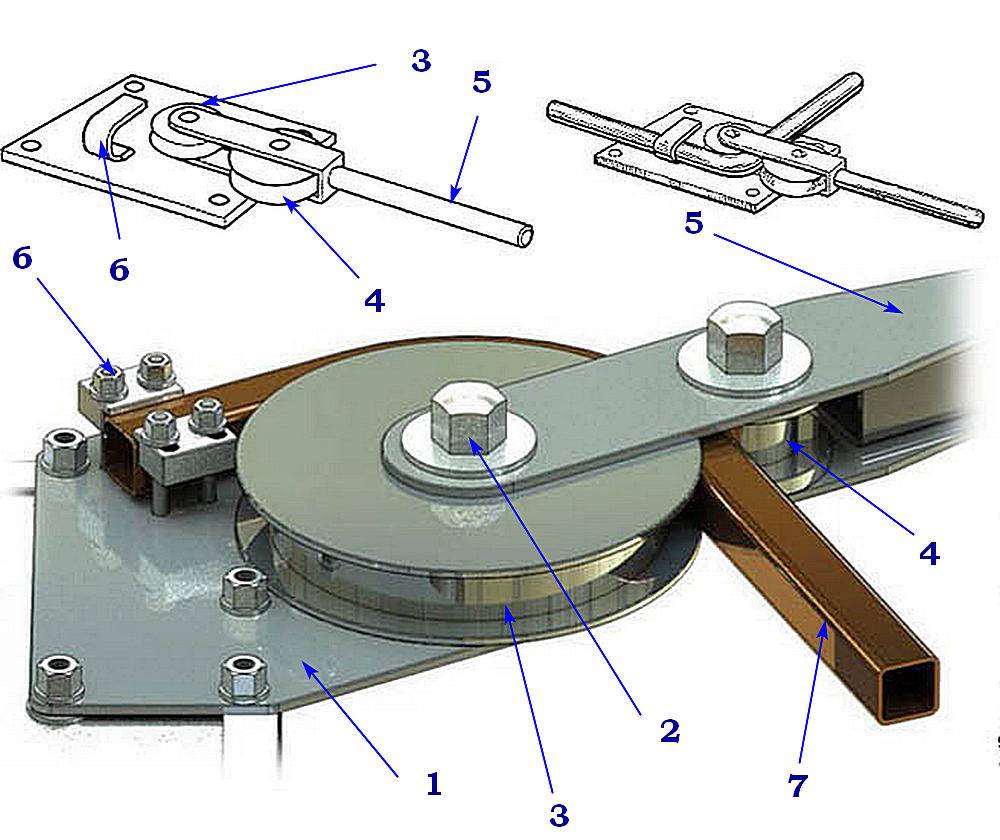
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.


Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
