

Как работает контактная сварка
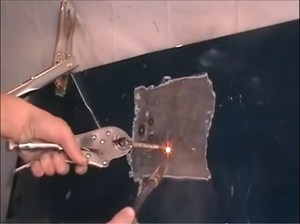
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Переделка сварочного трансформатора
 Прочитав инструкцию по сборке, можно узнать, как сделать сварочный аппарат точечного предназначения из трансформатора. Подобные чертежи можно найти в интернете на специализированных форумах.
Прочитав инструкцию по сборке, можно узнать, как сделать сварочный аппарат точечного предназначения из трансформатора. Подобные чертежи можно найти в интернете на специализированных форумах.
Необходимо отметить, что напряжение обычного трансформатора как минимум 70 В, а для точечного применения этот показатель не должен превышать 6−9 В.
Для того чтобы переделать под нужные параметры, в трансформаторе требуется сделать новую обмотку или переделать старую. Если старая обмотка изымается, то её можно потом использовать в низковольтных устройствах.
Сварочные трансформаторы могут быть разных типов:
- ш-образные;
- о-образные;
- тороидальные.
 Преимущество последних в маленьком весе, но их переделка требует больших трудозатрат. Необходимое сечение обмотки применяется в связи с получаемым током. Споттер должен иметь напряжение не менее тысячи ампер.
Преимущество последних в маленьком весе, но их переделка требует больших трудозатрат. Необходимое сечение обмотки применяется в связи с получаемым током. Споттер должен иметь напряжение не менее тысячи ампер.
Если плотность тока составляет 8 ампер на кубический миллиметр, площадь сечения провода не должна быть меньше 120 мм³. Работать с такими показателями очень сложно, поэтому если не будет длительного использования аппарата, то сечение можно уменьшить не менее чем 80 мм³. Его можно получить, если сложить вместе несколько проводов меньшего сечения. Для удобства использования такие провода следует скрепить между собой изолентой.
Для начала требуется определить количество витков. Для этого нужно сделать пробную обмотку с помощью обычного изолированного провода. После этого включается трансформатор и проверяется напряжение в пробной обмотке. Полученное напряжение необходимо поделить на количество витков. Это число будет показывать количество витков для напряжения в 1 В. Поскольку трансформатор следует переделывать на 6−9 В, требуется это число умножить на нужное напряжение.

В зависимости от полученных габаритов шины определяется возможность её размещения на трансформаторе. Если новая обмотка не помещается, необходимо удалить старую. Монтировать её нужно аккуратно, стараясь не повредить остальные детали трансформатора.
Сделать споттер самостоятельно несложно, главное — терпение и желание. Необходимо также тщательно изучить инструкцию по сборке и эксплуатации. Таких материалов в интернете достаточно много.
Originally posted 2018-04-18 12:28:06.
Что такое точечная сварка
Точечная сварка – это вид сварки, который используется для соединения двух металлических деталей путем нагревания их в определенном месте до определенной температуры и последующего прессования. Этот метод сварки получил свое название благодаря тому, что сварное соединение образуется только в точках, где происходит нагревание и прессование.
Точечная сварка может использоваться для сварки металлических деталей различной толщины, формы и размера, и наиболее часто применяется в автомобильной, машиностроительной и электротехнической промышленности.










Основными элементами точечной сварки являются сварочные клещи, которые подают электрический ток через металлические детали, и сварочный аппарат, который генерирует электрический ток необходимой мощности и времени длительности.

При точечной сварке сварное соединение образуется только на короткий промежуток времени, поэтому процесс сварки очень быстрый и требует небольшого количества тепла, что делает его более экономичным и безопасным, чем другие методы сварки. Кроме того, точечная сварка создает сварное соединение без дополнительных металлических элементов или добавок, что позволяет получить более легкое и прочное сварное соединение, чем при использовании других методов сварки.

Производство сварочного оснащения: инструкция.
