

Метки: antonl31
Комментарии 50
Как в тему! И юристы
Укатать диаметр можно было на токарном станке.
можно если, есть токарный станок
главное желание, нет ничего невозможного )) молодец
на сервисе поди работаешь …там ребята любят такой кустрщиной заниматься в тихоря, без палева для клиента чтоб .)
И в мастерской (сервисе) тоже работаю. А что в твоем понимании не кустарщина? Ты не поверишь, но трубы бывают шовными.
да я просто тему вспомнил была у меня история. Вообщем делал в сервисе се капиталку на Ваз 2109, там при сервисе магазин большой с запчастями. из сервиса ходят в него за запчастями. так вот я заодно купил все патрубки новые чтоб тосол не тёк, а то задолбал он постоянно где то подтекает… ну сделали мне капиталку норм всё. а потом уж прошло наверное пол года я чёто делал под капотом и заметил такую странную вещь. мне мужик который капиталку делал, он патрубки все мои поставил новые кроме одного. есть там такой патрубок небольшой сантиметров 5 всего в длину он. термос к башке им подсоеденён. так мне этот мужик с сервиса этот патрубок не то что не поменял, старый оставил…он мне этот патрубок зачемто кусачками вырезал из патрубка длинного … и у меня из патрубка этого им собственноручно вырезанного тосол подтекал. я когда тему то эту заметил у меня сразу вопросов дофига появилось. Почему он мой новый не поставил ? Оставил бы хотя бы старый если новый потерял… или дошёл бы в магазин, рядом он взялбы другой новый он стоит то копейки, включил бы в цену лишние 50р. пофиг. Так он и новый ставить не стал и старый не оставил и в магазин не пошол, он зачем то из задубевшего старого патрубка сидел и кусачками выкусывал его!))) Это “хорошо” ещё что термостаты нынешние долго не живут, при замене его и кустарный патрубок заменил заоодно )) Вот просто наткнулся на тему нет трубы нужного диаметра, не пробленма… влепим какая есть в ниличие )))) …вспомнил мужика того с сервиса, подумал тоже наверное на сервисе работаешь ) не в обиду )
будет работать или нет, та или иная переделка, зависит только от качества исполнения
И синей изолентой замотать
Так и делается. Думаешь это силиконовый шланг? Нееееет… )))))
можно взять лист алюминия и быстро сделать любую трубу. длинна окружности 2пр. и все!не нужно портить трубы
для того чтобы сделать из листа, нужно чтобы этот лист был))) да и зачем портить лист?)))
вот блин. элементарная вещь, которой обучали учеников жестянщика в ФЗУ(Фабрично-заводское училище) 50-х годов. Я извиняюсь, но ничего революционного тут нет. Просто мало кто понимает, как слесарное искусство деградировало за последние 20-30 лет. То что было раньше обычным делом, теперь превращается в “очевидное-невероятное”.
заводы стоят, одни менеджеры в стране)))
и мне как производственнику и инженеру, это очень обидно.
Ой. Как я Вас понимаю (с) ЗЫ тоже инженер и тоже производственник )
заводы стоят, одни менеджеры в стране)))
а скоро у людей вместо 10 пальцев будет по 2 щупальца, чтоб только в экран гаджета тыкать и в носу ковырять.
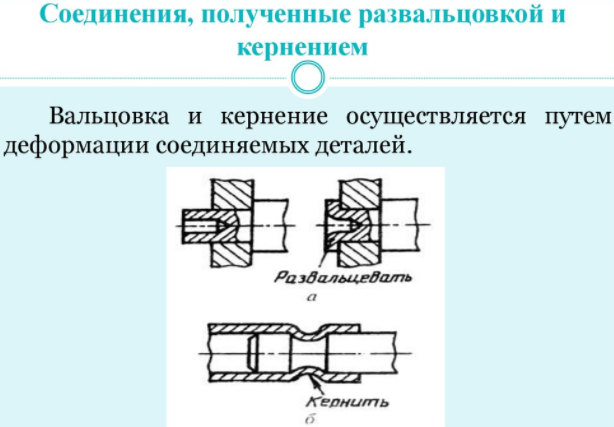
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Развальцовка трубок в процессе установки кондиционера
Грамотный выбор инструментария
Профессиональные приборы от известных брендов отличаются повышенной стоимостью и смогут окупиться только при их коммерческом использовании. Если же в доме нужно установить единовременно холодильное оборудование, кондиционер, заменить участок системы отопления или водоснабжения – лучшим и оптимальным выбором станет бюджетная (даже не автоматическая) механическая модель. Она обеспечит достаточное качество обработки труб – при надлежащей сноровке раструбы получатся с одинаковыми стенками, без трещин, с гладкой поверхностью. В любом случае, подобные приборы предпочтительнее покупать в специализированных строительных магазинах или электронных площадках. Обязательно в комплекте к прибору должен идти сертификат соответствия и гарантия продавца.
