

Последовательная технология пайки
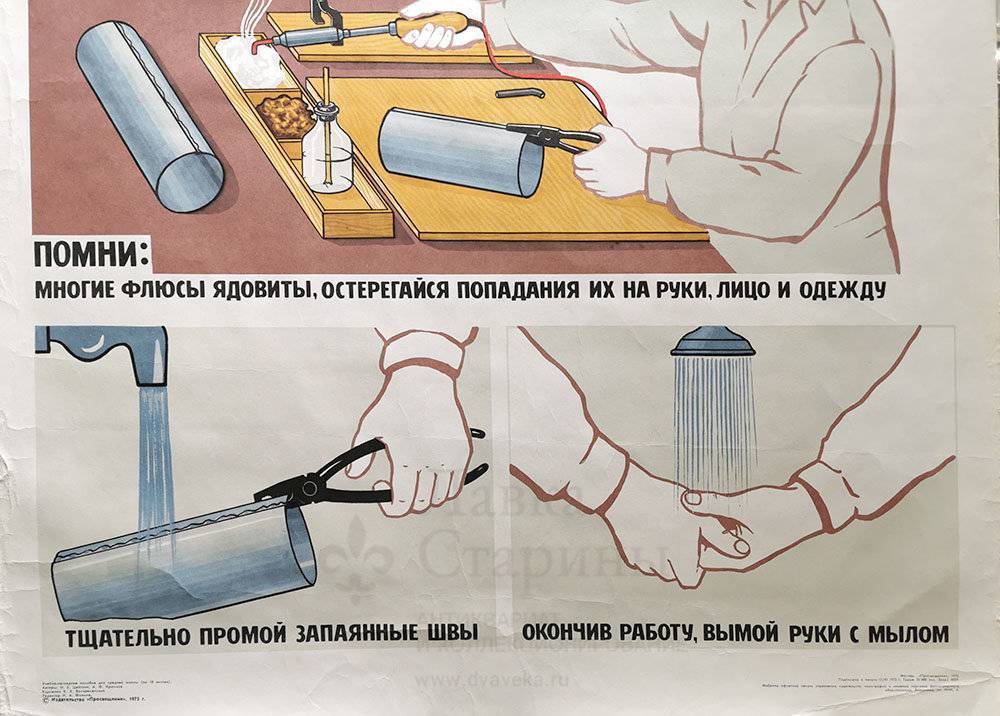
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
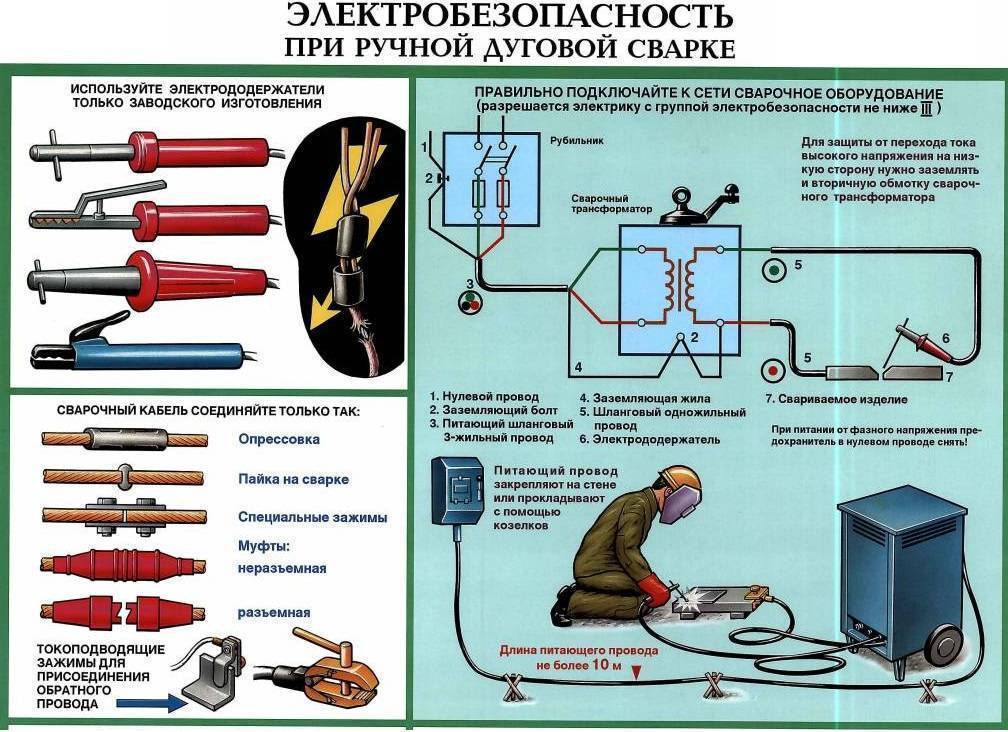
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.

Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
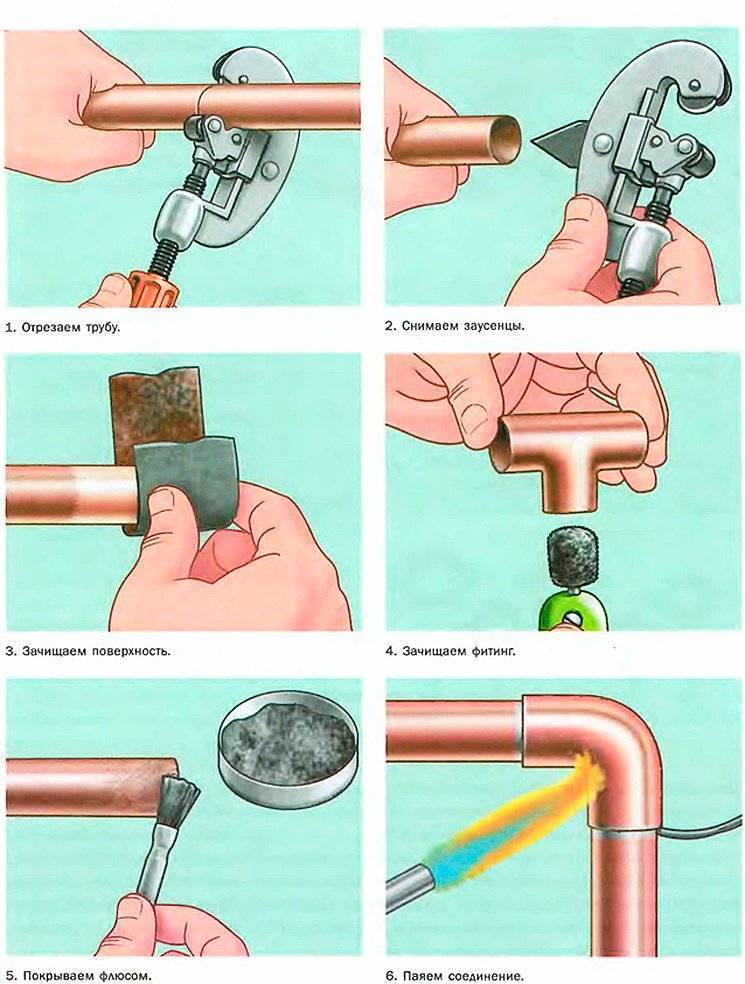
Пошаговая технология пайки меди
Для скрепления медных трубок нужно действовать поэтапно. Если пропустить хоть один этап, можно не надеяться на качественное соединение.
Подготовка
Важно подготовить место скрепления двух элементов. Трубы должны иметь вертикальный срез, на котором не может быть заусенцев, неровностей
Относительно стенок деталей, на них не должно быть вмятин, бугров. С помощью наждачной бумаги нужно затереть внутреннюю и внешнюю стороны деталей.
Пайка
Припой для пайки медных труб выбирается зависимо от технологии создания соединения. Это же касается используемого оборудования, порядка выполнения работ.
Пайка медных труб мягким припоем
Этапы выполнения низкотемпературного спаивания:
- Зачистить места соединения с помощью наждачной бумаги.
- Покрыть поверхность флюсом с помощью кисти.
- Вставить одну деталь в другую
- Газовой горелкой разогреть рабочую поверхность до 200 градусов.
- Припой добавлять на место соединения так, чтобы он плавился, затекал внутрь.
Чтобы понять, когда нужно добавлять припой, следует смотреть на изменение цвета флюса. Когда он потемнеет, можно добавлять основной расходный материал.

Низкотемпературная пайка медных труб
Пайка медных труб твердым припоем
Этапы проведения высокотемпературного спаивания:
- Зачистить место скрепления наждачной бумагой, намазать флюс с помощью кисти, вставить трубки друг в друга.
