

Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше.

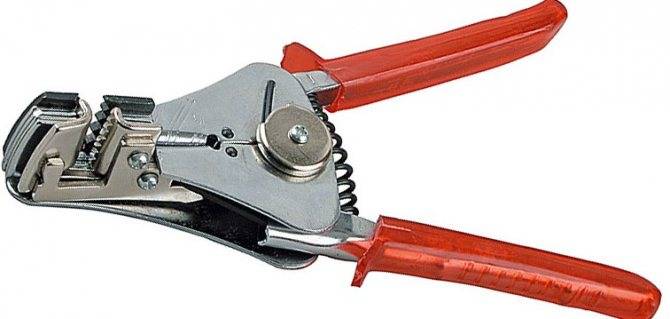
Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом.
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.
- Зажимаем.
Особенности маркировки
В торговой сети можно встретить множество вариантов наконечников. Их конструкция и материал изготовления будут разниться. Поэтому подобрать модель, соответствующую назначению, можно по такой шкале:
- А – из алюминия;
- Л – использование латуни при изготовлении;
- М – медная основа гильзы;
- Т – в производстве пользовались металлом трубчатого сечения;
- У – угловой соединитель;
- О – присутствие окошка для определения правильности положения кабелей во втулке.

Наконечники для проводов под опрессовку помогают в решении ключевых задач электрика. Если на изделии присутствует надпись ТМЛ (О), то речь идет о применении луженой меди трубчатого вида, а в конструкции изделия будет окошко для проверки.

Зависимость оконцевания от материала жилы
Токоведущие жилы проводов производятся из алюминия и меди. Для алюминия характерны такие недостатки:
- мгновенно окисляется, контактируя с воздухом, что приводит к ухудшению контакта в месте подсоединения провода к устройству;
- при прохождении тока проводник уменьшается в сечении, это ведет к ослаблению подсоединения;
- плохой контакт приводит к повышению температуры токопроводящей жилы, металл разрушается.
Медные проводники не имеют таких недостатков. Надежность соединения в данном случае зависит от качества оконцевания.
Способы оконцевания проводников
Оконцевание жил проводов и кабелей можно проводить несколькими способами, которые выбираются в зависимости от требуемой надежности соединения, простоты технологии, понятий экономичности. Это может быть опрессовка, пайка, сварка, механические зажимы.
Опрессовка
Применяется как для медных, так и для алюминиевых проводов. Однако опрессовка алюминиевой жилы имеет свои особенности: для избежания окисления области контакта покрывают специальной кварцево-вазелиновой пастой. При чем это необходимо делать не только во время формирования контакта, но и в процессе эксплуатации. Кварцем разрушается окисление при опрессовке, а вазелин предохраняет проводник в период работы.
Сам процесс опрессовки достаточно прост: берется наконечник, надевается на жилу и обжимается. Число прижимов варьируется. Выполняют несколько опрессовок, это способствует большей надежности контакта, снижению переходного сопротивления и повышению механической прочности. Нужно учесть, что перед началом процесса контактная поверхность должна быть чистой. Необходимо удалить всю изоляцию, грязь с наконечников и зачистить внутреннюю область до появления металлического блеска.

Ассортимент наконечников широк. Они различны для алюминиевых и медных жил, для одножильных и многожильных кабелей. Маркируются по ГОСТ и имеют свое назначение, условия эксплуатации. Выбирая наконечник, необходимо знать сечение токоведущей жилы.