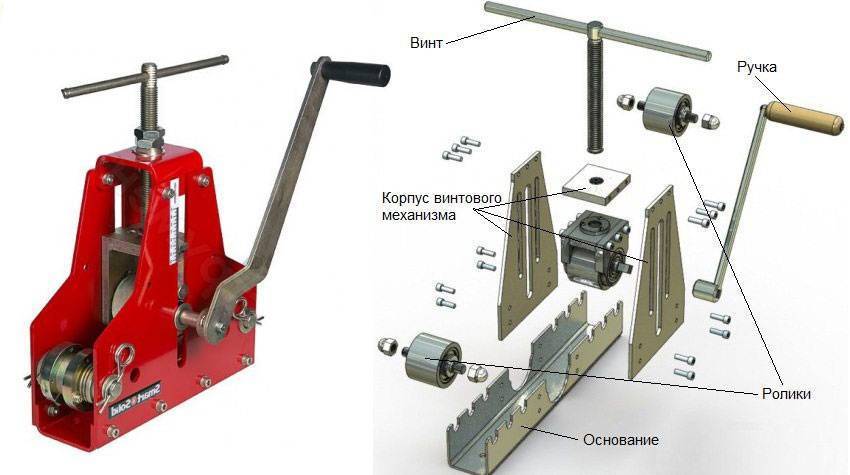
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
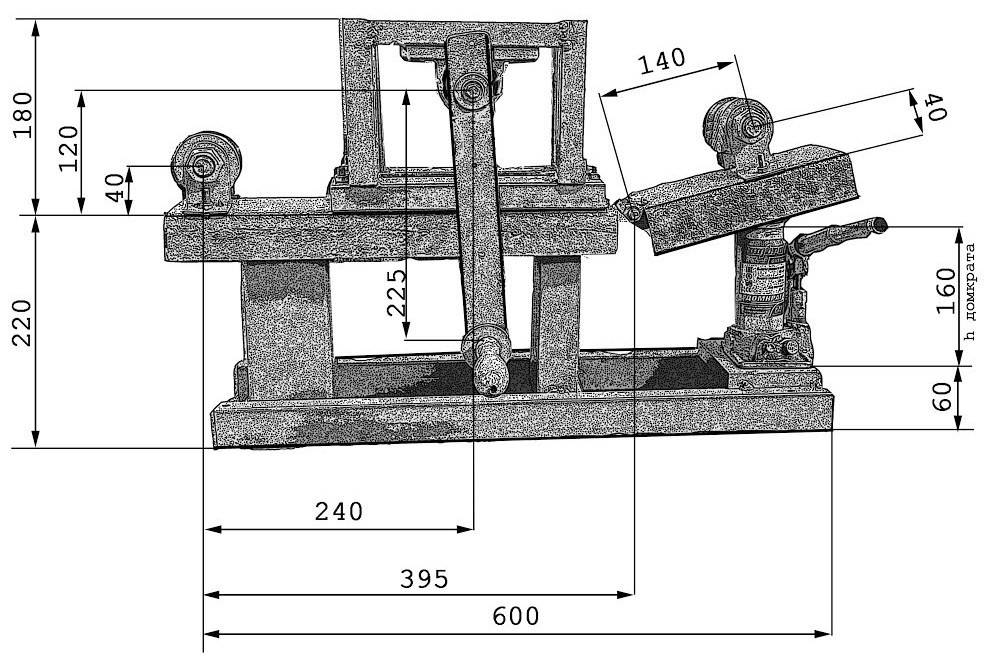
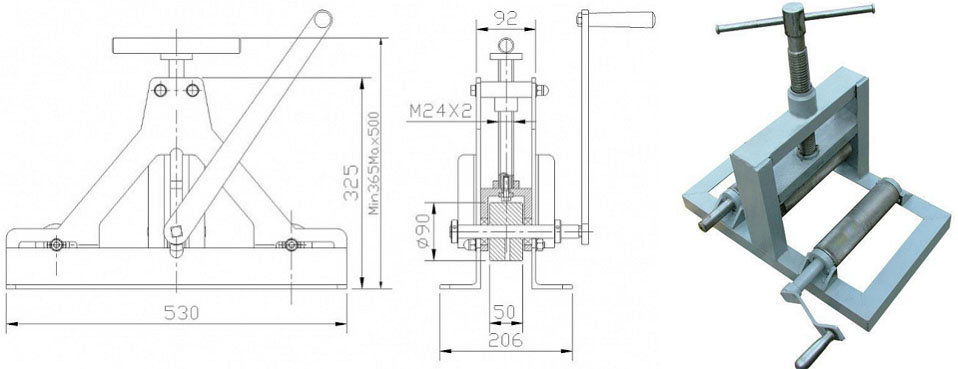
