

Как выбрать сварочный аппарат для полипропиленовых труб

Начнем с описания того, что на самом деле представляет собой сварка ПВХ и как она облегчает создание систем центрального отопления и водоснабжения. Благодаря такому устройству и создаваемой им высокой температуре, а также использованию специальных штифтов и муфт, трубы из полипропилена, полиэтилена, ПВХ или рекса становятся пластичными и имеют возможность создавать прочное и герметичное соединение. Благодаря свойствам ПВХ-материалов и сварщикам труб работы по возведению установок стали быстрее и проще. Ниже мы постараемся предоставить знания, необходимые для выбора лучшего устройства.
Мощность
Важнейшим параметром аппарата для сварки труб из полипропилена является его мощность. В зависимости от того, будет ли устройство использоваться для самостоятельного монтажа одной домашней установки или ее модификаций, либо для платных работ по монтажу установок, мощность, которую следует выбирать, различна. Если вы стремитесь к небольшому изменению, модели мощностью 850 Вт будет достаточно.
Однако если вы профессионально занимаетесь монтажными работами, то, как показывает тест прибора, следует выбирать модель мощностью не менее 1000 Вт и даже больше. Чем выше мощность устройства, тем быстрее будут выполняться отдельные соединения, что ускорит работу.
Контроль температуры
Большинство доступных на рынке сварочных аппаратов, в том числе модели, представленные в нашем рейтинге, имеют возможность достижения максимальной рабочей температуры 300 градусов Цельсия, хотя есть и модели с немного меньшей максимальной температурой – например, 280 градусов. Оба значения достаточны для эффективного соединения труб
Однако важно, чтобы сварщик имел возможность регулировать рабочую температуру, так как это расширяет функциональные возможности аппарата за счет возможности сварки труб из ПВХ, имеющих низкую стойкость к повышенной температуре (например, кабельная изоляция)
Поэтому регулировку необходимо начинать с 60 градусов и позволять постепенно увеличивать ее до максимальных значений. В идеале регулятор должен иметь электронное управление — это обеспечит правильные настройки.
Матрица
Для работы с трубами разного диаметра требуются гребенки разного диаметра. Каждый хороший и дешевый прибор обычно оснащен несколькими матрицами, как правило, следующих размеров: 16, 20, 25, 32, 40, 50 и 63 мм. Если производитель не предоставил матрицы в комплекте, лучше купить их у того же производителя, чтобы быть уверенным, что они подойдут к конкретному устройству. Плашки также называют оправками или переходниками, в каждом случае это одни и те же элементы. Также хорошо, если плашки покрыты тефлоновым покрытием, улучшающим качество соединения труб и фитингов.
Оборудование
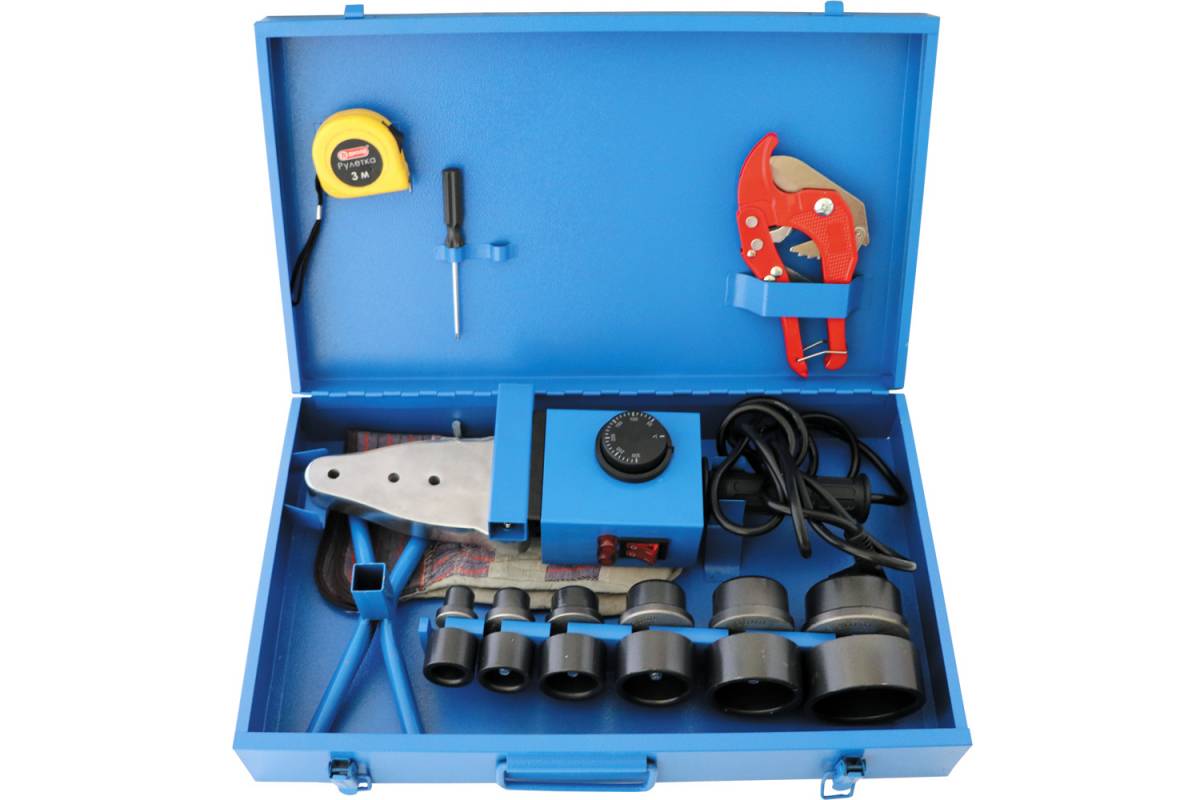
Как свидетельствуют отзывы о сварочных аппаратах, большое значение в удобстве использования техники имеет и дополнительное оборудование, поставляемое производителем к приобретаемому набору. Важнейший элемент, без которого практически невозможно обойтись в работе – это подставка для сварочного аппарата. Работа устройства заключается в нагреве трубы, а затем откладывании горячего оборудования в сторону на время доводки соединения.