Инструменты для опрессовки отличаются по размеру сечения провода. Они бывают двух типов: пресс-клещи (кримперы) (для сечения до 10 квадратных мм) и матричные прессы гидравлические (до 1000 квадратных мм).
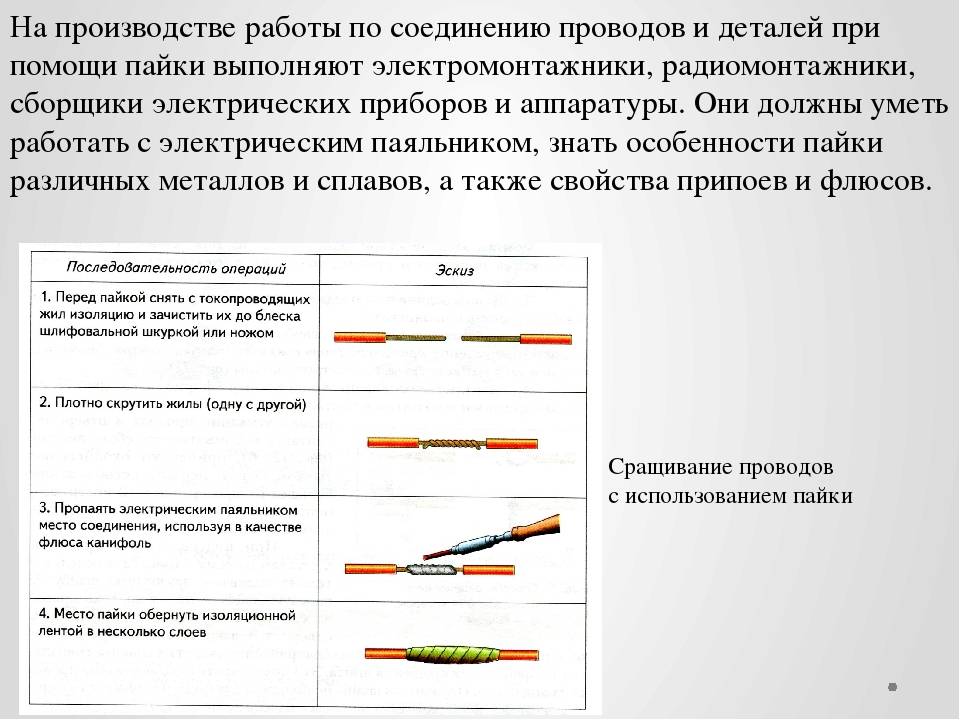
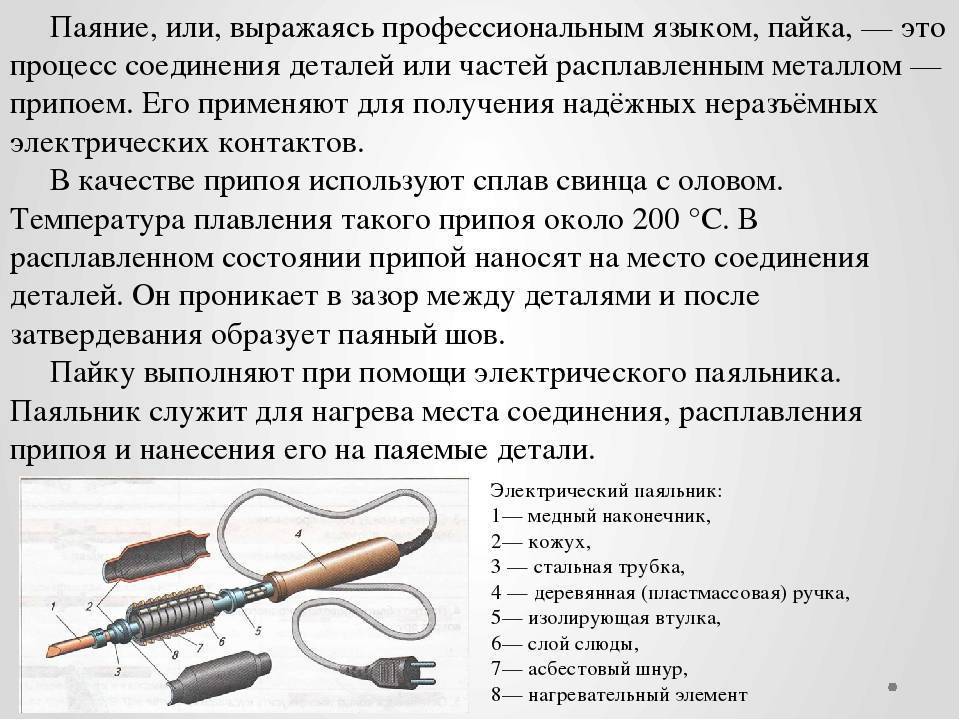
Пайка
Способ применяется в основном для медных токоведущих жил с использованием специальных наконечников для пайки. Для провода сечением до 10 квадратных мм можно применить обычный паяльник, в случаях с большей толщиной используется газовая или бензиновая горелка.
Процесс оконцевания пайкой осуществляется в два этапа: жила зачищается до металлического блеска и обрабатывается нейтральным припоем, затем вставляется до упора в наконечник, после чего через особое отверстие заливают припой.