Технология развальцовки трубок
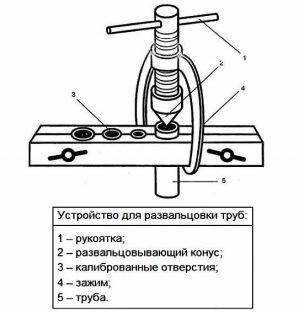
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.









Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.

Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
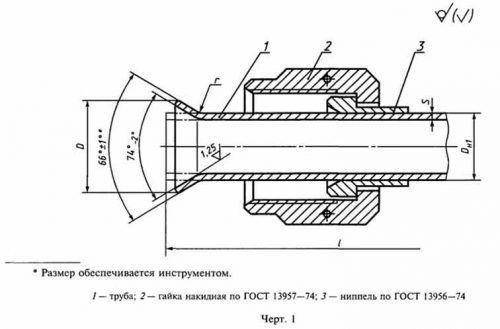
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.
На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном
Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Как развальцевать тормозную трубку, развальцовка, как сделать тормозную трубку, медную трубку.
Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.
Работа производится с использованием специального приспособления для развальцовки трубок из меди, которое оснащается удерживающим устройством, калиброванным под каждый стандартный размер сменными губками. Рабочий орган – пуансон – также может быть сменным по такому же принципу.








Перемещение пуансона производится вручную винтом. Контроль процесса развальцовки медной трубки производится визуально.
При использовании для этой цели механизированных приводных расширителей, развальцовка осуществляется вращающимся держателем с раскатывающим роликом. Процесс производится введением шпинделя в отверстие трубки.
Смотреть видео
Развальцовка медных трубок для начинающих
Более толстые участки раскатываются в большей степени, тонкие – меньше. В результате такой прокатки улучшаются механические свойства материала, что способствует надежности и прочности стыка.
Для домашнего хозяйства практичны наборы для развальцовки медных трубок, включающие в себя удерживающее устройство и комплект оснастки для различных их размеров.
В конечном итоге этапы развальцовки можно представить следующим образом:
- Зачистить конец медной трубки, предназначенный для обработки.
- Надеть на деталь специальную муфту.
- Закрепить трубку в зажимном устройстве.
- Установить пуансон нужного размера.
- Вращая ворот довести рабочий винт до упора.
- Извлечь деталь из приспособления, проконтролировать качество выполненной операции.
Смотреть видео
Развальцовка тормозной трубки.
Порядок развальцовки
Развальцовка медной трубки состоит из нескольких последовательных шагов:
- трубу режут под прямым углом, тщательно очищают плоскости рядом с местом отреза, при необходимости возвращают детали правильную форму, если во время обрезки была допущена деформация. Этап очень важен, поскольку некачественное выполнение подготовительных операций не позволит добиться хорошего соединения, даже если потом все выполнять по инструкции;
- подготовленную трубу размещают в инструменте, тисках, оставляя несколько миллиметров «на улице», чтобы была возможность свободно работать с этим участком. Если планируется использовать фитинг, то сразу ставят обжимную гайку и потом помещают трубку в держатель, так как установить гайку после развальцовки сложно;
- внутрь трубы вставляют подходящий расширитель и вкручивают. За счет давления металл растягивается, а кромка трубы приобретает форму конуса;
- далее расширитель вынимают и изучают получившийся раструб, зачищают его от заусенцев.
Если на трубе образовались трещины, раструб увело, края перекошены, то нужно обрезать такой участок, а потом заново выполнить операцию, добиваясь положительного результата.
Основные размеры трубопровода в бытовых сплит-системах
Для объединения внутреннего и внешнего блока бытового кондиционера используется трубы, причем с разными диаметрами: по одной фреон подается в виде жидкости, а по другой проходит в газообразном состоянии. Обычно, трубопровод, по которому хладагент подается от испарителя к конденсатору всегда имеет больший диаметр.