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
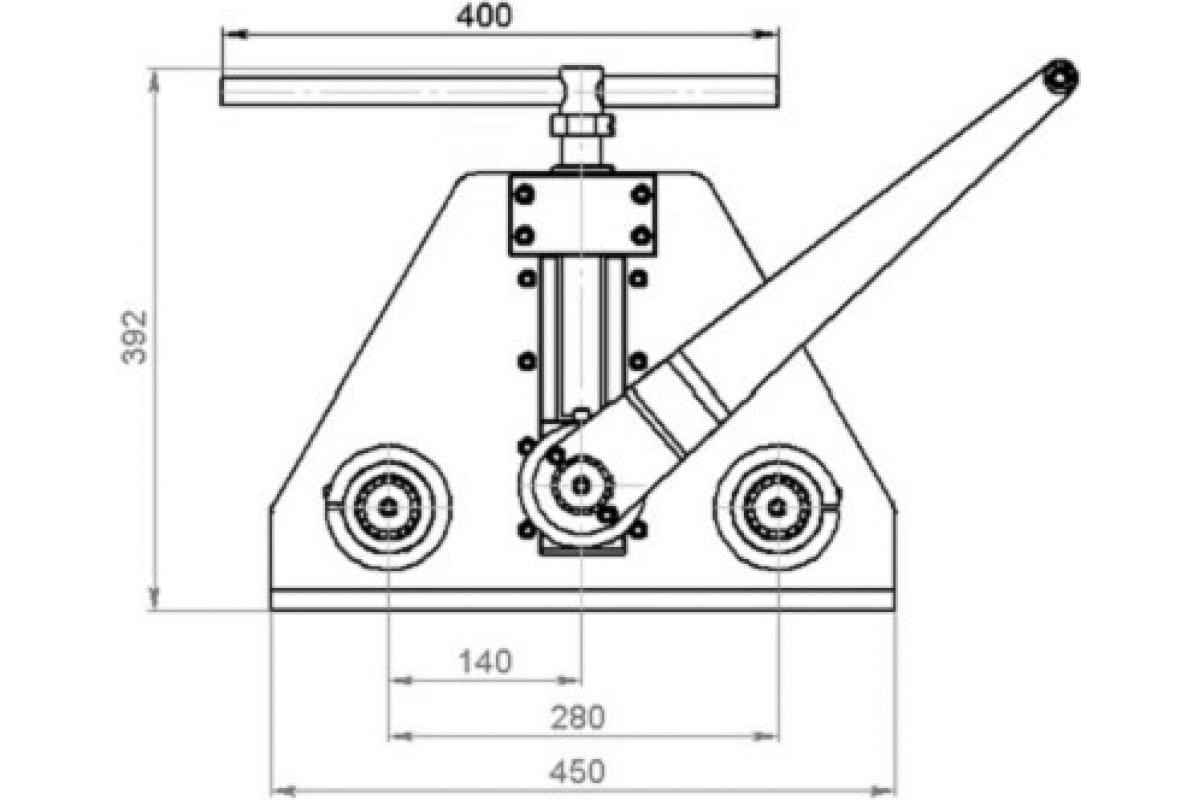
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
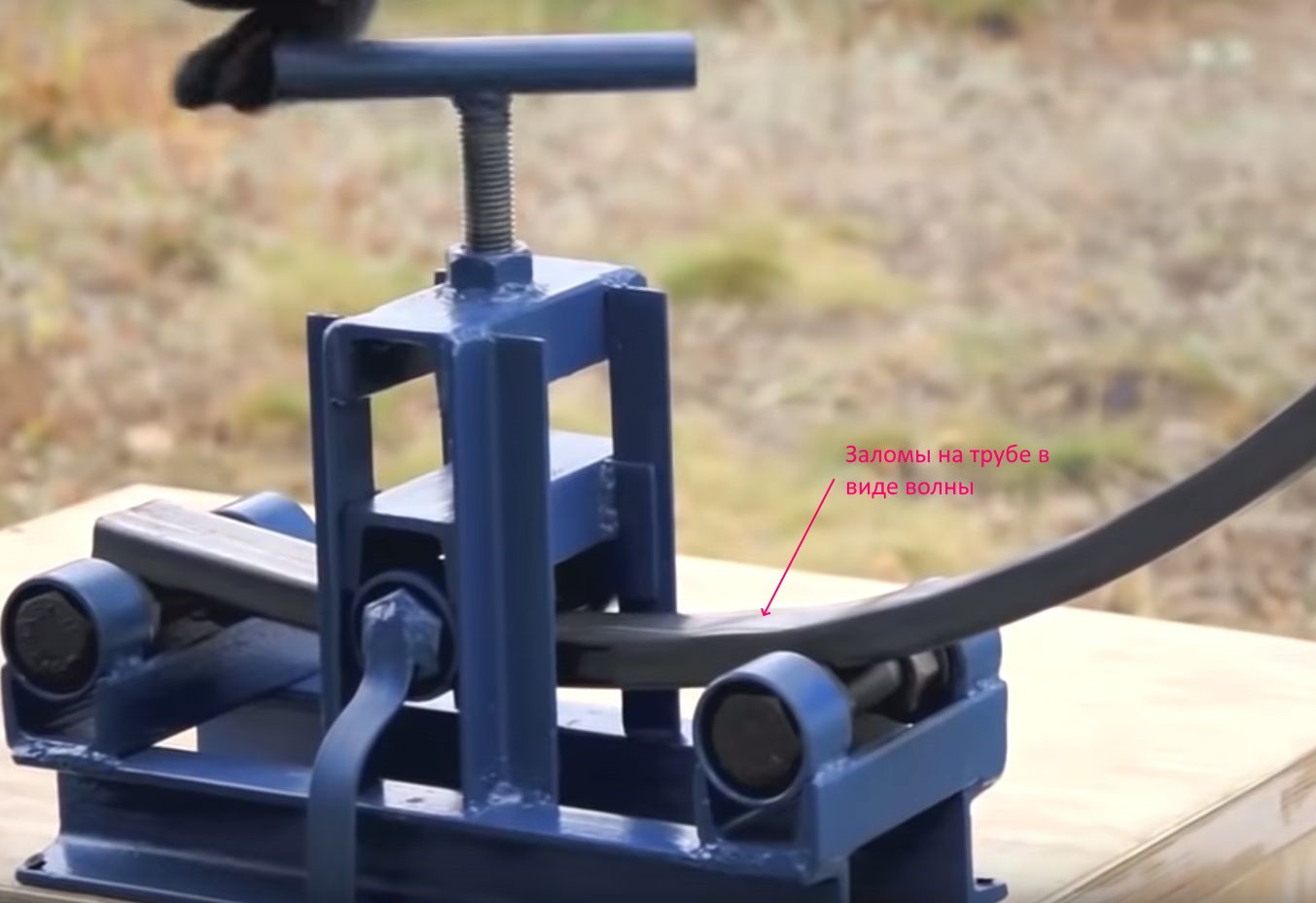