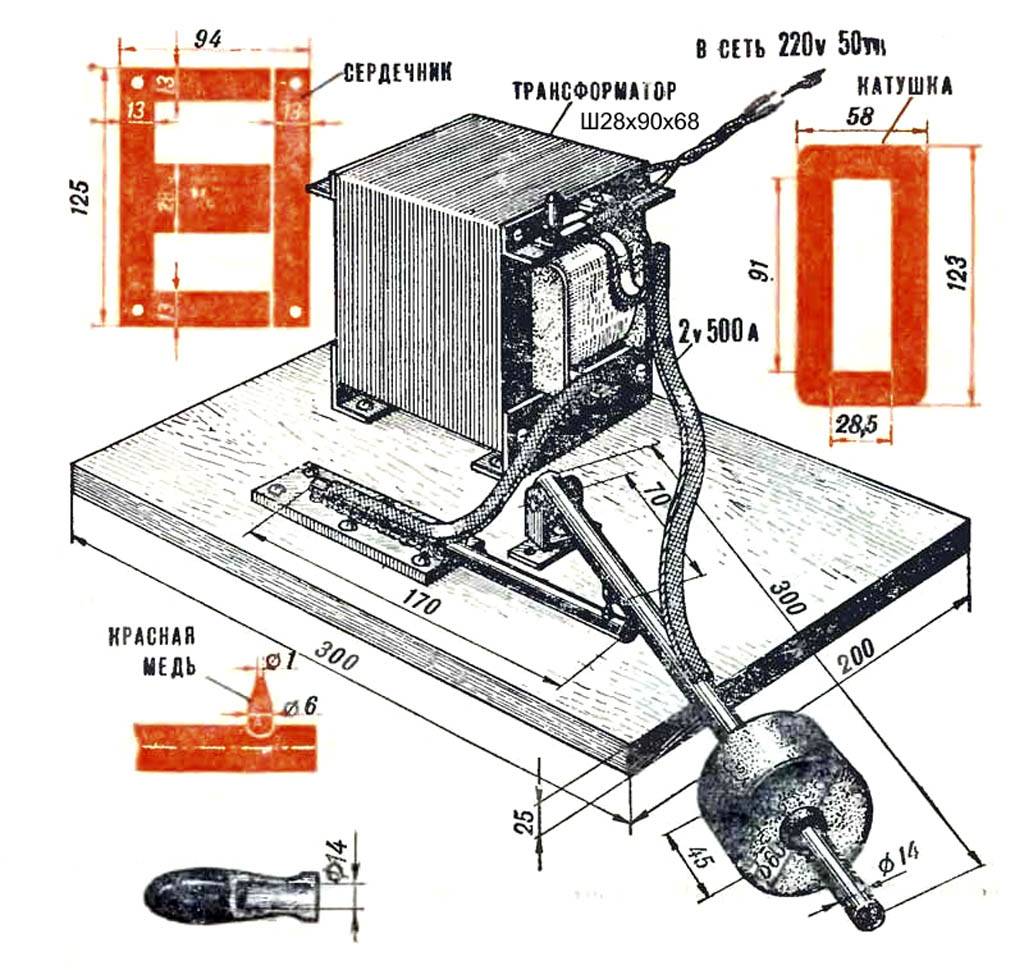
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.










Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Технология контактной сварки: описание и применение
Принцип работы подобного самодельного или фабричного устройства прост. Оно сжимает необходимые металлические части и одновременно нагревает их с помощью электрического тока. Материал плавится, а после охлаждения застывает в виде шва. Эффективность точечной сварки зависит от теплопроводности самого материала, геометрии деталей, мощности сварочного инструмента.
Процесс протекает так:
- устройство генерирует большой сварочный импульс — не менее 1000 А тока;
- силовая сварочная цепь создаёт низкое напряжение (до 10 В);
- сварочный шов получается за считанные секунды;
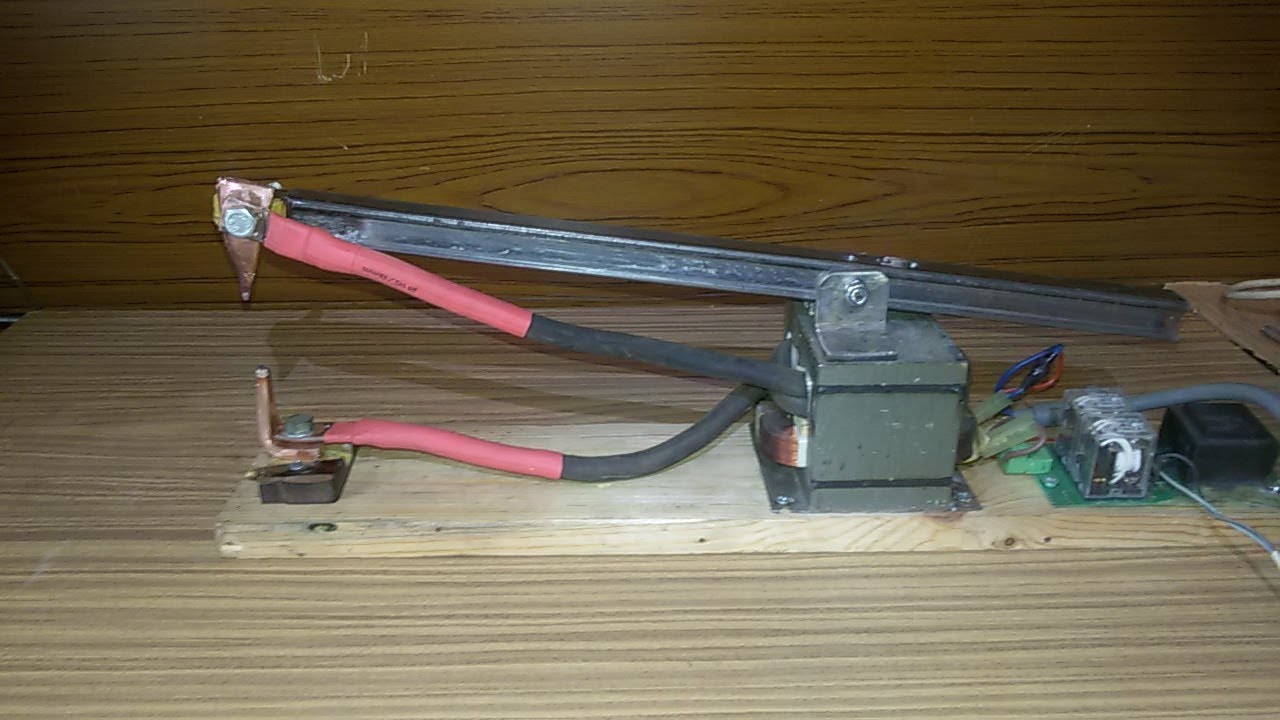
 Трансформатор
Трансформатор
радиус расплавления невелик, внешний вид материала не портится.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.
