

Как сделать пусковую кнопку для маятникового станка из УШМ
УШМ работает при нажатии кнопки. Причем, скорость вращения шпинделя зависит напрямую от усилия прижима кнопки. Это означает, что в кнопку встроен регулировочный механизм, работа которого облегчает эксплуатацию инструмента. При эксплуатации УШМ на стационарном станке необходимо продумать пусковую систему, чтобы не приходилось одной рукой держать рукоятку, а второй нажимать на кнопку.
Если инструмент оснащен обычной кнопкой, которая автоматически фиксируется при ее включении, как например, в первом варианте сооружения станка, то здесь не возникает никаких трудностей. Сначала включается инструмента, а затем можно выполнять работы. Однако большинство углошлифовальных машин оснащены кнопками самоотключения, которые необходимо удерживать рукой во время работы. Из этой ситуации есть два выхода:
- Воспользоваться стяжками (к примеру, пластиковыми) или хомутами соответствующего диаметра. Ими фиксируется кнопка в нажатом положении. При этом учитывать также необходимо и фиксатор, который отвечает за самовключение инструмента. И фиксатор, и кнопку необходимо стянуть хомутом, стяжкой или прочими подобными материалами. При этом принцип работы устройства будет следующий — при необходимости запуска инструмента, необходимо вилку воткнуть в розетку или сделать переключатель
- Переделать пусковую систему — рационально в случае, если инструмент планируется использовать чаще в качестве отрезного станка, чем автономной болгарки. Для этого необходимо вывести провода из УШМ на отдельный переключатель, которым будет происходить включение и отключение инструмента при такой необходимости
Кнопку включения, если она выводится, лучше всего расположить на рукоятке. Самодельный станок не требует больших затрат на его изготовление, что собственно, и является главным его преимуществом.
Какие достоинства и недостатки есть у самодельных станков из болгарок
Есть у рассматриваемых самоделок некоторые достоинства и недостатки, о которых также нужно знать каждому, кто задался целью сделать отрезной станок из УШМ. К достоинствам можно отнести:
- Имея в гараже стационарный станок, можно быстро, а главное качественно разрезать разные материалы
- Получение качественного и ровного реза, что делает устройство совершенным
- Дешевизна — если есть болгарка, то затраты на изготовление станка будут минимальными
Теперь выясним, какие есть недостатки у рассматриваемого самодельного устройства:
- Низкая надежность — даже при самом грамотном подходе, не исключается вероятность того, что человек может получить разные травмы только по причине работы на таком самодельном оборудовании. Чтобы обезопасить себя, нужно работать в защитном обмундировании
- Сложность транспортировки устройства — все зависит от его размеров и веса. Только если станок называется стационарным, то предназначен для эксплуатации только в одном месте
Если уж получилось изготовить рассматриваемый тип оборудования, то разобраться с правильностью его эксплуатации не составит труда. Уже при первом испытании инструмента можно ощутить, насколько эффективной является его работа. Ниже приведена подборка фото, на которых показаны варианты самоделок отрезных станков из болгарок. Кроме того, такой инструмент, как УШМ таит в себе еще очень много интересных идей для расширения функционала, но это уже совсем другая история.
https://youtube.com/watch?v=BthXgs0WBbs%3F
Публикации по теме
Как самому изготовить трубогиб дома из подручных материалов идеи инструкция и описание
Лазерный уровень своими руками процесс изготовления
Изготовление самодельных тисков или как сделать зажимной инструмент в домашних условиях
Как болгарку использовать для изготовления циркулярки
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию
Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента
Но для эпизодического использования УШМ имеет ряд преимуществ:
(смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
В целом, если вы занимаетесь сборкой металлоконструкций на месте и располагаете автотранспортом, или торгуете металлопрокатом (либо древесным длинномером) с порезкой в размер от заказчика, то вам нужно делать станок с отдельным приводом. Если же торцовка и порезка точно под углом для вас не каждодневная необходимость, то лучшей будет отрезная станина для болгарки.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин–1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин–1), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Изготовление мини болгарки