Сварка
Для оконцевания алюминиевых проводников с сечением от 240 квадратных мм применяют газовую, электрическую или термитную сварку. Сварочные работы проводят только с торцов жил в немного наклонном или вертикальном положении. Сам процесс выполняется в специальных формах. Чтобы предотвратить вытекание алюминия, места, где выходит провод, уплотняются асбестом.
Защита алюминия от окисления в процессе сварки и очистка свариваемых жил от оксидной пленки происходит с применением особых флюсов. По окончанию области оконцевания и подсоединения очищают, моют бензином, накладывают влагостойкий лак и применяют изоляционную ленту или пластмассовые колпачки.
Механические зажимы
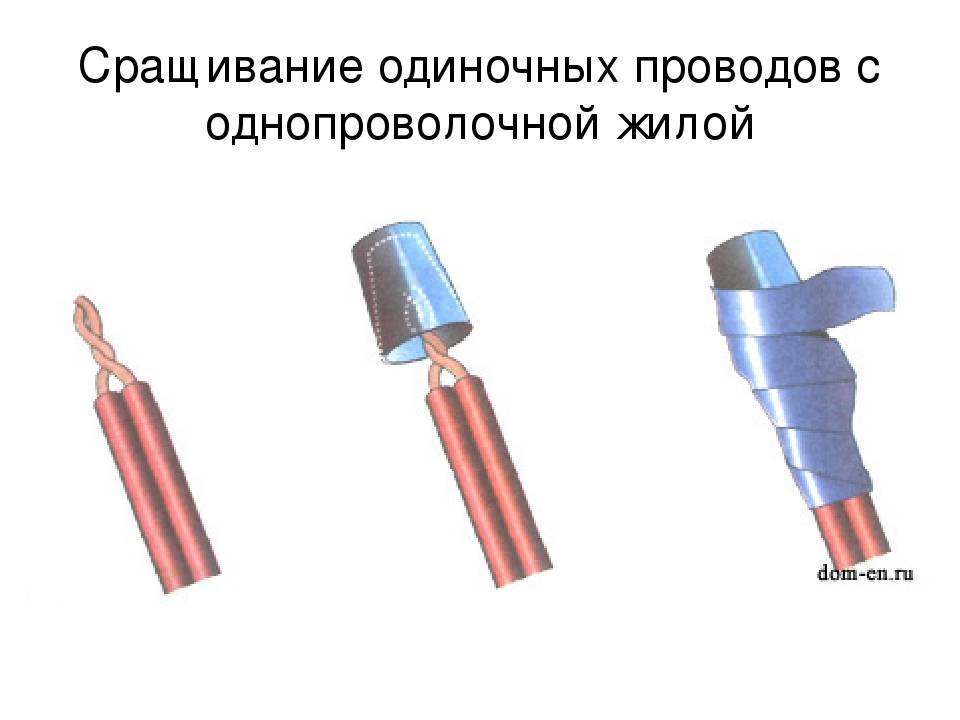
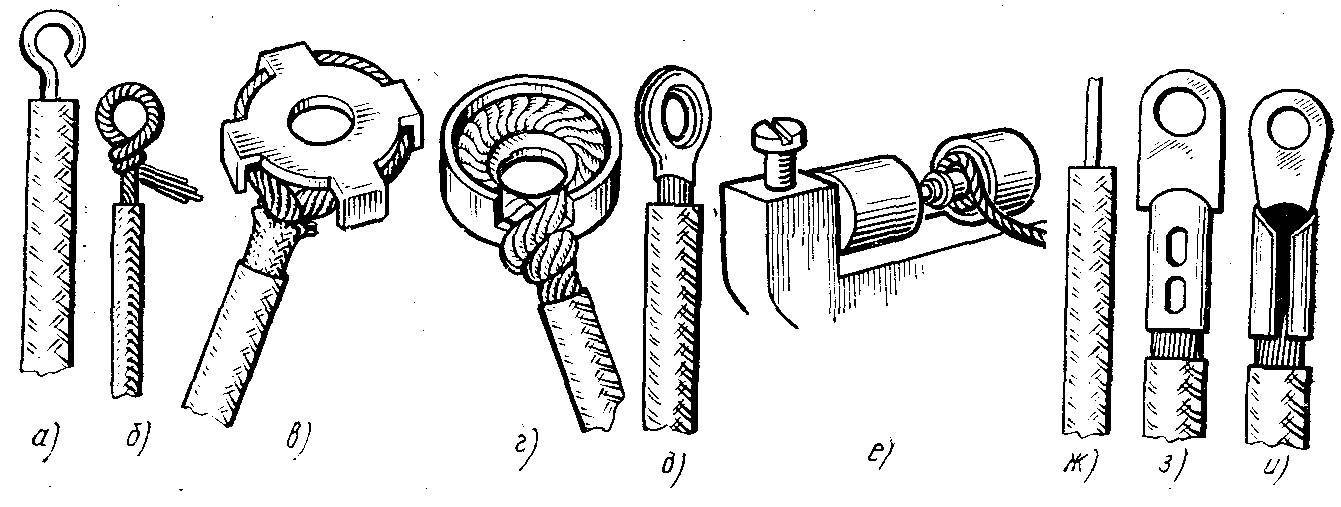
При подсоединении однопроволочных алюминиевых жил, имеющих сечение 2,5-10 квадратных мм, и медных (с сечением 0,75–10 кв. мм) применяют такой способ оконцевания, как изгиб в кольцо. При этом внутренний диаметр такого кольца должен быть немного больше диаметра зажимного винта. Процесс выполняется круглогубцами. Для многопроволочных проводников осуществляется их предварительное обжатие, затем скручивание в кольцо, при этом должен быть заход на прямой участок жилы, которая зачищена от изоляции. После этого происходит облуживание припоем. Чтобы жила не выдавливалась из-под винта, пользуются фасонными шайбами или применяют опрессовку с помощью кольцевого наконечника.
Также одножильные и многожильные провода, сечение которых до 6 мм кв., можно подсоединять без скрутки в кольцо. Для этого используют специально предназначенные для такого соединения выводы, исключающие выдавливание жил.
На выбор метода оконцевания проводников влияют различные факторы. Основными из них являются типы выводов устройств и приборов, зажимов и других контактов, к которым будет подсоединяться провод. Также способ зависит от материала и размера сечения токопроводящей жилы.
Соединение проводов самозажимными клеммниками
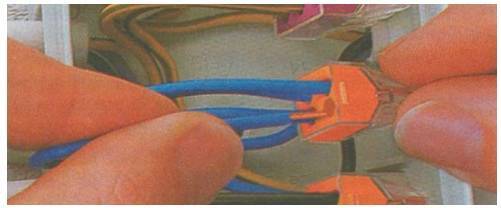
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.






Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.

Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.

Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
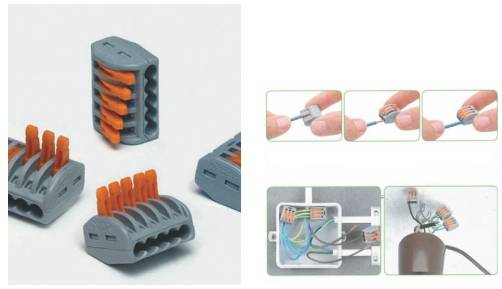
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Распространенные виды наконечников
В электромонтажной практике встречаются десятки видов соединителей. Такое разнообразие обусловлено широким списком используемых проводов. Под каждый тип кабеля подбирается свой наконечник. Он должен соответствовать по материалу и сечению токоведущей жилы.
Медные наконечники ТМ
Производятся из цельнотянутой трубки. На это указывает буква — Т. Трубка сделана из меди — М. Полная маркировка выглядит следующим образом ТМ 35-10-9. Здесь:
- Т — трубка;
- М — медная;
- 35 — сечение кабеля, для которого предназначен этот наконечник, кв. мм;
- 10 — диаметр (марка) крепежного винта, мм;
- 9 — диаметр хвостовика, то есть отверстия, в которое вставляется жила кабеля.

Если размеры позволяют, модель наконечника указывается на его поверхности. Если он слишком мал, то на корпусе изделия отштамповывается номинальное сечение подключаемого кабеля. Например, цифра «4» рядом с крепежным отверстием означает, что в наконечник следует вставлять жилу сечением 4 кв. мм.
Медные с лужением ТМЛ
Медь — хороший проводник электрического тока. Однако часто на наконечниках ТМ встречается зеленоватый налет. Это слой оксида меди, который никуда не годится для надежной передачи тока. Для борьбы с этим явлением наконечники дополнительно покрываются защитным антикоррозионным покрытием из олова. В результате получается изделие здесь обозначает лужение. В остальном же маркировки ТМ и ТМЛ схожи.

Наконечники для провода луженые
Защитный слой препятствует окислению медного наконечника. Поэтому его допустимо применять в более влажных помещениях. За счет повышенной надежности ТМЛ пригоден для подключения ответственных потребителей электроэнергии.
Медные луженые с контрольным окном ТМЛ (о)
Перед установкой токоведущей жилы в наконечник с нее снимается защитный слой изоляции. При этом имеется пара тонкостей:
- Зачищенная жила должна полностью войти в трубку и упереться в ее окончание. В полости наконечника не должно остаться пустоты.
- Кабель должен зачищаться на минимальную длину. Чтобы у хвостовика наконечника не осталось оголенного участка провода без изоляции.

Алюминиевые наконечники ТА
Данный тип соединителей изготовлен из алюминиевой трубки. На это указывает буква «А». Наконечники ТА предназначены для ответвления алюминиевых проводов от аналогичных по материалу токоведущих шин.
ТА отличаются продолжительным сроком службы. Алюминий обладает повышенной устойчивостью к влаге из воздуха и практически не разрушается от нее. Такой материал в несколько раз дешевле меди, поэтому подчас люди выбирают именно алюминиевые крепежи.

Кабельные наконечники алюминиевые
ТА выпускаются для проводов сечением от 16 кв. мм и выше. А также они требуют использования кварц-вазелиновой смазки для дополнительной защиты поверхности.
Медно-алюминиевые ТАМ
В строении этих соединителей применяются два металла: медь и алюминий. Они соединяются между собой посредством фрикционной диффузии. Один металл проникает в другой на молекулярном уровне. Поэтому удается избежать высокого переходного сопротивления.