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
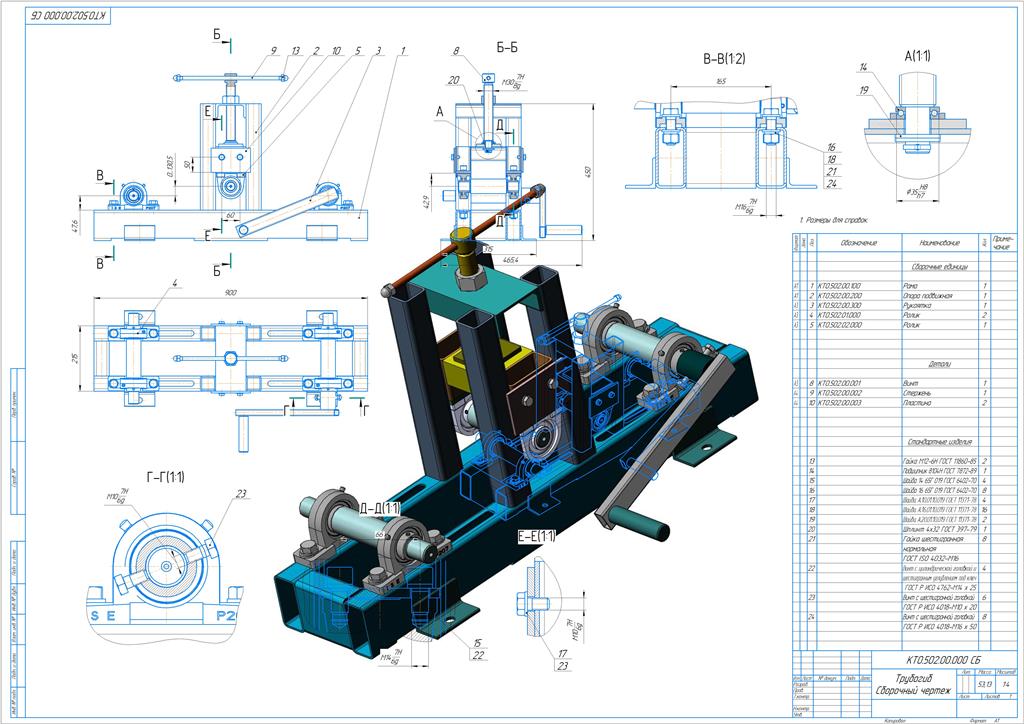
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.