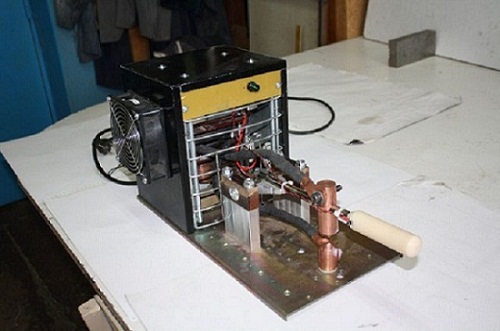
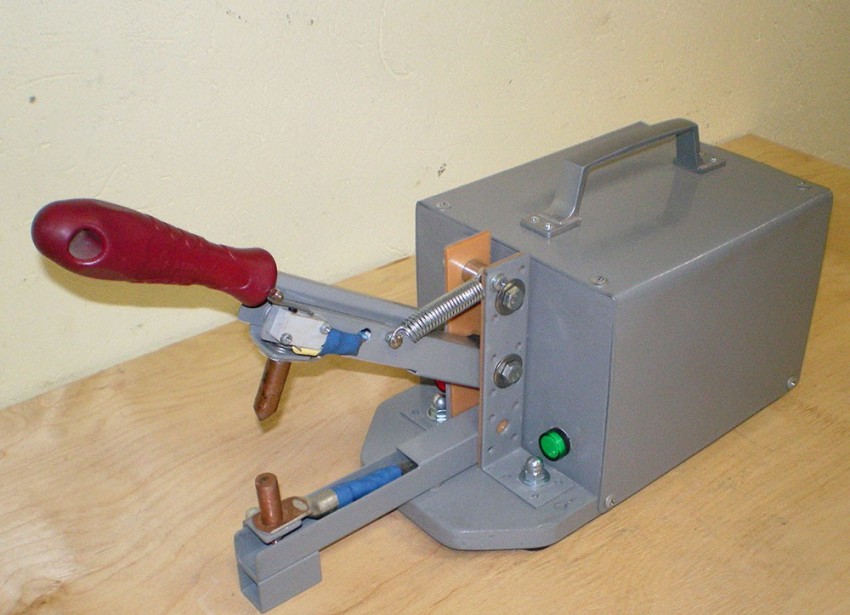
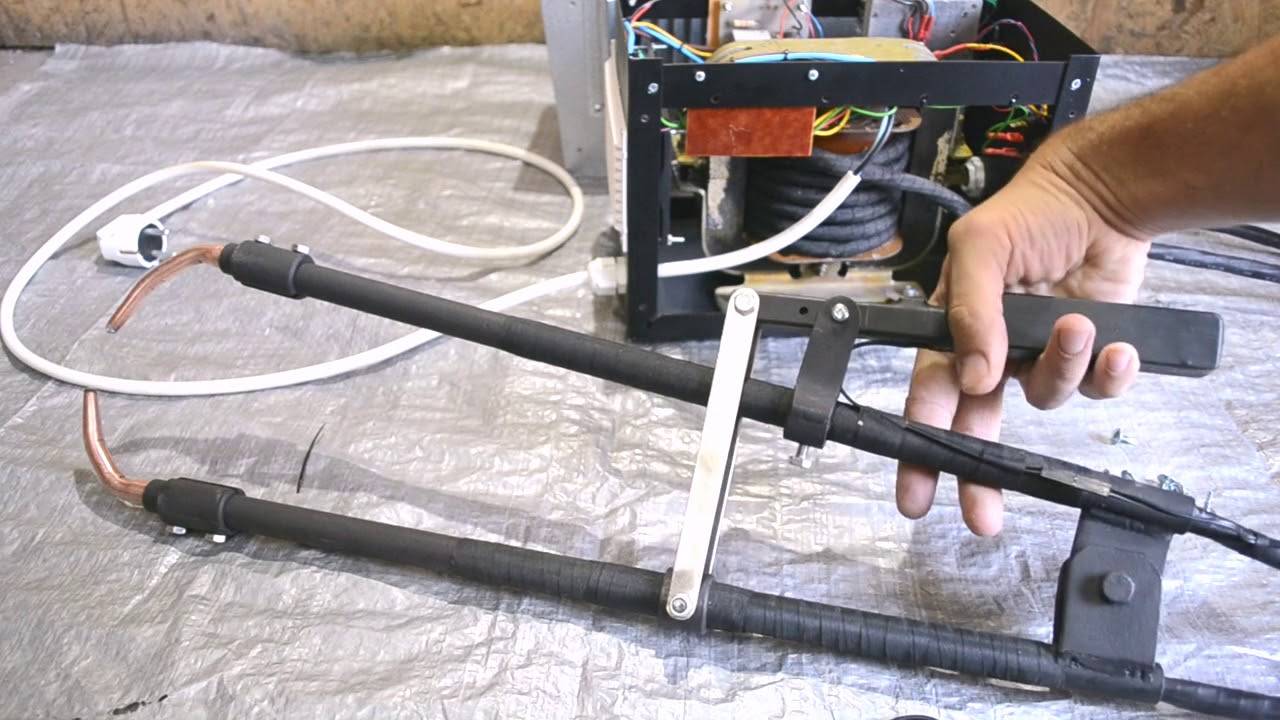
Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Сборка аппарата из микроволновки
Аппарат, выполненный таким образом, позволяет проводить сварку переменным током с нерегулируемой мощностью.