Прочие типы наконечников
Перечисленных типов крепежей недостаточно для выполнения всех электротехнических задач. Поэтому на практике часто встречаются и другие типы наконечников:
- ПМ — кабельные наконечники под пайку. Их изготавливают из листовой меди марки М1. Помимо пайки данный тип наконечника пригоден и для опрессовки. Выпускаются для кабелей сечением от 2,5 до 240 кв. мм.
- НШП — штифтовой плоский. Используется для подключения медных кабелей. Выполнен из меди. Основное назначение — подключение проводки к автоматическим выключателям. Внутри имеет кольцевые насечки для улучшения контакта с токоведущей жилой.
- НШВ — штыревой втулочный. Распространены в современном оборудовании. Выполнены из электротехнической меди с защитным покрытием. Используются для подключения многожильных медных проводов сечением от 0,25 до 150 кв. мм.
- НШВИ — штыревой втулочный изолированный. Оснащены дополнительной изолирующей юбкой из пластика.

Соединение жил гильзами
При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.
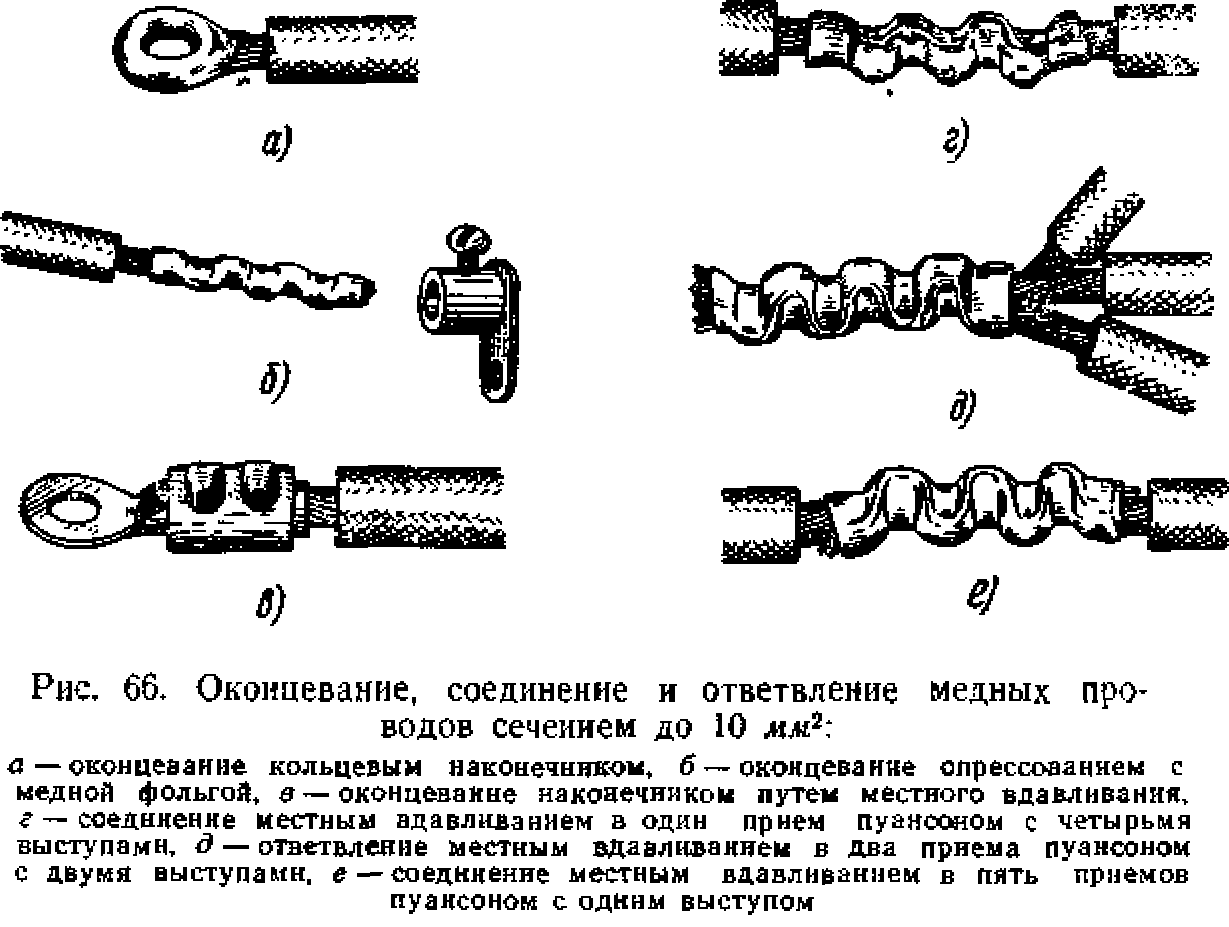
Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
Соединение жил гильзами
При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.







Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
Виды соединений
Чтобы соединять провода в распределительной коробке, можно воспользоваться одним из нескольких способов. Все они позволяют обеспечить надежный контакт проводников и домашний мастер вправе выбрать наиболее удобный.
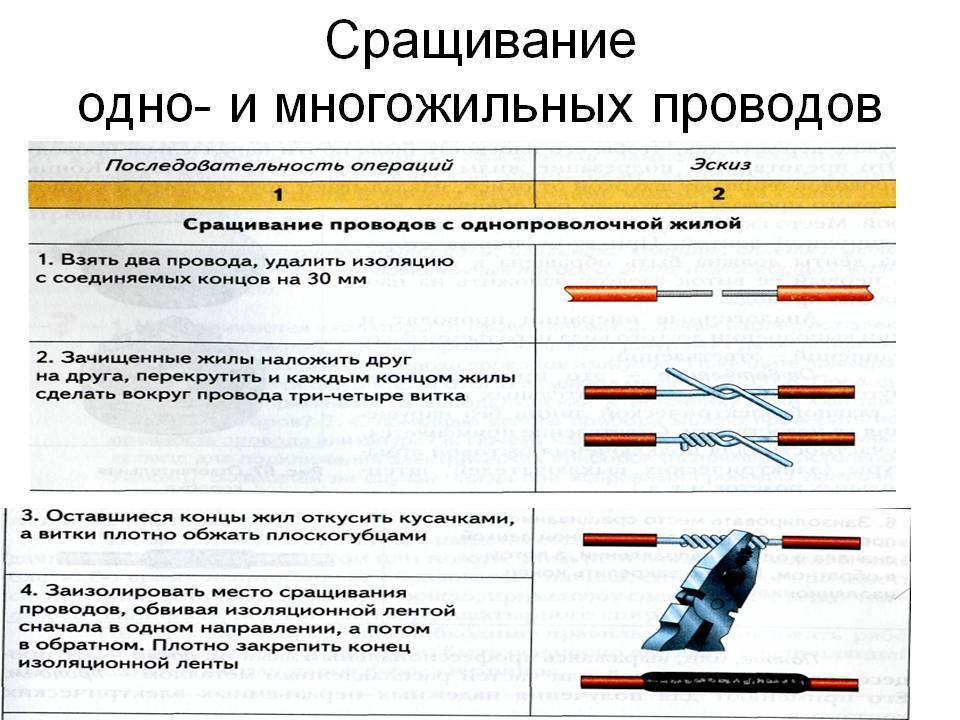
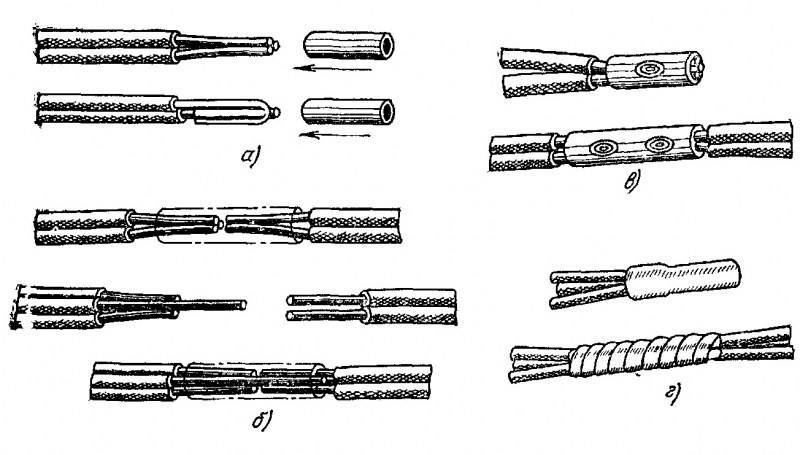
Скрутка и опрессовка
Сразу следует сказать, что сейчас использование скрутки проводов в распределительной коробке запрещено, так как этот метод признан самым ненадежным.
Решив выбрать такое соединение, электрик принимает на себя ответственность за возможные последствия. При этом сам метод подключения проводников крайне прост. Сначала с проводников нужно снять слой изоляции на длине около 1 см, после чего аккуратно накрутить провода друг на друга. При соединении проводов сечением менее 1 мм, нужно сделать 5 или более витков. Если подключаются более толстые кабеля, то минимальное количество витков составляет 3.
Опрессовка сегодня пользуется большой популярностью. Для выполнения соединения этим способом применяются специальные гильзы, диаметр которых подбирается в соответствии с размером пучка проводников.
Некоторые домашние мастера используют для этого обычные пассатижи, но качество такого соединения будет ниже. Для проведения работ нужно сначала снять с проводов изоляцию, после чего скрутить их и ввести в соединитель. Следующим шагом станет опрессовка гильзы с помощью пресс-клещей и последующая изоляция места контакта изолентой или термоусадкой.