- Промышленной горелкой нагреть рабочую поверхность до 700 градусов.
- Разогреть олово. Ввести его в рабочую зону. После плавки расходника провернуть трубы в разные стороны, чтобы расплавленное олово растеклось по всему месту будущего шва.
Важно не перегревать детали, чтобы не испортить качество шва
Правила и методика пайки ПВХ-труб
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляется строго в определенной последовательности. Она выглядит следующим образом:
- установите паяльник в заданном положении;
- зафиксируйте в отверстия насадки в соответствии с их размерами, а потом подключите прибор в сеть;
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы нужно поставить ту насадку, которая имеет диаметр аналогичный диаметру труб;
- посредством терморегулятора на устройстве выставите нагревательную температуру. Она зависит от того, какие материалы будут соединяться. Если трубы полипропиленовые, то она составляет порядка 260 градусов, а если полиэтиленовые, то 220 градусов соответственно;
- далее рекомендуется прогреть паяльное устройство в течение 10−20 минут в зависимости от того, каковы условия извне, пока индикатор на нем не погаснет.
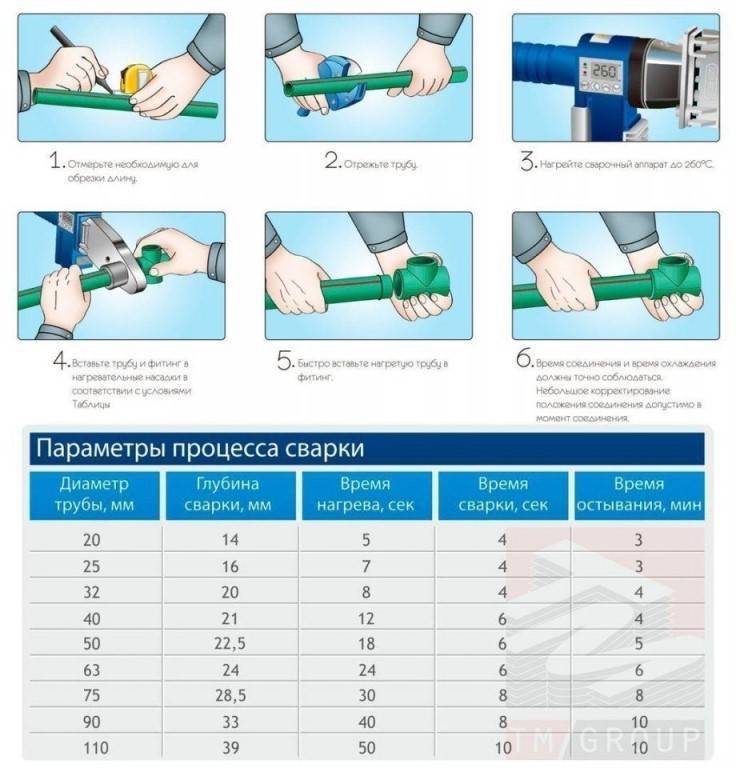
Паять трубы следует с учетом многих показателей, приводим их ниже:
- если диаметр труб составляет 20 мм, то ширина свариваемого пояса должна быть порядка 15 мм, детали должны нагреваться в течение 6 секунд, а соединяться в течение 4 секунд. Время остывания в данном случае — 2 секунды;
- когда трубы имеют диаметр 25 мм, то свариваемый пояс должен иметь ширину не менее 15 мм и не больше 18 мм соответственно. Нагревание деталей продолжается 7 секунд, соединение — 4 секунды, а остывание — 2 секунды соответственно;
- при диаметре 32 мм, ширина пояса будет около 20 мм, нагрев должен продолжаться 8 секунд, соединение 6 секунд, а время остывания 4 секунды;
- существенно отличаются показатели при использовании труб диаметром 63 мм. Свариваемый пояс имеет ширину порядка 25 мм, детали нагреваются 24 секунды, время соединения деталей — 8 секунд, а их остывания — 6 секунд.