Перечень необходимых инструментов
Для изготовления самодельного устройства из микроволновой печи вам потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные стержни;
- молоток;
- долото;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполните следующие действия:
- Снимите вторичную обмотку ножовкой или зубилом. Демонтаж проводят аккуратно, стараясь не повредить нижележащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Удалите металлические шунты, ограничивающие ток.
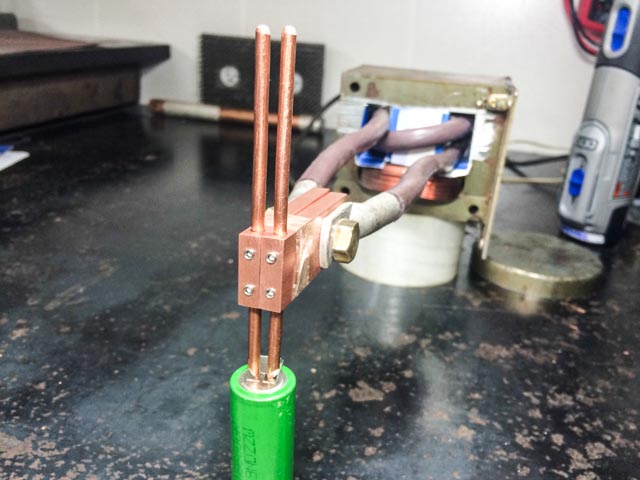
- Сформируйте вторичную обмотку. На данном этапе необходим провод КГ 1х35. Выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. С кабеля удалена внешняя резиновая изоляция.
- Сердечник обклеен скотчем, что облегчает скольжение провода при намотке. Кабель укладывается в 3 тугих витка. Для намотки допускается использование нити мягкой проволоки. Общий диаметр жил должен быть не менее 1 см.
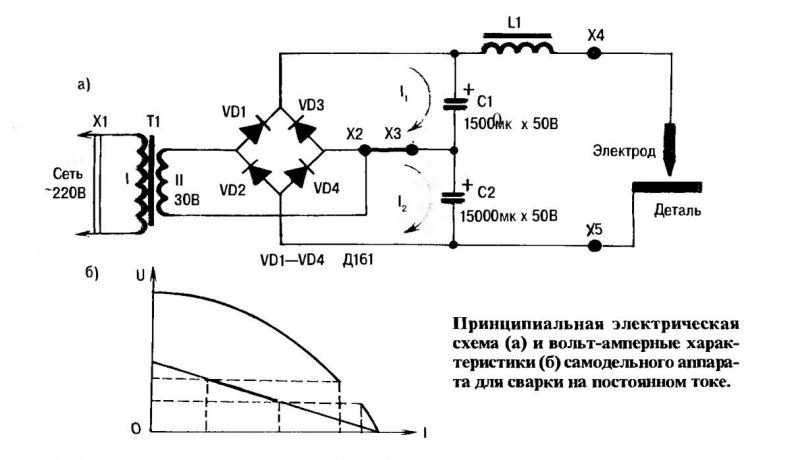
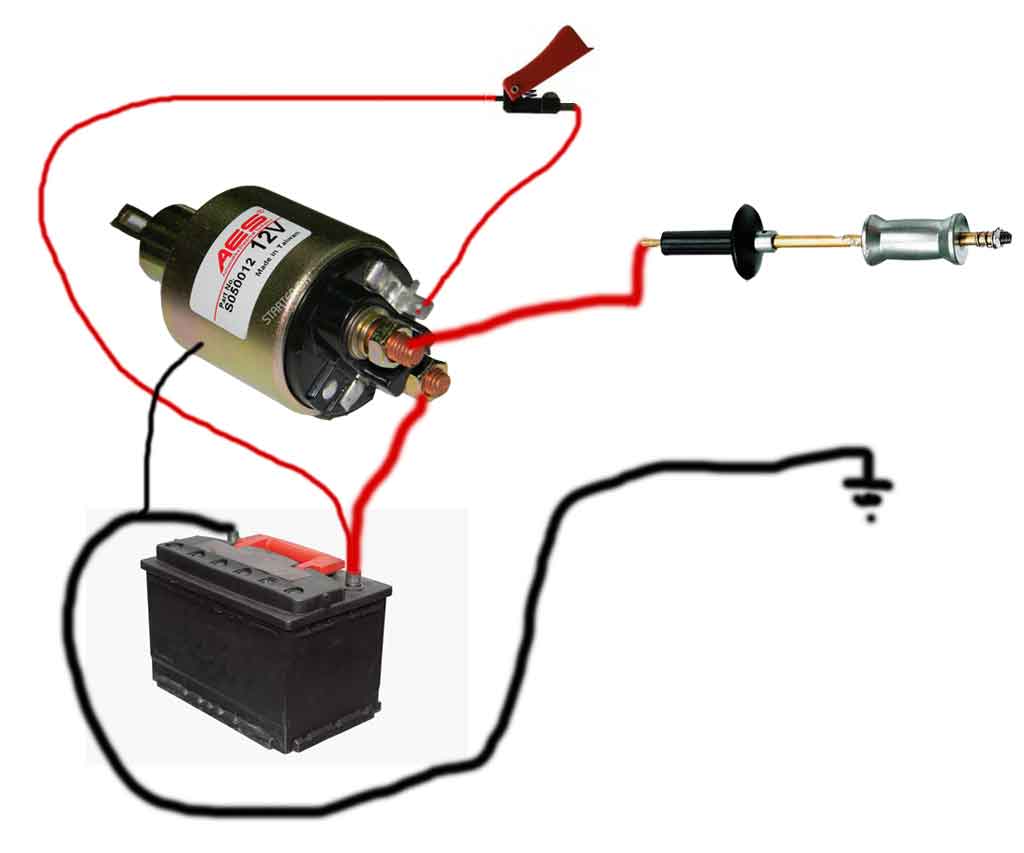
Схема самодельного устройства
сделать электрическую схему для сварочного аппарата несложно. Электрод подключается мягким кабелем к вторичной обмотке трансформатора. В схему включены тиристоры, выпрямительные мосты. Один конец нагнетательного пистолета подключается к вторичной обмотке, другой надежно фиксируется на устройстве.
Принцип работы электрической схемы агрегата следующий:
- На зажимной механизм подается однофазный или трехфазный ток.
- При нажатии кнопки на пистолетной рукоятке тиристор открывается.
- Конденсатор заряжается трансформатором. Тиристор закрыт, срабатывает зажимной механизм. Последний работает до тех пор, пока конденсатор не разрядится. Повторное нажатие на кнопку способствует подаче нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части устройства выполните следующие действия:
- Соберите основу из нижней части микроволновой печи. К нему крепится один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. К другому краю профиля подсоединяется сварочный электрод с подключенным к трансформатору кабелем. Провод намотан на стержень, что предотвращает его повреждение.
- Оснастить подвижную часть устройства, имеющую форму рычага. В качестве оси используется длинный гвоздь. Боковые стойки из профилей или брусков крепятся саморезами. Между ними и нижней частью рычага не должно быть зазора. В противном случае точность прибора снизится.
Тест работоспособности
После всех установочно-сборочных работ устройство проверяют следующими способами:
- Измерьте наиболее важные рабочие параметры устройства. Для этого используйте осциллограф. Сила импульса тока должна быть примерно 800 А.
- Примените составную единицу на практике. Для этого сделайте пробный стежок. После окончания работы измеряется температура трансформатора. Если оно слишком высокое, то схема собрана неправильно. Когда показатель находится в пределах нормы, выполняются еще 2 пробных стежка.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Метод контактной точечной сварки
Аппарат точечной сварки соединяет металл в нескольких местах одновременно. Промышленные модели способны фиксировать деталь в 600 областях за один непрерывный пуск. Домашняя версия сможет поставить 1-2 очка.
Качество получаемого шва зависит от:
- Он давал ток. Контактная сварка своими руками делается из трансформаторов, поэтому сила тока может достигать более 100 ампер. Даже для толстых металлических листов этого достаточно.
- Тип и форма электрода. Продаваемые сварочные электроды имеют определенную форму, в зависимости от необходимого шва.
- Качество поверхности. Рыхлые, грязные и жирные поверхности свариваются хуже, так как ток не может пробиваться равномерно. Если поверхность частично диэлектрическая (например, жирная), шов будет работать плохо.