Пайка и сварка
После соединения проводников с помощью сварки получается практически целый провод. В результате такому месту соединения не страшны различные негативные факторы внешней среды. Однако по причине необходимости использования специального оборудования, этот метод подключения пользуется наибольшей популярностью среди профессиональных электриков. Создать сварное соединение можно с использованием следующих инструментов:
- Сварочного аппарата мощностью не менее 1 кВт.
- Флюса.
- Угольного электрода.
После снятия изоляционного слоя с проводов, их оголенные участки требуется зачистить до блеска, используя для этого наждачную бумагу. На следующем этапе выполняется обычная скрутка. Затем в углубление электрода насыпается флюс и после включения сварочного аппарата, электрод прижимается к проводникам. Когда в месте соединения появится контактная точка в форме шарика, усилие снимается. На финальном этапе нужно зачистить место сварки от остатков флюса и покрыть его лаком.
Хотя соединение пайкой является довольно надежным и долговечным, его не рекомендуется использовать в местах, где проводники могут сильно нагреваться или возможны значительные физические нагрузки.
Винтовые зажимы и болтовые соединения
Использование контактных винтовых зажимов позволяет надежно соединить не только однородные токоведущие жилы, но и разнородные провода. При этом стоимость таких зажимов невысока, что и сделало метод довольно популярным. Все работы выполняются за два этапа:
- С проводников снимается изоляция на длине примерно в 5 мм.
- Оголенные части проводов вставляются в зажим и затягиваются винтами.
Чтобы не нарушить целостность токоведущих жил, нужно контролировать усилие зажима. В первую очередь это касается работ с алюминиевыми проводами.
Также стоит отметить и самозажимные соединения, которые стали весьма популярными в последние годы. Такие зажимы не только просты в использовании, но и содержат внутри специальный состав, предотвращающий окисление проводников. После того как с проводов была снята изоляция, нужно поднять рычажок клипсы. Когда в нее будет введен оголенный конец кабеля, рычажок опускается и происходит соединение.
Наружные электропроводки
2.1.75. Незащищенные изолированные провода наружной электропроводки должны быть расположены или ограждены таким образом, чтобы они были недоступны для прикосновения с мест, где возможно частое пребывание людей (например, балкон, крыльцо).
От указанных мест эти провода, проложенные открыто по стенам, должны находиться на расстоянии не менее, м:
При горизонтальной прокладке:
- под балконом, крыльцом, а также над крышей промышленного здания — 2,5
- над окном — 0,5
- под балконом — 1,0
- под окном (от подоконника) — 1,0
При вертикальной прокладке до окна — 0,75
То же, но до балкона — 1,0
От земли — 2,75
При подвеске проводов на опорах около зданий расстояния от проводов до балконов и окон должны быть не менее 1,5 м при максимальном отклонении проводов.
Наружная электропроводка по крышам жилых, общественных зданий и зрелищных предприятий не допускается, за исключением вводов в здания (предприятия) и ответвлений к этим вводам (см. 2.1.79).
Незащищенные изолированные провода наружной электропроводки в отношении прикосновения следует рассматривать как неизолированные.
2.1.76. Расстояния от проводов, пересекающих пожарные проезды и пути для перевозки грузов, до поверхности земли (дороги) в проезжей части должны быть не менее 6 м, в непроезжей части — не менее 3,5 м.
2.1.77. Расстояния между проводами должно быть: при пролете до 6 м — не менее 0,1 м, при пролете более 6 м — не менее 0,15 м. Расстояния от проводов до стен и опорных конструкций должны быть не менее 50 мм.
2.1.78. Прокладка проводов и кабелей наружной электропроводки в трубах, коробах и гибких металлических рукавах должна выполняться в соответствии с требованиями, приведенными в 2.1.63–2.1.65, причем во всех случаях с уплотнением. Прокладка проводов в стальных трубах и коробах в земле вне зданий не допускается.
2.1.79. Вводы в здания рекомендуется выполнять через стены в изоляционных трубах таким образом, чтобы вода не могла скапливаться в проходе и проникать внутрь здания.
Расстояние от проводов перед вводом и проводов ввода до поверхности земли должно быть не менее 2,75 м (см. также 2.4.37 и 2.4.56).