Отсутствие подставки сильно затруднит манипулирование сварочным аппаратом. Сварочный аппарат для развальцовки позволяет одновременно использовать две комбинации сварки.
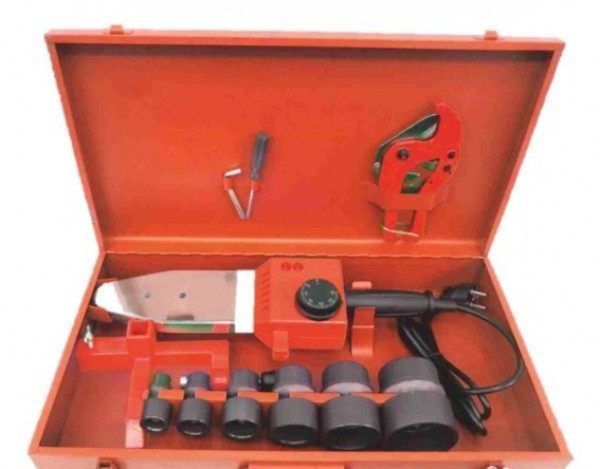
На эффективность работы сварочного аппарата также влияет удобный способ регулирования температуры, о котором мы уже упоминали, а также добавление нескольких единиц оборудования. В первую очередь речь идет о шестигранных ключах и отвертке, необходимых для замены оправок, но пригодятся и рулетка, ножницы для труб или рабочие перчатки. При отсутствии таких элементов их все равно придется покупать, так как без них работа либо невозможна, либо представляет угрозу для мастера.
Также удобно, если наше оборудование и аксессуары помещаются в подходящий чемодан. Благодаря такому решению, все элементы занимают свое место в соответствующих отделениях, а также их легко брать с собой на рабочее место. Хорошо, когда чемодан сделан из металла — это повышает его устойчивость к механическим повреждениям.
Соединение труб фитингами
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т.п
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
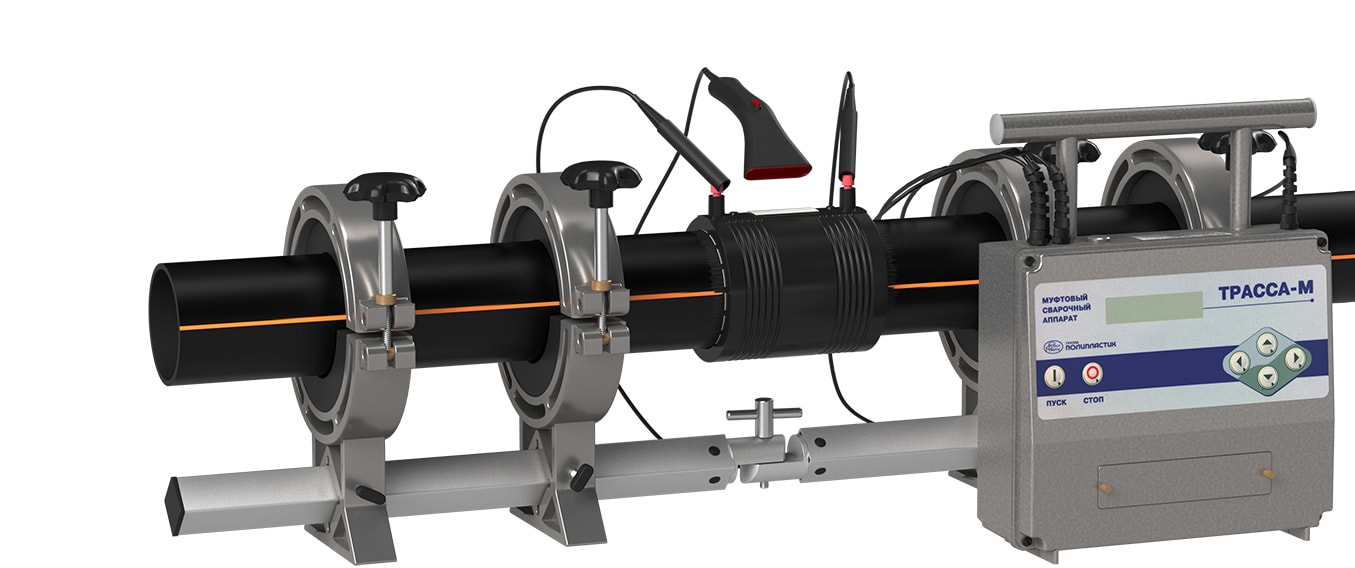
Электромуфтовая сварка труб
Этот способ применяют при монтаже отрезков сечением меньше 160 мм или тогда, когда доступ к месту стыковки затруднен. Диаметры свариваемых труб не должны различаться более чем на 10%.