- Период влияния. Интервал, в котором применяется ток, может создать более толстую или более узкую точку.
Порядок работы
Ниже представлена инструкция, как сделать точечную сварку, используя ненужную в хозяйстве микроволновку:
Разобрать старую СВЧ-печку. Вытащить трансформаторное устройство на 800 А. Заняться разбором блока питания компьютера. Вам потребуется лишь стальной корпус и разъём питания 220 вольт. В дальнейшем он будет использоваться для размещения «начинки» сварочного агрегата.
Обратите внимание!
Электросамокат своими руками — мастер-класс с пошаговыми инструкциями работы своими руками. Советы и простые схемы для начинающих + лучшие фото-обзоры
- Кресло-качалка своими руками: ТОП-120 фото лучших вариантов изготовления. Мастер-класс по созданию кресла-качалки в домашних условиях
Коптильня из газового баллона — лучший мастер-класс по изготовлению самодельной коптильни с пошаговыми фото-схемами для начинающих
Поместить внутрь корпуса трансформатор, плату таймера и переходник питания. Примерить и отметить места отверстий – потом их надо будет проделать при помощи дрели.








Удалить вторичную обмотку трансформатора, заменив силовым кабелем. При этом демонтировать трансформаторные пластины не потребуется. Достаточно срезать обмотку вначале с одного края, затем с другого, используя стамеску и молоток. После этого останется убрать остатки проволоки сверлом.

Сделать новые обмотки из силового кабеля. Поставить модифицированный трансформатор в корпус. В области нахождения решётки просверлить 2 отверстия. Продеть через них выводы катушки. Проделать ещё отверстия, теперь в днище корпуса, для установки транса.
Подсоединить к передней панели механизм таймера. Продеть светодиод, выпаянный из платы и удлинённый проводами, в сделанное ранее отверстие.


Стальными уголками прикрепить рейку из дерева к корпусу сварочного аппарата.
Обратите внимание!
Компрессор своими руками: ТОП-130 фото-обзоров готовых компрессоров. Пошаговая инструкция + схемы и чертежи
- Ветрогенератор своими руками: ТОП-170 фото-обзоров готовых приборов. Подробная инструкция по самостоятельному изготовлению для начинающих
- Теннисный стол своими руками: ТОП-150 фото лучших идей изготовления. Мастер-класс по созданию теннисного стола в домашних условиях

Достать с клеммной колодки клеммники, надеть их на контакты кабеля, которые требуется перед этим зачистить, и прикрутить на шурупы к рейке. Оснастить рейку кнопкой пуска, предварительно проделав под неё отверстие.
Медную проволоку использовать для создания электродов. Не забыть обточить концы. Закрепить сделанные из меди электроды в клеммниках.
Дополнить конструкцию пружиной для возврата контактов устройства на первоначальную позицию. С данной целью требуется прикрутить к верху корпуса ещё одну рейку из дерева. Вот и всё. Работа над созданием самодельного агрегата точечной сварки завершена.
Получившийся инструмент имеет довольно высокую мощность. Поэтому, дабы избежать прожигания отверстий в тонких металлических листах, рекомендуется устанавливать меньшие временные параметры на таймере. Кроме того, компактные размеры такой сварки позволяют разместить её даже в малогабаритной студии.

Процесс эксплуатации точечной микросварки, сделанной своими руками
При эксплуатации сварочного аппарата не забывайте простое правило: «Семь раз отмерь — один включи!»
Еще несколько правил, полезных для правильной работы и долговременной работы устройства:
При включении и выключении прибора электроды должны быть сжаты
В противном случае вы рискуете их сжечь.
Очень важно заранее продумать систему охлаждения устройства. Особенно это касается агрегатов большой мощности.
Перед работой важно проверить качество подключения ко всем элементам сети
А также изоляция кабеля.
Избегайте работы с несколькими частями подряд. В противном случае вы рискуете перегреть устройство.
Перед использованием выполните пробный запуск на малой мощности.
Назначение споттера
При кузовном ремонте автомобиля часто возникает необходимость убирать вмятины, например, после аварии. Для этого применяются различные способы: вытягивание вмятин присосками, выравнивание ударами молотка с обратной стороны детали и т.д. В последнем случае деталь нужно демонтировать для устранения дефекта.
Значительно ускорить и упростить процесс выравнивания деталей авто позволяет применение споттера. Данный агрегат – это своего рода точечная контактная сварка, с помощью которой можно приваривать к поврежденным местам кузова автомобиля шайбы, шпильки, болты, крючки и другие крепежные элементы. В дальнейшем за них зацепляются различные инструменты для выравнивания вмятин.

Также споттер может применяться для пайки, разогрева, закалки и осадки выравниваемых поверхностей.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.
- С одной стороны они вставляются в металлическую гильзу с зажимными болтами, которая закреплена на кабеле от трансформатора.
- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.