Самая ответственная часть – это посадить подшипник на немного обработанную (с помощью дрели и напильника) стойку от мат. платы компьютера и запрессовать тросик.
Разбираем зажим – крокодил и с помощью самодельного хомута крепим к нему подшипник. Кусок троса от спидометра закрепляем пластиковыми хомутами.
Сам электродвигатель вместе с реле помещаем в разрезанный по размеру баллончик от герметика (пустоты заполняем кусками резины). Дополнительно закрепляем болтом, который упирается в корпус моторчика от проворачивания.
Отрезной диск тоже самодельный. Для него изготавливаем защитный кожух из пластика.
Электрическая схема проста: при нажатии мини-кнопки включается реле, которое в свою очередь замыкает силовые контакты и подаёт напряжение на электродвигатель.
После сборки получаем новую конструкцию с необычным расположением моторчика. При работе инструмент держим так же, как и обычную “болгарку”, только теперь он стал более мобильным.
1 Станина для болгарки из профилированных труб и амортизаторов
Болгарка довольно тяжелый и мощный инструмент, поэтому станина для ее удержания в подвесном виде должна быть прочной. Обеспечивают такую прочность профилированные металлические трубы. Изготовление держателя для болгарки из дерева допускается только из толстых пиломатериалов. Однако даже в этом случае гарантировать, что конструкция выдержит нагрузку, невозможно. При работе с профилированными металлическими трубами вам понадобится сварочный аппарат и навыки работы с оборудованием. Помимо шлифовальной машинки и сварочного аппарата подготовьте также для работы:
- два задних б/у амортизатора от автомобиля;
- трубы, подходящие по диаметру амортизаторов для обжимки;
- профильные трубы и металлические квадртные уголки 25 мм для сбора основания;
- два тавра 35×25 мм для придания жесткости основанию;
- два уголка 40 мм для вертикальных опор;
- металлические пластины для фиксации амортизаторов 190×75×5 мм;
- квадратный уголок 45 мм L=120 мм для соединения болгарки с амортизаторами;
- автомобильные гайки и болты на 12 мм для стягивания пластин.
Перед началом работы прорабатываем чертеж будущей станины. Чтобы вам было проще сделать это и избежать типичных ошибок при изготовлении конструкции, рекомендуем ознакомиться с аналогом в магазине. Осмотреть болтовые крепления, расположение опорных элементов и других деталей. Желательно руководствоваться принципом сборки станины именно для вашей модели УШМ. После ознакомления остается перенести размеры и сделать чертеж на бумаге.
Отличительная особенность этой конструкции – вылет держателя. В итоге мы получим усовершенствованную версию маятниковой пилы с возможностью регулировки держателя не только вниз и вверх, но и вперед. Для воплощения этой идеи в жизнь понадобится пара старых автомобильных амортизаторов.
Так как стенки амортизаторов тонкие, а на них будет приходиться основной вес конструкции, необходимо придать им прочность. Для этого берем трубу подходящего диаметра и нарезаем обжимки. В металлических пластинах просверливаем отверстия подходящего диаметра для стягивания держателей автомобильными болтами, привариваем к ним нарезанные обжимки из трубы.
Переходим к сборке основания. Его размеры 46,5×40 см. Чтобы не тратить деньги на покупку новых труб и уголков, воспользуемся металлоломом, все равно после сборки детали будут окрашиваться. Задняя часть основания состоит из двух квадратов 25×25 мм, а передняя из одного. По бокам приварены два уголка того же сечения. С отступом в 10 мм от боковых частей зафиксируем тавры 35×25 мм. К задней части основания привариваем два 40 мм уголка-стойки длиной 32,5 см на расстоянии 9,2 см друг от друга. С внутренней части вертикальных уголков просверливаем отверстия под крепления держателей. Между собой стойки соединяем пластиной, которая приваривается к прямым углам опор.
Корпус изготовлен, начинаем собирать станок. Сначала фиксируем все на проволоке. Проверяем правильность сборки конструкции, качество реза и при необходимости регулируем. Если все устраивает, можно двигаться дальше.
Для удобства регулировки хода держателя вперед вырезаем уголок подходящей длины (на фото) и проделываем в нем соответствующие отверстия. Вылет на концах амортизаторов фиксируется резьбовой шпилькой и гайками.