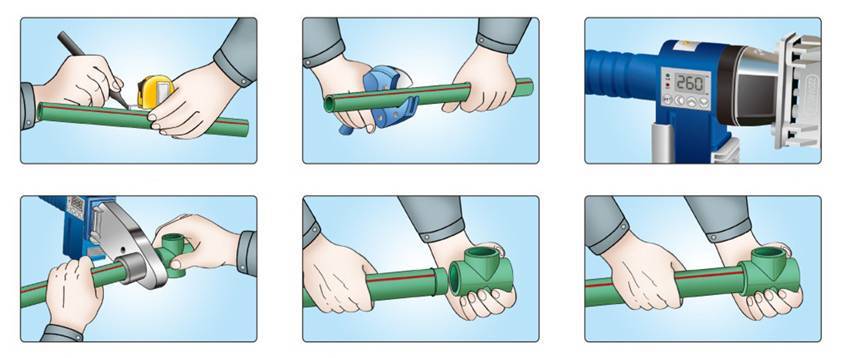
Итак, методика пайки выглядит следующим образом:
- возьмите специальные ножницы по пластику и с их помощью отрежьте трубу нужного размера;
- с применением спиртового состава очистите места соединения труб от жира и грязи;
- ответный раструб и трубопровод ставим в насадку и греем в течение того времени, которое соответствует параметрам материала;
- после разогрева части соединяются друг с другом, трубопровод вставляем в раструб;
- по окончании работ посмотрите, чтобы сварное соединение было высокого качества. В местах стыков должны появиться пластиковые кольца.
Рекомендации специалистов
Сваривание пластиковых труб требует некоторой сноровки, поэтому, при выполнении сварки впервые, лучше потренироваться на небольших ненужных обрезках труб, прежде, чем приступать пайке трубопровода.
Выбирая аппарат для пайки труб, лучше остановиться на инструменте мощностью 1200 Вт.
Перед сваркой необходимо дать аппарату разогреться до нужной температуры: для полиэтиленовых труб +220 °С, для полипропиленовых +280 °С. После первого включения это займет около 10 минут






На современных агрегатах есть индикатор, оповещающий о готовности инструмента к работе.
После спаивания каждого элемента трубопровода важно очищать насадки от приставшего пластика, иначе он начнет обгорать и испортит внешний вид и функционал последующих соединений.
Чистку стоит проводить деревянными инструментами (палочками, лопатками), так как металлические могут поцарапать насадки, из-за чего на них сильнее будет налипать расплавленный пластик.
При соединение разогретых элементов трубопровода нельзя слишком сильно прижимать их друг к другу, так как размягченная труба деформируется внутри фитинга, уменьшив проходной диаметр, что ухудшит работу всей системы.
Соединять элементы трубопровода необходимо ровно, без прокручивания, так как это может нарушить целостность швов.
Ни в коем случае между спаянными трубой и фитингом не должно оставаться зазоров, шов должен быть абсолютно герметичным.
Рекомендуем ознакомиться: Размеры и виды канализационных труб из ПВХ и переходников для их соединения