Оба конца вставляются в муфту и включается сварочный аппарат. Длительность и температура нагрева указывается обычно на штрихкоде детали.
Фитинговые соединения
Для труб небольшого размера, сечением до 110 мм, больше подходят съемные соединения. Из них монтируется водопровод и канализация в городских квартирах.
Так же, как и при сварке, обрезаем трубы до нужной длины, причем торцы выполняются строго перпендикулярно корпусу.
Отворачиваем накидную гайку фитинга на несколько оборотов и вставляем в него трубу до конца. Она должна входить в резиновый уплотнитель с усилием. После этого надо надеть цангу и эластичное кольцо и затянуть гайку. Небольшие детали прикручиваются вручную, но для монтажа труб большего диаметра лучше воспользоваться гаечным ключом. В конце не забудьте проверить герметичность соединения.
Итак, способы крепления труб подразделяют на такие:
- Механическое соединение. Самый простой, но не универсальный (подходящий для крепления внутренних фрагментов водопровода) способ сборки. Для работ потребуются фитинги и соответствующие инструменты. Такое соединение в любой момент можно разобрать и снова собрать, что очень удобно для произведения ремонта или проведения осмотра конструкций.
- Сварка. Данный вид крепления более трудоемкий, но и более надежный. При помощи этой методики можно монтировать коммуникации, как методом траншейной укладки, так и бестраншейным способом. Современная технология сварки полиэтиленовых труб позволяет сохранять гибкость и прочность изделий. На практике применяют два вида соединения:
- электромуфтовую сварку;
- стыковую сварку.
Следите, чтобы резка элементов происходила строго под прямым углом
Как выбрать ручной аппарат
 Если выбираемое оборудование планируется использовать в бытовых условиях, то лучше всего устанавливать выбор на ручных аппаратах, которые можно использовать для сварки труб, достигающих в диаметре 4 см. На фоне присущих им характеристик эти модели отличаются доступной ценой и достаточной функциональностью.
Если выбираемое оборудование планируется использовать в бытовых условиях, то лучше всего устанавливать выбор на ручных аппаратах, которые можно использовать для сварки труб, достигающих в диаметре 4 см. На фоне присущих им характеристик эти модели отличаются доступной ценой и достаточной функциональностью.
Принимая окончательное решение, потребитель должен помнить о том, что доступные на рынке насадки, которые можно использовать для аппаратов больших размеров, создают определенный дискомфорт при ручной сварке. Хотя в теории это и можно реализовать, однако все же обеспечить качественный результат при сварке труб, диаметр которых превышает 4-6 см, с использованием ручного аппарата довольно затруднительно.
Также необходимо обращать внимание и на такой параметр, как комплектация ручного инструмента. Прилагаемый к изделию «чемоданчик» может содержать не только насадки разного диаметра, но и набор предметов, которые могут найти применение в бытовых условиях:
- специальные перчатки;
- отвертки;
- гаечные ключи;
- уровень;
- рулетка;
- ножницы;
- другие предметы.
Также на этапе выбора необходимо обращать внимание на цену выбираемого оборудования. В продаже можно встретить модели, стоимость которых может составлять порядка 1 500-20 000 рублей
Выбор сварочного аппарата
Выбор устройства для сварки подразумевает определение его класса. Перед тем как выбрать аппарат для сварки полипропиленовых труб, попробуйте определить с масштабами его применения:
- Учесть диаметры труб, которые будут свариваться устройством;
- Мощность потребления;
- Стоимость.
Указанные критерии имеют тесную связь между собой. Сварочный аппарат для полипропиленовых труб, способный нагревать трубы большого диаметра, стоит в разы дороже прибора, рассчитанного на меньшие трубы. Меняется и мощность прибора.