Для крепления УШМ изготавливаем крепежный элемент, детали которого свариваются между собой. Он фиксируется на резьбовые крепления, его легко снять и заменить при необходимости, сменить диаметр диска. Размеры подбираются индивидуально по модели УШМ. Готовая деталь крепится с наружной стороны уголка амортизатора.
После выточки все детали окрашиваются. Для удержания положения держателя с инструментом в горизонтальном положении дополнительно к верхней обжимке амортизатора и рамке приделываем крепежные элементы под шпильку диаметром 8 мм. Возвратное движение маятника обеспечивает пружина для дверей, которую можно приобрести в хозяйственном магазине.
Зазоры в 1 см между боковыми уголками и таврами мы оставили не просто так. Это пространство нам понадобится для передвижения рабочего столика. Учитывая ширину уголков и зазор, проделываем по бокам столика отверстия под регулировочные болты. Окрашиваем и приделываем столик к основанию. Если нужно передвинуть рабочую поверхность, слегка откручиваем болты и изменяем положение столика вперед или назад. Дополнительно для удобства резки металла рекомендуем изготовить направляющие под 90 и 45 градусов.
Переделка болгарки в станок по шагам: 10 этапов сборки, электрическая схема к чертежам
Для самостоятельного создания станка необходимо выбрать конструкцию, соответствующую имеющимся навыкам и возможностям. Проще всего собрать станок из заготовок, созданных по чертежам в профильной металлообрабатывающей мастерской. В противном случае, придется осваивать сварочные технологии и приобретать необходимое оборудование.
Ниже приведен пошаговый алгоритм самостоятельной сборки с полезными комментариями:
- После утверждения параметров проекта приобретают необходимые материалы, заготовки, инструменты и сменные насадки. Список покупок определяют на основе подготовленного комплекта конструкторской документации. Соблюдение действующих стандартов в этом случае не требуется. Однако необходимо указать все важные данные, как в приведенных выше примерах.
- Нарезают заготовки для силового каркаса. Стол создают из листовой стали толщиной не менее 5 мм.
- К рычагу маятника сваркой присоединяют поперечный вал. При создании этого узла тщательно контролируют перпендикулярность деталей.
- Для крепления УШМ подойдет захват в виде буквы «П». В его боковых частях делают отверстие под болты. Этими крепежными изделиями ручной инструмент жестко присоединяется к станине. Выбирают достаточно прочную часть корпуса болгарки.
- Дополнительную фиксацию обеспечивают с помощью металлического хомута. Все перечисленные крепления делают жесткими для повышения точности.
- Подшипники поворотного узла запрессовывают. Вместо типовых узлов фабричного производства используют подходящие по внутреннему диаметру стальные трубы с толстыми стенками.
- Узлы в сборе закрепляют на оси двух сторон.
- Сваркой присоединяют к платформе маятник. Чтобы не испортить подшипники рекомендуется ограничить повышение температуры. Для охлаждения пользуются пропитанной водой тканью.
- Приваривают блок с креплением для болгарки. Устанавливают на место УШМ, защитные приспособления, возвратную пружину.
- Уточняют качество сборки, надежность креплений, функциональность маятника. Подключают станок, проверяют работоспособность сначала на холостом ходу и далее – в рабочем режиме. Паз в столе прорезают соответствующим по ширине диском.
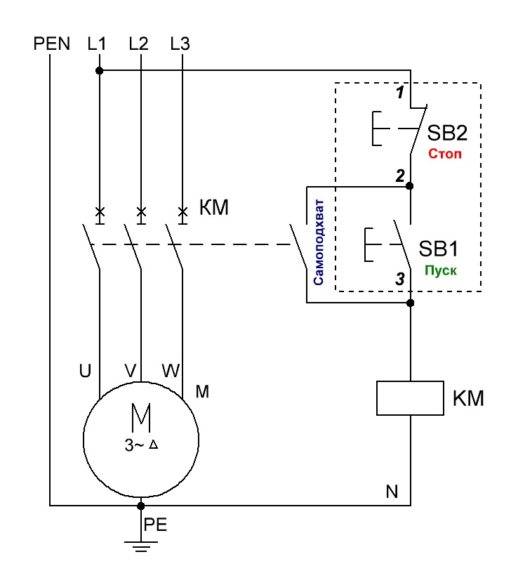 Картинка № 8. Подключение магнитного пускателя с кнопками отключения и защитным тепловым реле Посмотрите на Картинку № 8. Здесь приведена электрическая схема к чертежам, улучшающая защищенность оборудования от перегрева. Она же пригодится для быстрого аварийного отключения. Одну или несколько кнопок для разрыва соответствующей цепи устанавливают в удобном месте корпуса станка. Также применяют выключатели с ножным приводом.
Картинка № 8. Подключение магнитного пускателя с кнопками отключения и защитным тепловым реле Посмотрите на Картинку № 8. Здесь приведена электрическая схема к чертежам, улучшающая защищенность оборудования от перегрева. Она же пригодится для быстрого аварийного отключения. Одну или несколько кнопок для разрыва соответствующей цепи устанавливают в удобном месте корпуса станка. Также применяют выключатели с ножным приводом.
Дисковые отрезные аппараты
На практике мастера изготавливают станки трех разновидностей: ленточные, маятниковые, дисковые. Первый тип сложнее всего изготовить в рамках домашней мастерской. Оптимальным вариантом считается станок для резки металла дискового типа.