Расстояние между проводами у изоляторов ввода, а также от проводов до выступающих частей здания (свесы крыши и т.п.) должно быть не менее 0,2 м.
Вводы допускается выполнять через крыши в стальных трубах. При этом расстояние по вертикали от проводов ответвления к вводу и от проводов ввода до крыши должно быть не менее 2,5 м.
Для зданий небольшой высоты (торговые павильоны, киоски, здания контейнерного типа, передвижные будки, фургоны и т.п.), на крышах которых исключено пребывание людей, расстояние в свету от проводов ответвлений к вводу и проводов ввода до крыши допускается принимать не менее 0,5 м. При этом расстояние от проводов до поверхности земли должно быть не менее 2,75 м.
Типы наконечников под опрессовку
Для каждого обывателя ярким примером неправильного подключения проводов является лестничный распределительный щит, у многих владельцев квартир провода в щитке оплавлены, есть скрутки. Наконечники для проводов под опрессовку могут избавить граждан от возможности нагрева и возгорания электрической проводки как следствие некачественного контакта проводов, отсутствие наконечников кабеля.
Когда между подключаемым кабелем или проводом и устройством подключения хороший контакт, минимизируется сопротивление перехода, и при увеличении токовой нагрузки на контактную группу они могут нагреваться в случае плохого контакта. Гильзы и наконечники имеют назначение снять или минимизировать переходное сопротивление, иными словами, исключить некачественный контакт, под болт или винт.
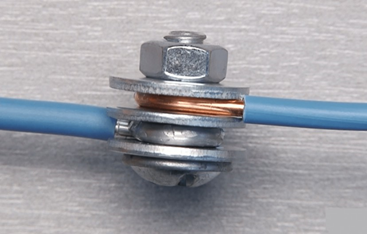
Качественный контакт в соединении, переходное сопротивление:
Качественный контакт в соединении, переходное сопротивление
Для проведения опрессовки (обжим для наконечников) проводов и кабелей применяются специальные изделия — наконечники и гильзы. Наконечники могут быть для многожильных проводов и одножильного провода, они подразделяются по назначению и виду провода, для которого применяются (медный или алюминиевый).
Для опрессовки медных жил кабеля используются наконечники, изготовленные из цельнотянутой медной трубки, которая с одной стороны сплющена и имеет отверстие под винтовое соединение. Этот вид наконечников бывает:
- с разными диаметрами под провод и крепежное отверстие, не имеющий защитного покрытия;
- под опрессовку электролитический луженный с разными отверстиями под крепления.
Маркировка этого вида наконечников следующая:
- без покрытия, ТМ – Х – У, где Х — это сечение провода, У — это размер отверстия под крепление;
- с покрытием, ТМЛ – Х – У.
Наконечники
Существует еще вид наконечников с контрольным окошком, это луженные медные изделия для оконцовки жил кабеля и проводов. Особенность этого вида — возможность исполнителя оконцевания контролировать правильность опрессовки через контрольное окно. Маркируется этот вид изделий как ТМЛ(о), примечательно то, что их можно устанавливать на концы кабелей при помощи припоя и пайки, что почти полностью снимает величину переходного сопротивления.
Довольно часто в электротехнике встречается соединение алюминиевого провода с медным кабелем, в этом случае рекомендуется применять алюмомедные наконечники для качественного соединения алюминиевого провода и медной шины щита.
Алюмомедный наконечник
С уменьшением габаритных размеров приборов и устройств популярными наконечниками для оконцовки стали штифтовые изделия. Они применяются в электрооборудовании и автоматических выключателях в устройствах защиты. С уменьшением зажимных креплений штифт — наиболее оптимальное решение для хорошего контакта. Маркируется этот вид как НШП.
Наконечники НШВИ
Кабельные наконечники под опрессовку НШВИ, — это штыревое втулочное с изоляцией изделие. Электролитическая медь — это материал, из которого он изготавливается, на тыльной стороне устанавливается изоляция, которая толще металлической части. Когда оконцованный провод этим наконечником вставляется в гнездо, под зажим снаружи остается только изолированная его часть. В промышленности и в быту этот тип наконечников применяется для кабеля до 35 кв.мм сечением, опрессовываются они специальным инструментом.
Обжимной наконечник для провода НШВИ:
Обжимной наконечник для провода НШВИ
Есть несколько модификаций этого наконечника, которые отличаются по количеству подключаемых проводов в одном наконечнике. Для двух кабелей маркировка имеет вид НШВИ2, конструкционных отличий в этом наконечнике нет, та же металлическая часть и ПВХ манжета, но диаметр гильзы (юбки) больше, рассчитан для двух проводов.
Особенности работы с НШВИ
Наконечники кабельные этого вида предназначены только для многожильных кабелей, их нельзя применять в оконцовке проводов с одной жилой. Для жестких (одножильных) проводов применяется опрессовка втулками (гильзами) без изоляции. Опрессовка многожильного провода проводится следующим образом:
- выбирается сечение провода, подбирается марка наконечника, в который жилы должны входить свободно и плотно со стороны юбки;
- на практике подбирается тип наконечника с некоторым запасом. Пример: провод ПВ-3 сечением 1,25 кв.мм может оконцовываться наконечником от 1,5 кв.мм. Сечение юбки — до 2,5 кв.мм.