Немаловажно учесть и сферу применения выбираемого устройства. Критерии, предъявляемые к аппарату для быта и «по случаю», не сравнятся с требованиями к прибору, который должен работать «на потоке» в производстве или промышленности. Таким образом, выбирать аппарат для сварки полипропиленовых труб нужно с четким представлением требований к нему
Таким образом, выбирать аппарат для сварки полипропиленовых труб нужно с четким представлением требований к нему.
Выбираем ручное устройство для применения в быту
Для применения в быту универсальными считаются приборы, которые позволяют сваривать трубы диаметром не более 4 – максимум 6 см. В данных пределах ручные аппараты не имеют конкурентов по соотношению цены и качества.
Произвести качественную пайку ручным инструментом труб диаметра более 6 см будет весьма затруднительно. Несмотря на то, что в продаже имеются насадки для разогрева труб большего диаметра, это сфера применения иных устройств.
При покупке ручного инструмента рекомендуем обратить внимание на общую комплектацию устройства. Хорошим приобретением станет устройство, в комплектации которого представлены защитные перчатки, отвертки, ножницы и другие полезные инструменты. Цена качественного ручного прибора, как правило, начинается от суммы в 1,5 тыс
рублей
Цена качественного ручного прибора, как правило, начинается от суммы в 1,5 тыс. рублей.
Выбор устройства для пайки труб большого диаметра