 Ленточнопильный станок
Ленточнопильный станок
В состав таких агрегатов входят:
- отрезной диск;
- маятник;
- рабочий стол;
- электрический двигатель;
- механизм привода.
Для стандартной мастерской достаточная мощность используемого двигателя — 1,5 кВт. Мощность электродвигателя зависит от типа используемого металла. Если при работе используется металл с тонкими стенками, то мощности 1,5 кВт для такого двигателя будет достаточно. Для проведения частых работ по резке труб из профиля понадобится агрегат мощностью 3 кВт.
Важным показателем двигателя является количество оборотов, которые он совершает в процессе нарезания металлической детали. Рекомендуемое число оборотов составляет не меньше 3000 в минуту. При низких оборотах электродвигателя отрезной диск не в состоянии работать оптимально.
Особое внимание необходимо уделять диаметру используемого круга. Мастера советуют выбирать круги диаметром 300-350 мм при мощности электродвигателя 2 кВт. При указанных параметрах рекомендуемое количество оборотов двигателя составляет 3000-4400 оборотов в минуту
При увеличении показателя круг разрушается, а при низких оборотах он быстро перегревается и стирается
При указанных параметрах рекомендуемое количество оборотов двигателя составляет 3000-4400 оборотов в минуту. При увеличении показателя круг разрушается, а при низких оборотах он быстро перегревается и стирается.
Процесс сборки отрезного станка своими руками
Первым делом вытачиваем на токарном станке шпиндель. Точить его нужно под 306-е подшипники, а диаметр должен быть 30 миллиметров.
Посадочное место под шкив нужно выточить на одной стороне, а на другой место под отрезной круг и резьбу для крепления круга.
Следующим шагом нужно будет отрезать от трубы два куска, что будут служить посадочными кольцами для подшипников. Диаметр трубы должен быть таким, чтобы подшипник свободно в неё заходил, но не болтался. Ширина вырезанных колец должна быть либо равна, либо немного больше ширины самих подшипников.
Вставляем подшипник в только что изготовленное кольцо, после чего надеваем их на шпиндель.
От всё той же отрубы отрезаем кусок, ширина которого равна расстоянию между подшипниками на шпинделе. Он нужен, чтобы соединять посадочные кольца. Аккуратно прихвачиваем по краям, не приварив сам подшипник.
На сторону со шляпкой шпинделя устанавливаем шкив, а на вторую, с резьбой, отрезной диск.
Основа станка
Далее переходим к изготовлению основы для станка.
Для этого берем металлический профиль или профильную трубу с квадратным сечением и делаем из неё прямоугольник, на который уместился бы электромотор.
Из того же профиля отрезаем пару кусков. Одну их сторону обрезаем под углом 30-45 градусов (чтобы они не задевали двигатель), а вторую сторону обрезаем так, чтобы в этот паз входила конструкция из шпинделя, подшипника и трубы, что делалась ранее.
Все размеры подгоняем под свою ситуацию. И вот пример того, что должно получиться:

Устанавливаем и фиксируем электромотор на платформу, после чего натягиваем ремень на мотор и шкив.
По сути, сборку можно считать готовой. Остаётся лишь подключить двигатель к сети и протестировать.
Однако мы рассматриваем, как изготовить полноценный отрезной станок, а для этого нужно изготовить станину, да и несколько защитных приспособлений не помешает.
Защитный кожух
Далее делаем защитный кожух на отрезной диск.
Для этого берем металл толщиной 2 миллиметра и небольшой уголок. Вырезаем детали из металла под свой отрезной диск и спаиваем их между собой, после чего припаиваем уголок к кожуху и раме станка. Вот пример того, что должно получится в итоге:

Шарнир, станина и ручка
Теперь занимаемся изготовлением шарнира.
Он делается из двух труб, диаметр которых должен быть таким, чтобы одна свободно заходила во вторую, но не болталась.
Дальше в очереди – станина для станка.
Берем квадратную профильную трубу или металлический уголок, выкладываем их по периметру прямоугольника нужного размера и свариваем. Далее привариваем к ним стойки из той же трубы или уголка.
И в конце просто приварите к стойкам лист металла, что будет служить столешницей.
Приварите к столешнице изготовленную ранее основу.
Следующий этап – ручка из профильной трубы и стального прута.
Профильную трубу обрежьте болгаркой так, чтобы её было удобно приварить к раме станка, после чего приварите прут в удобном месте на трубе и оденьте на него насадку для большего удобства.
Вот что должно получиться:

Полезные дополнения
По желанию можете изготовить тиски для крепления заготовки и защитный кожух для ремня.
Тиски будет удобно сделать из водопроводной задвижки, пары уголков, гайки и ручки. Проденьте задвижку через гайку, приварите один уголок к столешнице, ко второму задвижку, после чего приварите гайку к столу и подсоедините руку к водопроводной задвижке.
Принцип работы прост: крутя ручку, задвижка закручивается или выкручивается из гайки, таким образом, один уголок ходит по столешнице, а второй остаётся неподвижным. По тому же принципу, что и кожух для обрезного диска сделан и защитный кожух для ремня.
Стойки для электроинструмента
Специальные стойки для электрического инструмента дают возможность существенно повысить безопасность выполняемых работ, увеличить точность и сэкономить немало времени и сил мастеру. В каталоге компании «Леруа Мерлен» можно подобрать и купить фиксирующие приспособления для различных приборов.









Стойка для дрели: особенности применения и выбора
Держатель для дрели помогает эффективно выполнять следующие задачи:
- Сверление в строгом соответствии с установленным углом. Особенно актуально при работе с твердыми материалами, когда руками удержать прибор крайне трудно – он постоянно норовит соскользнуть.
- Сверление на определенную глубину, когда нужны не сквозные отверстия, а технологические углубления.
При выборе сверлильной стойки для дрели или, к примеру, стойки для болгарки нужно учитывать следующие параметры:
- Общая надежность конструкции. Недопустима вибрация болтов в процессе работы, все крепления должны быть прочными и жесткими.
- Возможность точной настройки конструкции. Качественная стойка должна быть достаточно универсальной и предполагать возможность регулировки креплений в соответствии с габаритами используемого устройства.
- Возможность установки дополнительных элементов. Например, может быть установлена станина для болгарки или иной крепежный элемент, расширяющий функциональные возможности приспособления.
Консультанты компании «Леруа Мерлен» всегда рады подсказать своим клиентам, какие стойки лучше всего подойдут для выполнения конкретных задач. Вся продукция нашего магазина сертифицирована, отвечает всем строжайшим требованиям к прочности и качеству и обладает доступной ценой. Получить стойку можно как с помощью самовывоза, так и доставкой по регионам.
Леруа Мерлен предлагает широкий выбор товаров по низким ценам для жителей Москвы, а также городов Московской области: Балашиха, Подольск, Химки, Королёв, Мытищи, Люберцы, Красногорск, Электросталь, Коломна, Одинцово, Домодедово, Серпухов, Щёлково, Орехово-Зуево, Раменское, Долгопрудный, Жуковский, Пушкино, Реутов, Сергиев Посад, Воскресенск, Лобня, Клин, Ивантеевка, Дубна, Егорьевск, Чехов, Дмитров, Видное, Ступино, Павловский Посад, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский и Солнечногорск. Вы можете заказать необходимые товары онлайн с доставкой во все эти города или посетить один из наших розничных магазинов в Москве и МО.
Для изготовления отрезного станка, понадобятся материалы:
- профильная труба 40 х 20 мм – 0,32 м;
- профильная труба 20 х 20 мм – 1,38 м;
- профильная труба 15 х 15 мм – 0,34 м;
- полоса 40 мм – 0,14 м;
- полоса 20 мм – 0,16 м;
- подшипники 100-я серия – 16 шт.;
- болты М10 под шестигранник 75 мм – 8 шт;
- гайки М10 – 12 шт;
- шайбы 10 мм – 32 шт;
- длинные гайки М12 – 3 шт.;
- длинная гайка М10;
- болт М12 с полной резьбой 200 мм;
- болты М10 40 мм – 2 шт.;
- болт под шестигранник с полной резьбой 70 мм;
- заглушки для профиля 20 х 20 мм – 6 шт;
- заглушки для профиля 40 х 20 мм – 1 шт;
- профильная труба 50 х 50 мм, для направляющей – 2 м или более.
Далее на фото, показан процесс изготовления самоделки.
Первым делом, изготовим роликовую каретку для линейной направляющей. В качестве ее основы будет применяться профильная труба с сечением 20 х 20 мм. Потребуются 4 заготовки длиной по 300 мм.