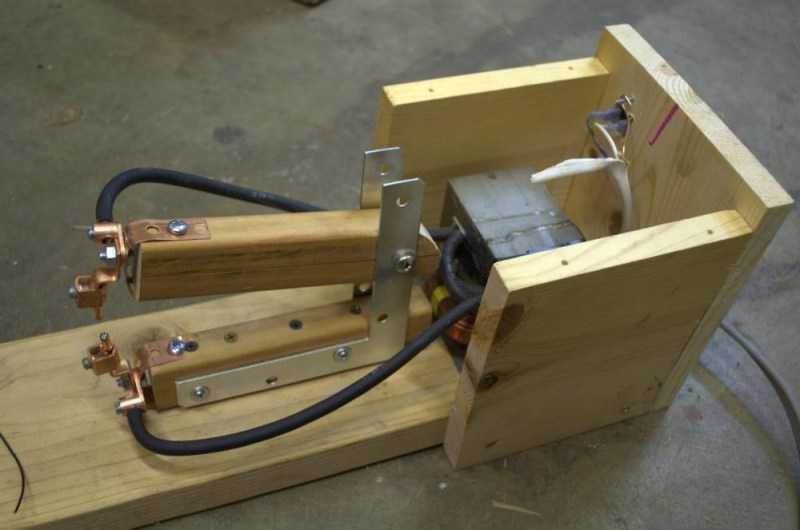
Изготовление и крепёж клещей с контактными электродами
Для начала просверлим по одному отверстию в торцах брусков – здесь будут крепиться контактные электроды. Для их фиксации используем толстые саморезы.
 Сверлим отверстия в брусках под саморезы
Сверлим отверстия в брусках под саморезы
Нижний брус крепим к платформе парой шурупов, а верхний делаем подвижным. Для этого прокладываем между ними рейки, сверлим в боковой стенке отверстие и прикручиваем верхний брусок клещей длинным винтом.
 Рейки между брусками предназначены для ограничения расстояния по высоте
Рейки между брусками предназначены для ограничения расстояния по высоте
Крепление контактных электродов к брускам
Для этих целей понадобятся специальные медные контакторы. Если их найти невозможно, то придётся приобретать. Но это будет единственной тратой средств на изготовление аппарата для контактной сварки. В них зажимаются отрезанные нами части прутка, а сами контакторы вместе с наконечниками вторичной обмотки фиксируются саморезами в отверстиях с торцов брусков, один сверху, второй снизу. Электроды при этом направлены друг на друга. Вот как это выглядит.
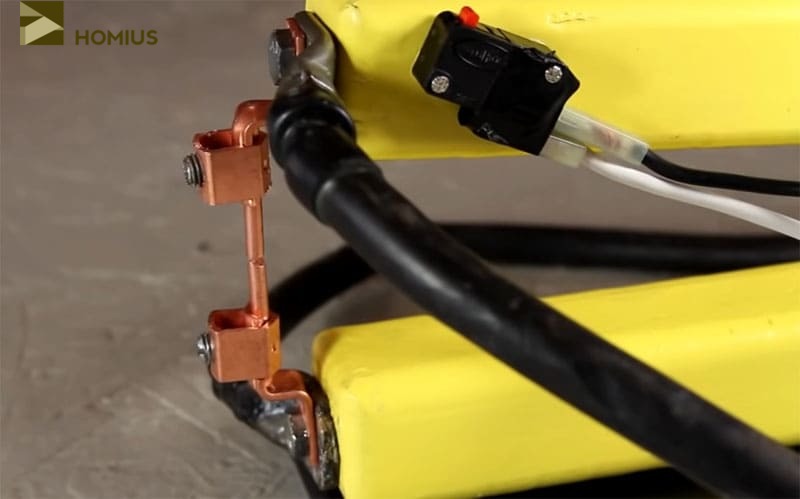 Итоговый результат – электроды закреплены на клещах
Итоговый результат – электроды закреплены на клещах
На верхнем бруске крепится и концевой выключатель.
Последний штрих: натягиваем резинку между корпусом и верхним бруском. Она будет поддерживать клещи в открытом положении.