Главная проблема при пайке труб большого диаметра, например при создании трубопровода, соединение расплавленных элементов. Произвести его в ручном режиме качественно практически невозможно, тем более в условиях потока.
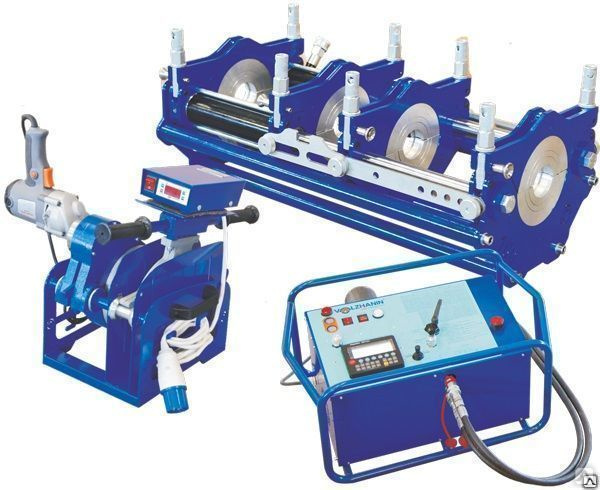
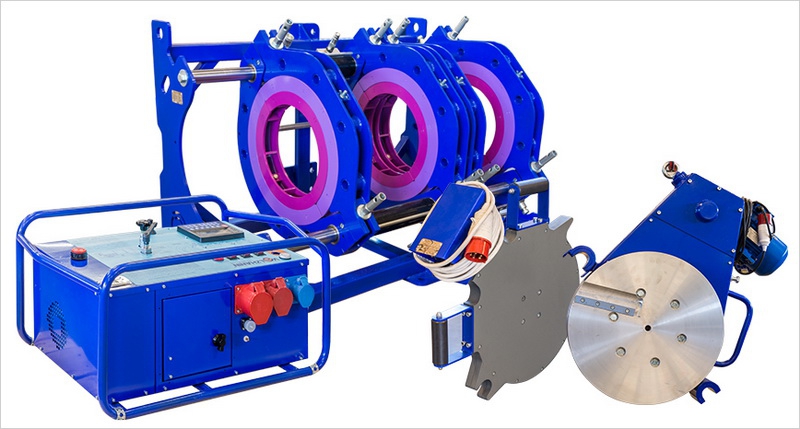
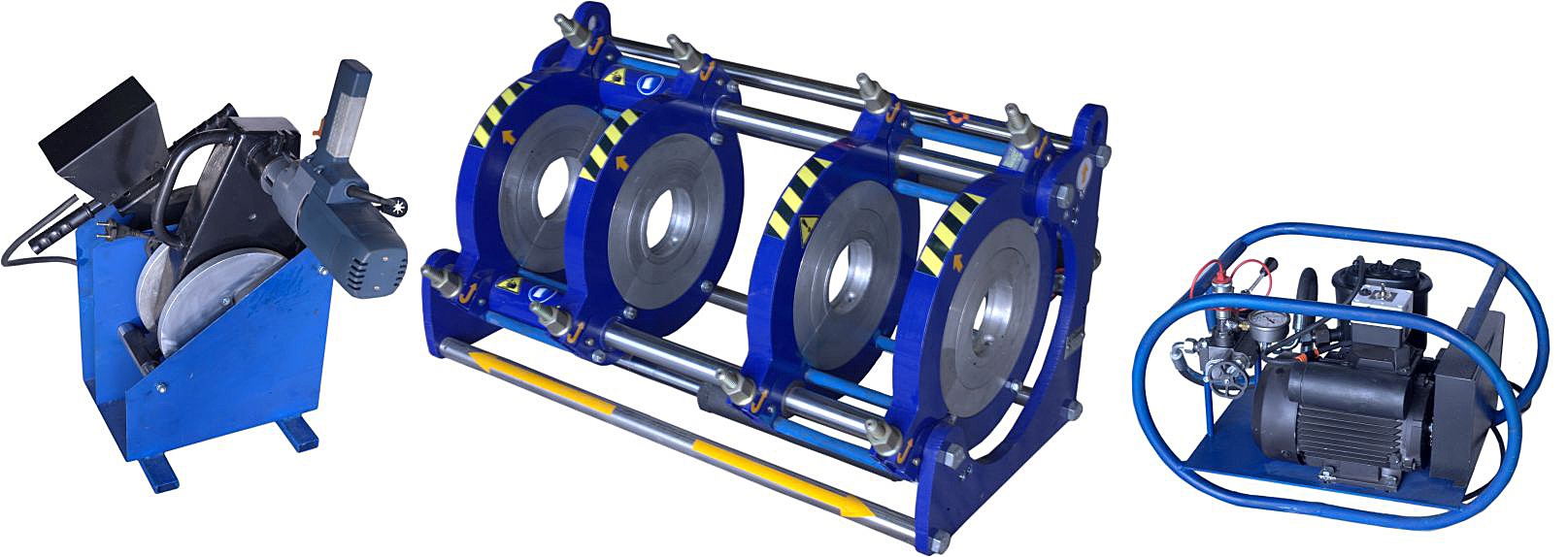
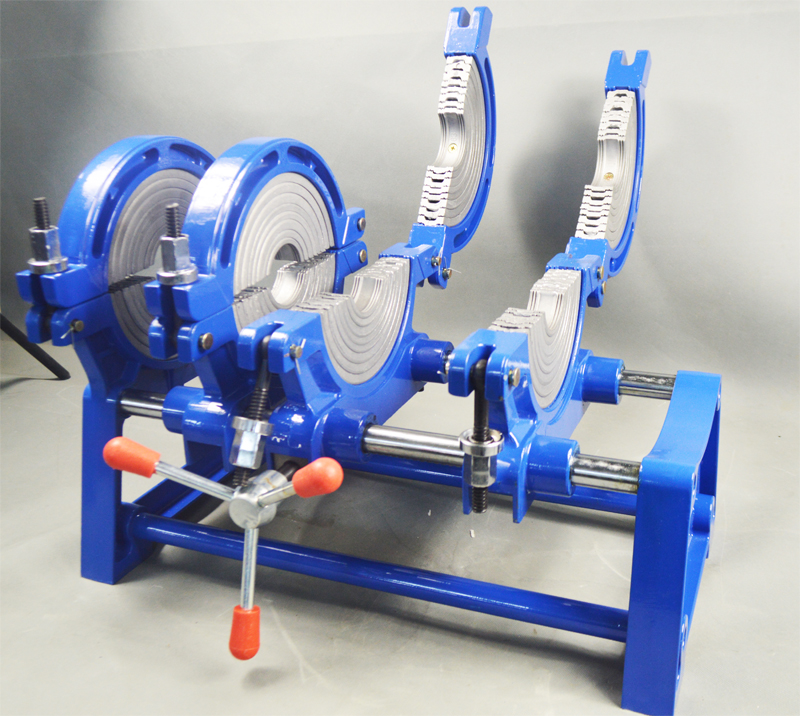
При необходимости проведения подобных сварочных работ рекомендуем выбирать устройства механического типа, которые снабжены зажимами для соединения разогретых элементов.
Выбор подобного аппарата зависит от:
- Необходимости пайки в виде Т-образных конструкций;
- Возможности использования фитингов и раструбов.
Начальная стоимость аппаратов составляет от 120 тысяч рублей.

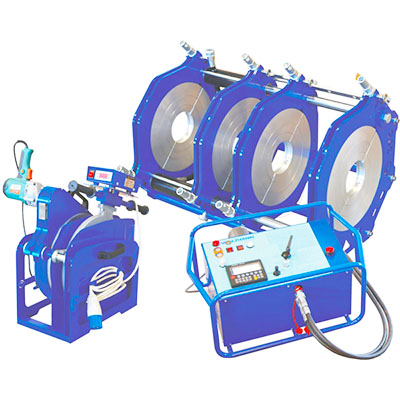
Ищем профессиональный аппарат
Профессиональный аппарат для сварки полипропиленовых труб заключает в себе оборудование механического типа, электрогидравлические и электромуфтовые устройства. При их выборе учитывается ряд характеристик:
- Часть из них настроены на работу в полуавтоматическом режиме. Благодаря наличию сканеров они считывают информацию со штрих-кода на элементе и проводят их сварку согласно информации;
- Данные устройства оснащены приспособлениями для произведения сварки под различным углом деталей друг к другу;
- Снабжены электрическим торцевателем;
- Соединение элементов производится при участии электрического гидравлического аппарата.