Затем, в заготовках, нужно просверлить сквозные отверстия для будущего соединения деталей. Их центры располагаются за 25 мм от каждого края профильных труб. Потребуется сверло с диаметром 11 мм.
Переворачиваем просветленный профиль на другой бок, и отступив уже 50 мм,сверлим аналогичные сквозные отверстия с каждой стороны. Чтобы спрятать применяемые в дальнейшем при сборке каретки болты сквозные отверстия в заготовках нужно доделать. Для этого одну стенку каждого профиля требуется рассверлить, применяя сверло с диаметром 17 мм. Так дорабатываются все 16 отверстий, примыкающие к ним остальные 16 остаются нетронутыми.
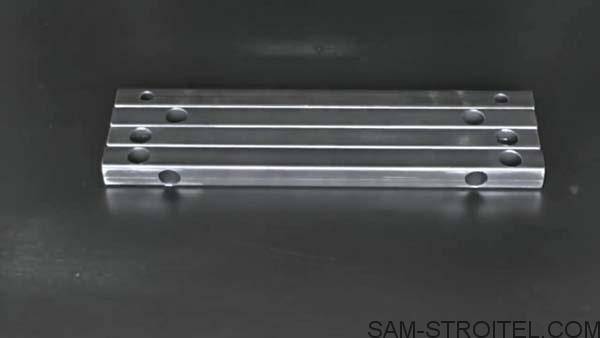
Изготовим плечо для крепления болгарки, отрезаем профиль 40 х 20 мм, длиной 300 мм.


Также потребуется сделать узел для регулировки глубины прохождения при распиле. Он изготовляется из профильной трубы 20 х 20 мм, длиной 160 мм. Его торцы срезаются под углом 45 градусов. Из профильной трубы сечением 15 х 15 мм нужно нарезать небольшие проставки длиной по 40 мм. Всего потребуется 8 шт.

Собираем конструкцию. В качестве соединяющей петли будет применяться болт М12 со сплошной резьбой длиной 200 мм. На него накручиваются 3 длинные гайки М12. Закрепив болты с гайками струбцинами к столу нужно приложить заготовки из пары профилей 20х20 мм, и одного 40 х 20 мм. Трубы нужно приварить к гайкам.

Затем, из полосы шириной 40 мм нужно вырезать 2 заготовки длиной по 50 мм. По центу ближе к краям сверлим по отверстию сверлом 11 мм.
Эти пластины, послужат креплением болгарки в штатные отверстия, применяемые для крепления ручки. В некоторых инструментах данные отверстия могут быть изготовлены под болты М8, что нужно будет учесть. Для надежности прижимные болты М10 40 мм нужно оснастить гайками. Болты вкручиваются в редуктор сквозь пластины и поджимаются гайками.



Теперь, немного отступив от крепления пластин уваривается ранее сделанная заготовка из профиля 20х20 длиной 160 мм. На ее свободный торец варится заглушка из той же полосы, что и крепление для болгарки. На выступающем ухе пластины сверлится отверстие, и на него наваривается гайка М10. Для усиления конструкции дополнительно на бок профиля нужно приварить стальную полосу длиной 160 мм, также спиленную под 45 градусов.





После покраски деталей, собираем каретку. Для этого потребуются винты М10 под шестигранник длиной 75 мм. Нужно стянуть заготовки профильных труб 20 х 20 мм между собой. При этом между ними набирается пирог: шайба, подшипник, шайба, проставка, шайба, подшипник, шайба. Повторив так еще 7 раз, в результате получается готовая каретка.