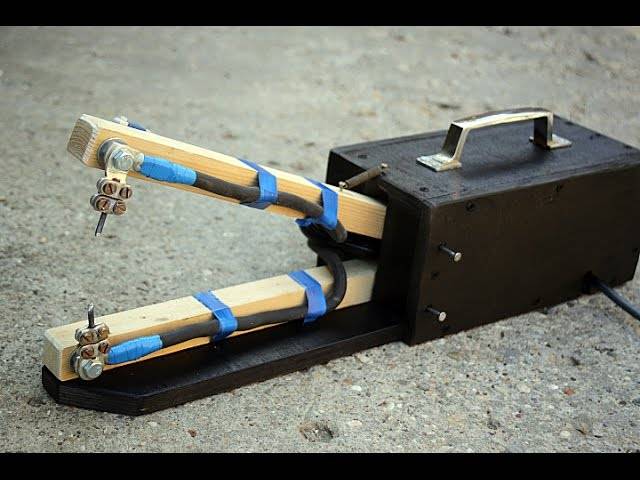




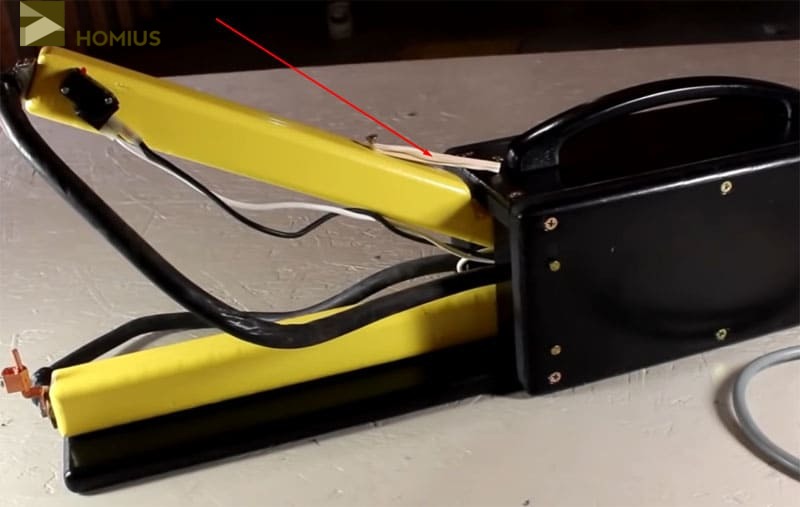 Вот какой аппарат у нас получился
Вот какой аппарат у нас получился
Технология сварочного процесса
Начинать самостоятельную сборку аппарата необходимо, учитывая закон Джоуля-Ленца (Q=I² Х R Х t). Количество тепловой энергии, которая выделяется в проводниках, пропорционально их сопротивлению, показателям силы тока в квадрате и времени. В тонких проводках (с плохим соединением) происходит большая потеря энергии
Эксперты рекомендуют уделять пристальное внимание устройству и качеству электроцепи
Контактная сварка бывает:
- шовной;
- точечной;
- стыковой.
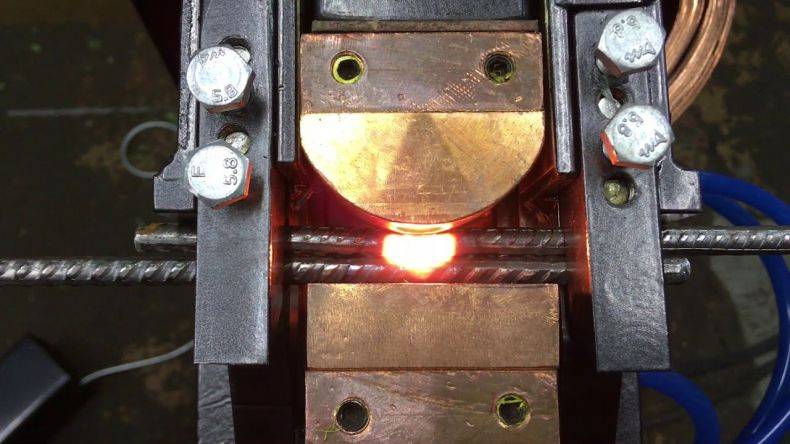
Принцип точечной сварки.
Точечная сварка позволяет сваривать детали в одной, а при желании — в нескольких точках. Их структура может отличаться в зависимости от особенностей формы контактной поверхности электрода, ее размера и влияет на уровень прочности соединений. Технология аппарата, позволяющего выполнять подобную работу, основана на тепловом воздействии тока.
Точечная сварка требует соблюдения технологии, которая насчитывает несколько этапов. Соединяемые элементы необходимо совместить и поместить между электродами оборудования, плотно прижав один к другому. Прижимание деталей позволяет обеспечивать образование уплотняющего пояса около расплавившегося ядра. Возникший пояс не позволяет во время импульса выплескиваться раскаленному металлу.
Затем следует нагревание деталей, чтобы они стали термопластичными, и их можно было деформировать. Обеспечить в домашних условиях высококачественную сварку, в соответствии с технологией, можно, поддерживая постоянную величину давления, скорость передвижения электродов и полное соединение всех частей.
Сварочный аппарат нагревает их с помощью кратковременного импульса, который образуется при прохождении тока. Импульс позволяет плавить металл в тех точках, в которых происходит его соприкосновение с электродами. Подобным методом образуется общее ядро с жидкой консистенцией. В диаметре оно может достигать 4-12 мм.
Детали будут прочно удерживаться после прекращения воздействия тока до остывания раскаленного ядра и его последующей кристаллизации. Использование точечной сварки в быту позволяет обеспечивать механическую прочность металлических швов без дополнительных финансовых затрат, но добиться таким инструментом герметичности швов не получится. Оборудование для сварки, процесс работы и техника безопасности регламентированы ГОСТами.