Конечно, стоимость подобных машин прямо пропорциональна набору их опций и в среднем начинается от 150 тыс. рублей и может доходить до нескольких миллионов для агрегатов, настроенных на работу с трубами диаметром от 60 см.
Еще одним важным отличием профессиональных устройств является их большой размер и, как правило, необходимость стационарной установки.
ПОЛИМЕРНЫЕ ТРУБЫ
Достоинства полимерных труб:
высокая коррозийная и химическая стойкость, долговечность (гарантированный срок
эксплуатации — от 25 лет),
незначительная вероятность образования
отложений на внутренней поверхности трубы;
низкий коэффициент шероховатости,
равный 0,01,что в среднем в 20 раз меньше, чем у стальных и примерно
в 40-50 раз меньше, чем у чугунных);
требуют меньших затрат
электроэнергии на перекачку жидкости (актуально для горячего и холодного водоснабжения,
поскольку там используется большая скорость потока транспортируемой среды);
в 5-7 раз легче стальных, что облегчает монтажные работы, особенно
в стесненных условиях (небольшие перемещения их при монтаже не требуют грузоподъемных
механизмов), и удешевляет доставку;
низкая теплопроводность материала,
снижающая тепловые потери и уменьшающая образование конденсата на наружной поверхности
труб;
Полимерные Гарантированный |
отсутствие необходимости в обслуживании и катодной защите;
стыковая сварка полиэтиленовых труб дешевле, проще, занимает меньше
времени, не требует дополнительных расходных материалов; возможность многократного
монтажа и демонтажа при низких затратах;
высокая надежность сварных
швов соединений в течение всего срока эксплуатации трубопроводов;
ремонтопригодность, позволяющая быстро ликвидировать механические повреждения;
низкая вероятность физического разрушения трубопровода при замерзании
жидкости, так как при этом труба увеличивается в диаметре, а затем, при оттаивании
жидкости, приобретает прежний размер;
практически отсутствует опасность
физического разрушения трубопровода от гидроударов вследствие сравнительно низкого
модуля упругости. Стандартный запас прочности полимерных труб — 50-60%
сверх расчетного рабочего давления;
возможность поставки длинномерными
отрезками (бухтами), что сокращает сроки и стоимость монтажа и прокладки трубопровода
(на 1 км трубопровода диаметром 110 мм приходится всего два стыка);
гибкость труб позволяет проходить повороты трассы трубопровода без использования
фасонных деталей;
возможность объединения в одной оболочке до четырех
труб, что позволяет максимально оптимизировать схему прокладки нескольких сетей
(горячего и холодного водоснабжения и теплоснабжения) в зависимости от назначения
и характера трассы;
возможность использования полимеров для ремонта
(фактически для восстановления) стальных трубопроводов. Протяжка профилированных
полиэтиленовых труб внутри изношенных стальных незначительно изменяет диаметр
водопровода, что позволяет сохранить в нем давление. Профилированная труба восстанавливает
свою первоначальную форму и плотно прилегает к стенкам трубы под воздействием
пара. Протяжка применима для реконструкции водопроводов диаметром от 100
до 500 мм. Существующая труба используется как футляр. Это напрямую уменьшает
объем земляных работ, затраты на капитальный ремонт, сокращает сроки работ;
cущественная экономия воды при промывке вводимых в строй трубопроводов.
Их достаточно промыть один раз, тогда как стальные — как минимум три раза;
Полимерные В них не выделяются токсичные соединения, не |
экологическая чистота. Трубы из ПВХ являются безвредными
и не опасны для здоровья человека. В процессе их эксплуатации не происходит выделения
токсичных соединений, а при транспортировке питьевой воды не изменяются ее органолептические
свойства.
ПВХ не способствует размножению бактерий, а, следовательно, решает
проблему вторичного загрязнения в водоснабжении. Прежде чем попасть к конкретному
потребителю, предварительно очищенная вода проходит длинный путь (до нескольких
десятков километров), на котором происходит ее вторичное загрязнение вследствие
низкого качества самой системы трубопроводов и застаивания в них воды.
В традиционной
системе стальных трубопроводов в воду попадают ионы железа и размножаются бактерии.
Использование труб из ПВХ исключает первую и снижает вторую составляющую такого
загрязнения.
минимальная звукопередача в помещении за счет высокой
пластичности стенки, что позволяет увеличивать скорость транспортируемой жидкости
в напорных трубопроводах до 6-9 м/с без нарушения санитарных акустических
норм;
«полимеры»
имеют жесткие ограничения по рабочему давлению, напрямую зависящему от средней
температуры в течение всего срока эксплуатации, а также максимальному диаметру
трубы.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
>Шаг первый: внешний осмотр
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
>Шаг второй: обрезка
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.






Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента >Шаг третий: одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения >Шаг четвёртый: закручивание
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
>Шаг первый: подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
>Шаг второй: сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции >Шаг третий: сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки >Шаг четвертый: сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Технология и поэтапный процесс сваривания
- Предварительно зачищают торцевые поверхности, снимают все заусеницы, выравнивают срез. После этого пластик хорошо обезжиривают.