Собираем крепление для болгарки.



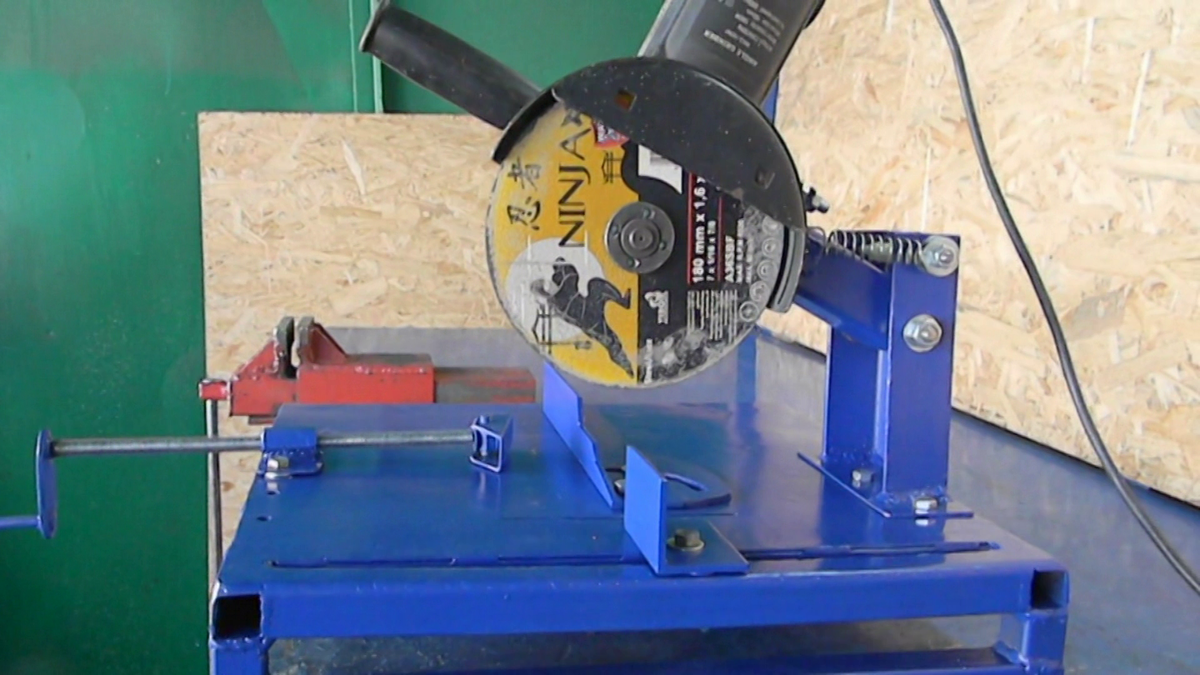
На столе, устанавливаем направляющую и роликовую каретку. Ее высота регулируется подкладкой деревянных брусочков. Инструмент крепится по кромке стола. Заготовки для распила прижимаются парой слесарных струбцин. Для удобства можно проводить раскрой в несколько проходов, каждый раз добавляя глубину запила.





Самодельный отрезной станок из болгарки, готов к работе.

Станок делает ровные и точные пропилы.






В результате, получился удобный отрезной станок по металлу.










Диск для шлифовки по дереву
Еще один инструмент, позволяющий использовать «болгарку» для очистки поверхностей.
Это металлический диск, отлично шлифующий деревянные изделия. Он обладает выгнуто-вогнутой конструкцией, позволяющей обрабатывать неровные поверхности без нарушения их формы. (В зависимости от формы обрабатываемой поверхности выбирается, какой стороной ставить диск).
Он может использоваться в качестве замены наждачных полировочных дисков. Кроме того, эффективен в роли инструмента неглубокой деревообработки – диск отлично скругляет кромку, зачищает торцы и т.д.
Вариант плоского диска.
Он устанавливается на стандартную угловую шлифмашину, рассчитанную на диски 125 мм. Поверхность съемного приспособления покрыта большим количеством «зубцов», обеспечивающих при работе на больших оборотах качественную шлифовку деревянных изделий.
Это приспособление я рекомендую мастерам с большими объемами обработки неровных деревянных поверхностей. Один такой диск проработает значительно дольше аналога с наждачной бумагой и выполнит больше работы.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.