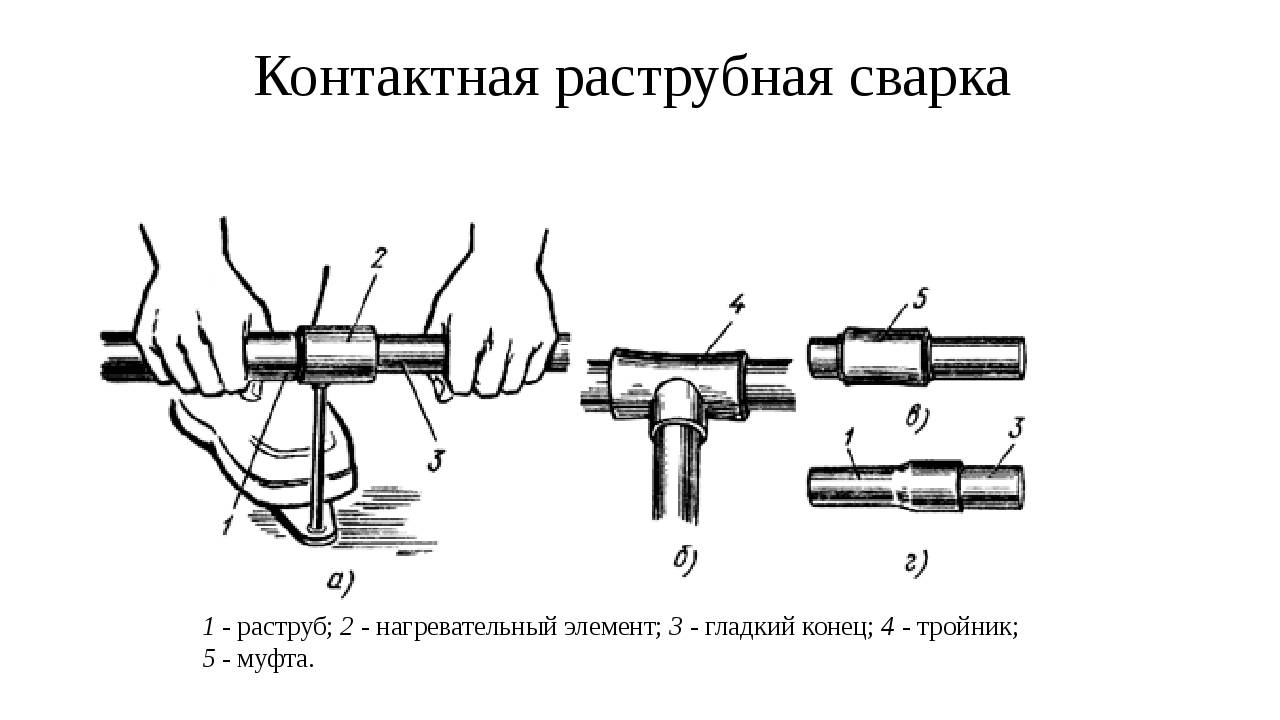
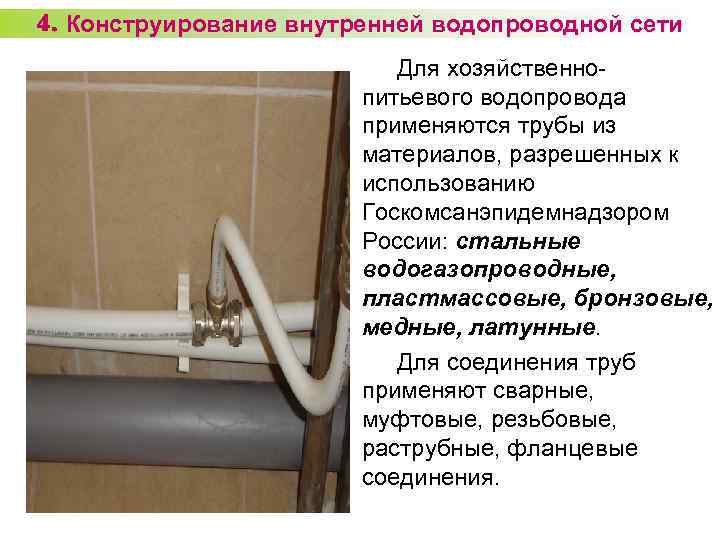
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.
Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Подготовка спаиваемых элементов
Сначала аккуратно обрежьте острым ножом трубки до нужной Вам длины. Можно воспользоваться и специальным труборезом, если он есть в Вашем домашнем арсенале.
Затем обрезаем заусенцы на концах. Заусенцы – тонкая стружка из пластика, зазубрины на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, то аккуратно ножом эти зазубрины убираем.
После этого концы соединяемых пластиковых трубок зачищаем. Для этого используем тонкий напильник, надфиль, может быть даже рифель (у этой разновидности надфиля рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т.п.).
Сварка полипропиленовых труб разного диаметра и типа через переходную муфту.
Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Итак, трубы готовы, фитинг готов.
Приступаем к спаиванию
Как правильно паять трубы своими руками
Правда, на старых, ранних вариантах приборов для пайки такой функции нет, так что, придется регулировать температуру вручную.
Обязательно нужно хорошо обработать заготовку перед самим соединением. Обязательно очистить поверхность от загрязнений, обезжирить при помощи спирта.
Также нужно снять фаски с заготовок. Для этого нужно воспользоваться фаскоснимателем и спиртом. Данная операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Сварка полипропиленовых труб
Иными словами, можно разогревать одновременно две трубы и два фитинга, и после доведения до необходимой температуры за краткое время создать довольно большую конструкцию.
Само соединение необходимо проводить максимально быстро, чтобы не допустить снижение герметичности системы. Как только вы увидите, что элементы заготовки разогреты до необходимой температуры, то сразу же снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение нужно делать очень плотным, чтобы в дальнейшем в системе отопления или водоснабжения не случалось протечек.