- Торцы труб после стыковки фиксируют в центраторе, допустимый зазор – 3 мм.
- В месте шва устанавливают разогретое сварочное зеркало; его нагревают, выставляя температурный режим согласно технологии, значение находят по таблицам, прилагаемым к инструкции зеркала.
- Концы с силой прижимают к горячему зеркалу.
- Затем ослабляют зажим центратора, вынимают паяльник.
- Разогретые поверхности сжимают с усилием, производится оно руками, рычажным или гидроусилителем.
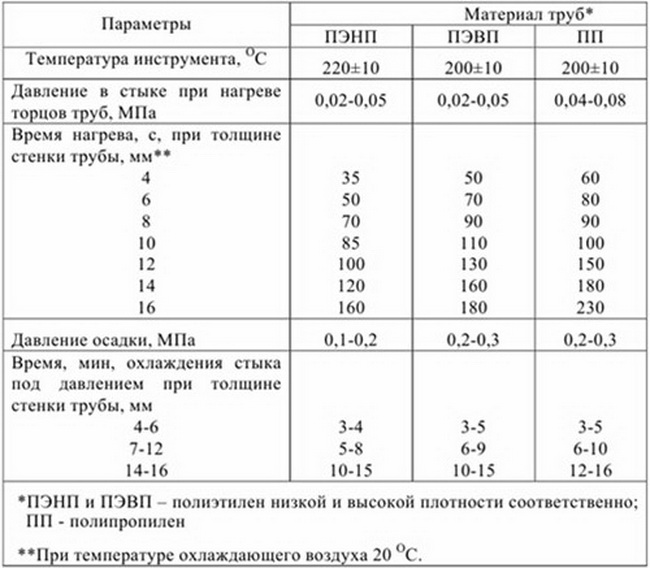 Таблица сваривания полиэтиленовых труб
Таблица сваривания полиэтиленовых труб
Какой паяльник для полипропиленовых труб лучше купить
Все аппараты для сварки пластиковых труб имеют нагревательные элементы и матрицы, куда помещаются торцы трубы и фитинга. В них заготовки нагреваются и соединяются между собой, создавая герметичный круговой шов за считанные секунды.
Основными параметрами выбора инструмента являются:
- Мощность. Варьирует от 600 до 2000 Вт и влияет на скорость нагрева пластика и производительность — чем показатель выше, тем быстрее получится выполнить работу.
- Количество насадок и их диаметр. От этого зависит трубы какого диаметра можно будет соединять посредством сварочного аппарата.
- Регулировка температуры. Облегчает настройку при работе с полипропиленом разных производителей, у которых температура плавления колеблется от 220 до 260 градусов. Улучшает использование паяльника в зависимости от времени года — особенно зимой, когда пластик более холодный.
Но для различных видов работ важно правильно выбрать форму паяльника. Их бывает всего две
Мечевидные аппараты
Имеют удлиненную пластину, в форме широкого меча, на которой болтами закреплены насадки. Температура от пластины передается на матрицы. Эти паяльники еще называют утюжками из-за формы нагревательного элемента.
Такие модели больше рассчитаны на стационарную работу на столе. Сварочный аппарат хорош для работы в незагроможденных местах, куда удобно подлезть мечевидной конструкцией. Еще за счет возможности установить одновременно сразу несколько пар матриц он удобен для сварки полипропиленовых труб разных диаметров.

Цилиндрические аппараты
Эта разновидность паяльников для полипропиленовых труб имеет нагревательный элемент в виде цилиндра. Насадки надеваются на него с торца и прижимаются болтами по краям, входящим в их конструкцию. Степень удаленности матрицы от края цилиндра ничем не ограничена (нет конкретного посадочного отверстия), поэтому можно выставить любое расстояние для пайки труб у самой стены. Корпус инструмента продолжает цилиндрическую форму, что делает его гораздо компактнее других моделей.
Такие сварочные аппараты для пластиковых труб лучшие в случае сложной развязки коммуникаций: разветвления в котельной, подсоединение теплых полов к коллектору, пайка в узких нишах и т. д. Благодаря тонкой форме аппаратом удобно добираться в ограниченные места и поворачивать его в разные стороны, чтобы выполнить стык труб уже присоединенных одной стороной к системе. Но при желании им можно работать и стационарно, для чего производителем предусмотрена небольшая откидная пластина-подставка.

Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.