В климатической технике чаще всего применяются фреоновые магистрали с размером внутреннего сечения 1/4” (6,35 мм) и 3/8” (9,52 мм). Кроме этих распространенных размеров, в некоторых сплит-системах для создания холодильного контура используется трубопровод с диаметром:
- 1/2” (12,7 мм);
- 3/4” (19,05 мм);
- 5/8” (15,88 мм).
Основным критерием при выборе этих изделий является производительность кондиционера: чем она выше – тем диаметр трубопровода больше. От правильно подобранного диаметра трубок для кондиционера зависит скорость циркуляции фреона в замкнутом контуре.
Как правило, большинство производителей выпускают медные трубы для климатической техники уже отожженными, сформированными в бухты по 15, 25 или 50 м. Отожженная медь более эластична и позволяет гнуться практически без изменения сечения.
На концах трубы должны находиться специальные заглушки, предотвращающие попадание влаги и мусора внутрь изделия. Медь, для трубопровода климатической техники может использоваться разных марок. Наиболее популярной является CU-DPH. Изделия из этой марки меди будут иметь наиболее высокую антикоррозийную устойчивость.
Несмотря на высокую стойкость меди к коррозии, бывают случаи разгерметизации фреонового контура, которые происходят из-за окисления магистрального трубопровода кондиционера. Причины окисления медных трубок кондиционера имеют место по нескольким причинам, среди которых основными являются:
- Нерадивость некоторых «специалистов», которые при монтаже кондиционера пренебрегают такой процедурой, как вакуумирование системы.
- Незнание некоторых «ремонтников» о химических свойствах металлов и флюсов.
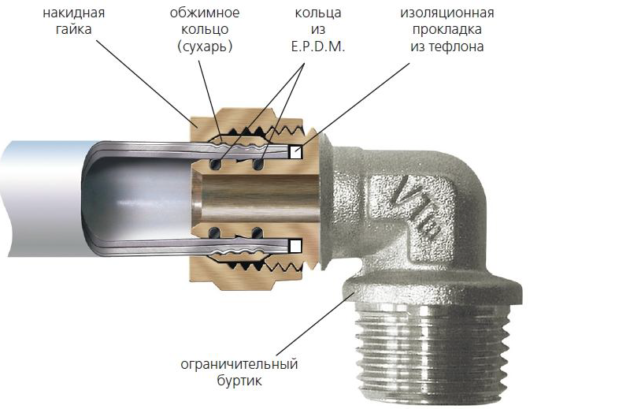
Пошаговое создание соединений связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Подготовительный процесс перед созданием узла способом типа «press-connect»
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Применение обжимного инструмента на завершающем этапе создания соединения механическим прессованием
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы.
Активировать пусковой механизм прессующего инструмента. По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Преимущества монтажа кондиционеров с медными трубами
Медные трубы идеально подходят для систем кондиционирования воздуха и холодильных установок. К их главным достоинствам относятся:
- Хорошая теплопроводность;
- Гладкость поверхности внутри и снаружи;
- Стойкость к коррозии;
- Устойчивость к истиранию осадком;
- Стойкость к изменению температур;
- Герметичность;
- Доступная стоимость.
Во время монтажа кондиционеров используются бесшовные медные трубы, что соединяются между собой с помощью специальных фитингов. Как правило, при продаже кондиционер поставляется в комплекте, состоящем из внутреннего и внешних блоков, а все остальное докупается отдельно в процессе монтажа. Именно между двумя блоками и размещаются медные трубки, транспортирующие хладагент по системе. Размеры медных труб имеют прямую зависимость от производительности устройства.
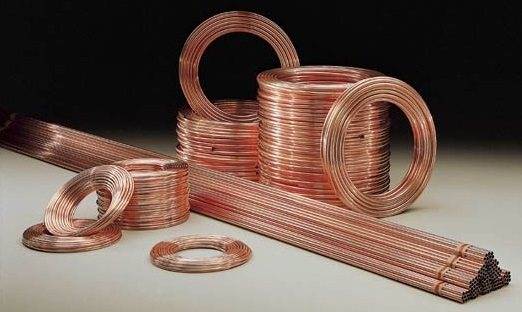
Медные трубы для систем кондиционирования
Чем больше диаметр трубок, тем больше производительность кондиционера.
Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.








Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
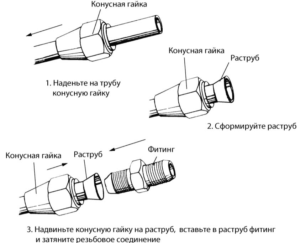
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
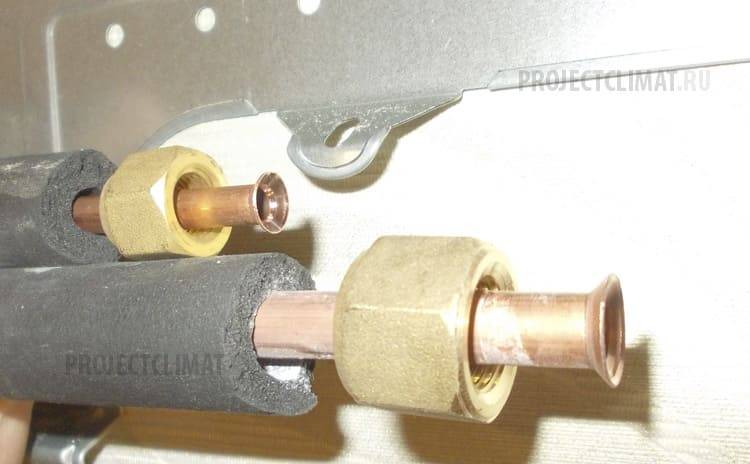
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
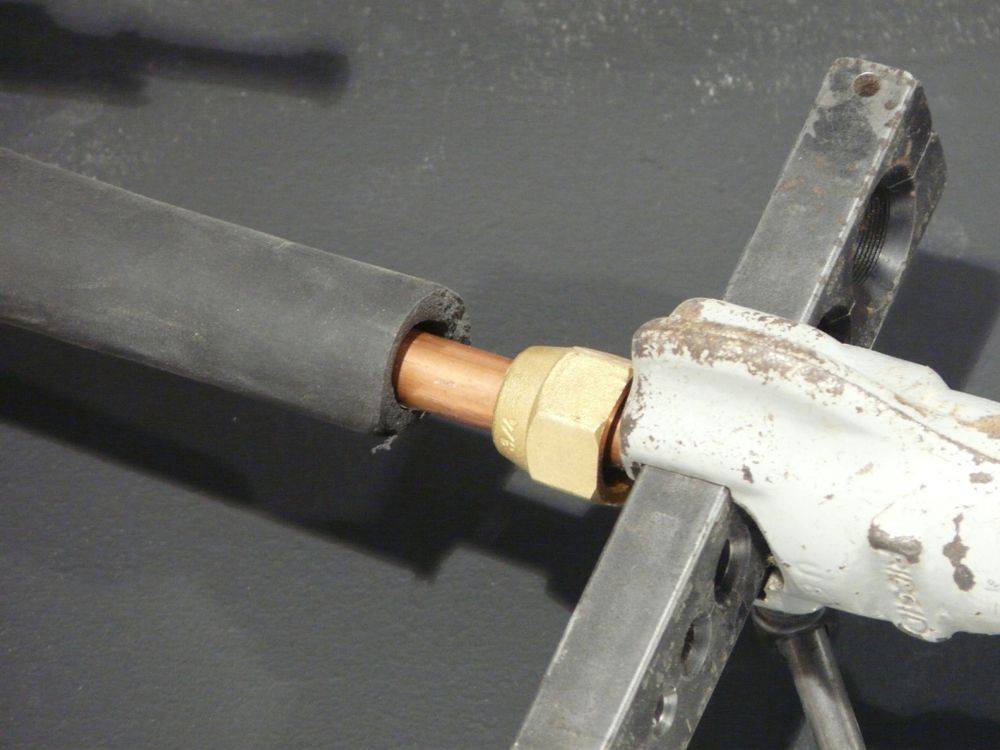
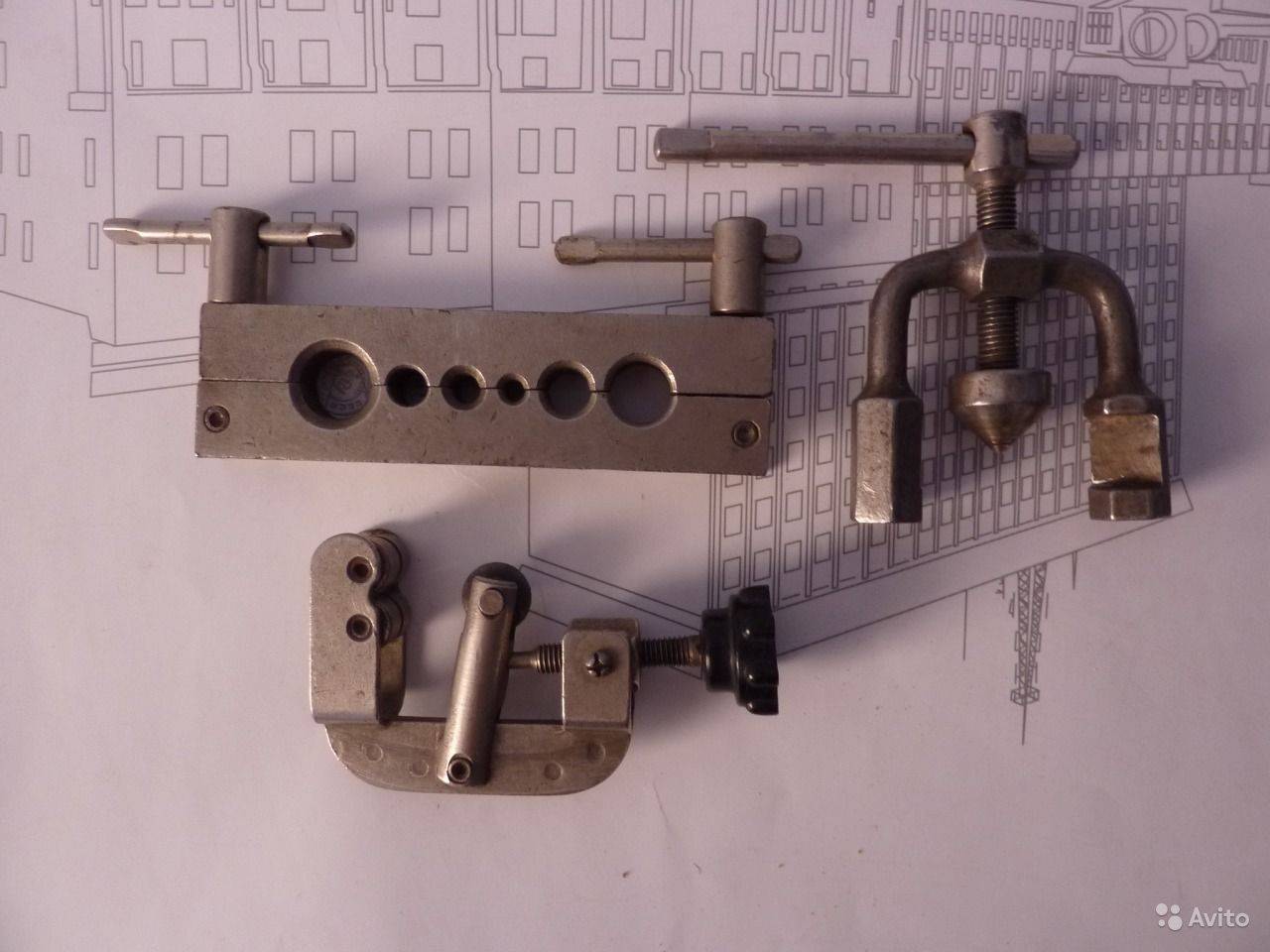
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Подробнее об альтернативном инструментарии
Для целей качественного расширения трубных окончаний может применяться и особый инструмент – электроприводной либо механический. Использование особых шаблонов или конусов характерно для ручного инструмента, как наиболее простейшего. Если же предстоит сложная работа по монтажу водопровода или отопительной системы, то имеет смысл использовать механический прибор.
Развальцовщик на механике
Лучшее качество производимой операции обеспечивает инструмент, который производит обработку трубы сразу несколькими валиками, изготовленными из легированной стали. Подобный прибор заводского выпуска оснащается комплектом разноразмерных валиков для различных трубных диаметров. Процесс заключается в том, что валики прокатываются по внутренней поверхности заготовки с приложением необходимого надавливания, из-за чего деталь деформируется нужным образом. В ходе каждого прокатывания валика габариты заготовки меняются постепенно и незначительно, происходит равномерное воздействие на тонкие и толстые участки, в результате чего поверхность получается гладкой, шероховатости и трещины отсутствуют, а толщина раструбных стенок становится равной.
Развальцовщик на электроприводе
Данные модели являются дорогими приборами и относятся к категории профессионального инструментария. Их отличает повышенная производительность. Принцип работы заключается в следующем: прочные валики за несколько прокатов попросту раскатывают медный раструб. Качество при этом соблюдается высочайшее, однако, окупается подобный инструмент только при осуществлении профессиональной коммерческой деятельности и должен применяться как можно чаще. Еще он отличается тем, что позволяет образовать диаметр несколько больше, чем требуется.