Пайка полипропиленовых труб, ошибки начинающих, восстановление соединений.
Проверка стыка соединения после спайки
В итоге две пластиковые трубки для водопровода плотно соединены! Правильно ли мы все сделали? Об этом Вы сможете судить лишь через некоторое время, когда пустите воду по «новому» водопроводу.
Если же, по каким-то причинам, Вы все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то стоит подождать не менее двух-трех часов до пробного запуска воды. Здесь главное не спешить, и все делать правильно, чтобы ваши труды не пошли насмарку.
В конечной стадии установки необходимо убедиться в том, что место пайка достаточно надежно. Для этого лучше всего осуществить пробный пуск воды. Открываем кран. После пуска воды внимательно осмотрите весь закрепленный вами, отремонтированный узел водоснабжения.
Если все-таки появились разводы на конструкции или на фитинге/муфте, вода сочится, капает или даже хлещет струей из-под нового соединения, то значит ваша операция по спасению домашнего водопровода, проведена не правильно!
Следует либо заново проводить всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если же все прошло нормально, и вода бежит только из крана, как и должно быть, то поздравляем вас с успехом!
Миссия выполнена, семья довольна, пластиковые трубки для водопровода надежно и крепко соединены! Как видно теперь, данная операция не является невыполнимой, и, если следовать обычным прописным истинам, можно добиться необходимого результата!
Теперь вы можете смело бросить вызов новому ремонту, поскольку вы уже имеете достаточно знаний, и знаете, как паять пластиковые трубы правильно!
Сварочный аппарат для пайки полипропиленовых труб
Предметы мебели
Несколько примеров меблировки кухни, объединенной с гостиной:
- 1. Диван. Он становится предметом, который зонирует пространство. Диван ставят спинкой к тому месту, где готовят еду. В небольшие комнаты (менее 20 кв м) ставят уголок, который располагают у стены, установленной перпендикулярно или параллельно от кухни.
- 2. Гарнитур. По мнению дизайнеров, минималистичные модели без вычурных деталей смотрятся современно. Сервиз, вазы или бокалы ставят на открытой полке. Для них можно купить модную витрину. Мебель ставят возле стены. Если пространство большое (20 кв м, 25 кв м или 30 кв м), то в центральной части можно установить остров, в котором есть и отделы для кухонных приборов.
- 3. Комплект мебели. Стиль должен сочетаться с оформлением обеих комнат. В малогабаритных помещениях хорошо смотрится компактный столик и стулья, сделанные в из прозрачного материала или окрашенные в светлые цвета. В интерьер гостиной можно поставить стол с круглой столешницей. В просторных помещениях комплект устанавливают возле стенки или в центральной части. Здесь будет хорошо смотреться вытянутый обеденный стол прямоугольной формы.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.






Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Как паять пластиковые трубы — подробная инструкция
Инструкция по спайке системы водопровода своими руками:
- Очистить при помощи спирта места среза от жирового или грязевого слоя.
- Трубу с раструбом поместить в насадку и прогреть в течение определенного времени (от 5 до 40 секунд в зависимости от диаметра).
- За 4-8 секунд вставить трубу в раструб и соединить элементы таким образом.
- Убедиться в высоком качестве соединения, которое выглядит как пластиковые кольца.
Важно отметить, что инструкция по пайке медного трубопровода существенно отличается от схемы сварки пластикового. Поэтому даже при наличии опыта монтажа медных изделий рекомендуется тщательно изучить правила спайки пластиковых
Подготовка элементов
В первую очередь необходимо подготовить весь материал. Затем материал следует нарезать на нужную длину, используя труборез, ножницы либо монтажный нож. Срез должен быть обязательно сделан под углом 90 градусов, в противном случае, сварочное соединение не будет герметичным.
Желательно обработать армированную трубу при помощи шейвера. Если данный инструмент отсутствует, можно заменить его монтажным ножом. Затем срез обрабатывается до гладкости посредством использования напильника и наждачной бумаги.
Технология пайки
После подготовки расходного материала и инструментов можно приступать к непосредственному процессу. Технология пайки состоит из таких этапов:
- Сварочный аппарат прочно закрепляют на поверхности и подключают необходимую насадку подходящего диаметра.