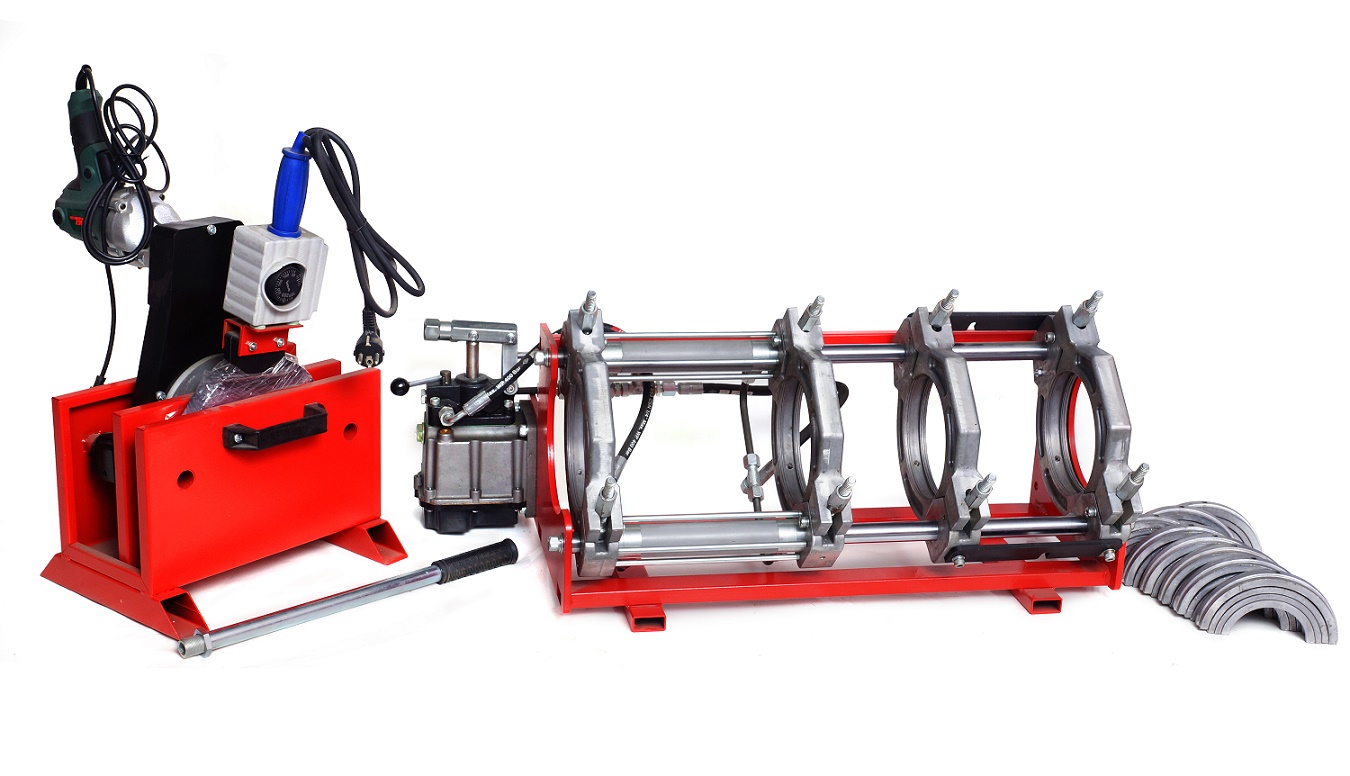






 Фото — профессиональный инвертор
Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Как не ошибиться с выбором?
Пайка полипропиленовых водопроводных труб происходит при повышенном температурном режиме. Для выбора правильного устройства, которое обеспечит герметичное крепление и безопасное проведение работ, нужно ориентироваться на несколько значимых характеристик.
Во-первых, обратите внимание на мощность сварочного аппарата. Чем выше этот показатель, тем лучше производительность и максимальная температура нагрева
Агрегат должен хорошо разогревать шов, не плавя материал до клейкого состояния и не оставляя чёрных следов
Предпочтительно использовать устройства ручного типа с мощностью до 2000 Вт
Агрегат должен хорошо разогревать шов, не плавя материал до клейкого состояния и не оставляя чёрных следов. Предпочтительно использовать устройства ручного типа с мощностью до 2000 Вт.
Во-вторых, посмотрите комплектацию сварочных насадок. Здесь аналогично – чем больше, тем лучше. Бытовые устройства способны работать с диаметром труб не более 50-63 мм. Свыше этого показателя начинается профессиональная пайка, требующая иного вида аппаратов. Средний и малый диаметр лучше всего подходят при самостоятельной прокладке коммуникаций и дальнейших работ.
В-третьих, оцените материал покрытия устройства и его комплектующих. Идеальным на сегодняшний день является тефлоновое термостойкое покрытие, обеспечивающее поддержание температуры устройства и не позволяющее ему уйти за допустимые границы. Не стоит выбирать аппараты с незащищённым металлическим или пластиковым покрытием – эти материалы подвержены разрушению.
Безопасность и простота использования должны быть приоритетными показателями при выборе сварочного аппарата для труб. При отсутствии в наборе, обязательно приобретите перчатки и труборез, чтобы облегчить процесс пайки, а также, чтобы обезопасить себя от возможных травм и ожогов.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.