- На терморегуляторе задают оптимальную температуру (для полипропилена – 260 градусов, для ПВХ– 220), включают аппарат.
- После предварительного прогревания паяльного оборудования трубу и фитинг устанавливают на насадки.
- Спустя несколько секунд детали соединяются друг с другом и затем остывают.
Подобным образом производится пайка всех элементов системы водоснабжения или отопления. Мастер работает быстро, весь процесс требует мало времени, однако необходима аккуратность и точность при соединении деталей.
Проверка качества соединений
После завершения работ рекомендуется оставить смонтированную систему на время от 1 часа (при нормальной температуре) до 2-3 часов (при охлажденном воздухе). Затем в нее заливается вода и проверяется герметичность стыков. При обнаружении протечки необходимо вылить воду, заново смонтировать участок и установить новую муфту или фитинг. Заклеивание или запайка протекающего стыка не принесет положительного результата.
Меры безопасности
Чтобы снизить риск получения травмы, при проведении работ рекомендуется следовать таким правилам:
- непременно надевать защитные перчатки;
- очистить рабочее место, попавшая грязь может испортить герметичность и красоту сварки;
- не отключать паяльное оборудование от сети при проведении процедуры;
- установить аппарат на ровной поверхности;
- начинать процедуру можно только после полного разогрева оборудования. Это, как правило, происходит за 5 минут для современных моделей и за 20 минут для старых паяльников.
Соединение труб пайкой с армированием
Перед сваркой армированных изделий важно в первую очередь снять верхний слой фольги. Пластиковые трубы с алюминиевым армированием в большинстве случаев имеют крупный диаметр, поэтому для насадок стандартного размера не подходят
В качестве подготовительного этапа осуществляют зачистку. Для этого используют швейер или торцеватель, который чистит защитный слой до пластика. Армированные стекловолоконные изделия спаиваются по стандартной схеме.
Выполнение всех рекомендаций на этапе подготовки, поможет избежать прорывов, пробоев, протечек.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Нюансы пайки
https://youtube.com/watch?v=MNUPdMSXQzc%3F
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.
Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.






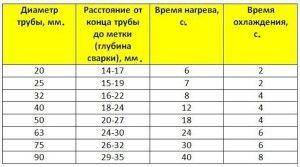
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Таблица 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Починить пластик своими руками с помощью паяльника
Рассмотрим вариант, как восстановить каркас бампер и его крепления к крылу, используя минимальное количество инструментов. Приготовьте миллиметровую сетку, паяльник, ножницы, отвертку, острое лезвие. Чтобы паять своими руками конструкцию было удобно, а также для получения качественного результата, ее необходимо снять с автомобиля и далее действовать пошагово.
- Расположите деталь на ровной поверхности;
- Включите стоваттный паяльник в сеть, подождите, пока он нагреется до максимальной температуры;
- Соедините ровно поврежденные части, чтобы паять их с фронтальной стороны;
- Разрежьте сетку на кусочки, приложите с внутренней стороны конструкции и нагрейте ее паяльником. Если у вас есть фен для сварки пластмассы, воспользуйтесь им;
- Быстро, не дав ей остыть, при помощи отвертки, аккуратно вдавите сетку в пластик;
- В случае серьезных повреждений повторите предыдущую процедуру для фронтальной стороны конструкции;
- Излишек пластика срежьте острым лезвием;
- Выровняйте шов резиновым шпателем, используя шпаклевку для пластмассы;
- Для улучшения сцепления нанесите грунтовку, затем можно приступать к окрашиванию.
Выполняя эти несложные действия с минимальным набором инструментов, вы сможете своими руками спаять любые пластиковые конструкции автомобиля. Главное, серьезно отнестись к работе, не спеша и аккуратно паять места разрывов. Если Вы сможете выполнить аккуратно данную процедуру запайки только с внутренней стороны детали, то можно обойтись ремонтом пластика без покраски бампера!
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Обратите внимание – применять следует только специализированную шпатлевку и грунт по пластику. И если бампер красится в цвет кузова, эмаль дополнительно покрывают лаком в 1-2 слоя
После бампер устанавливают на место, и 2-3 недели избегают применения моек высокого давления. В этом случае стоимость ремонта и покраски бампера своими руками оправдает себя многократно!





