

Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Галерея изображений
Фото из
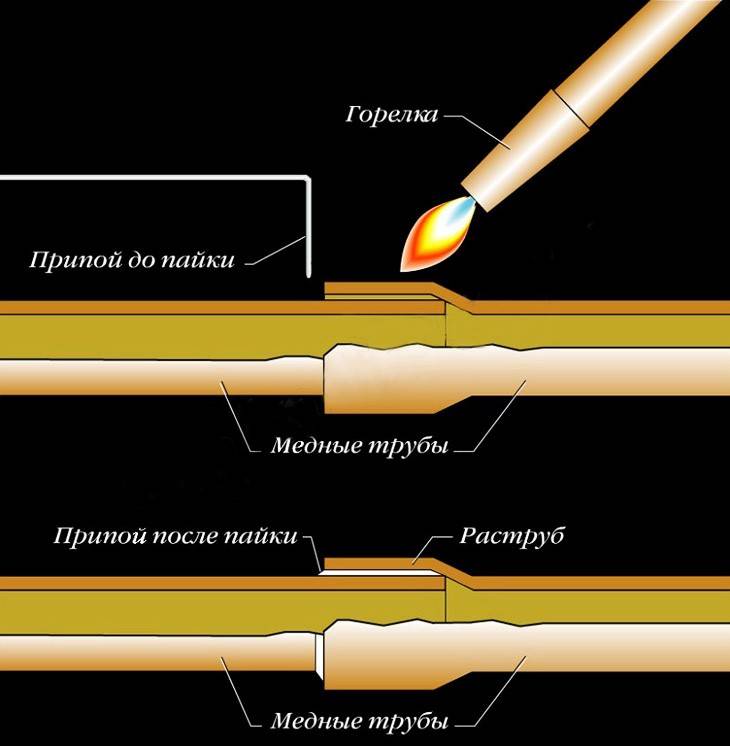
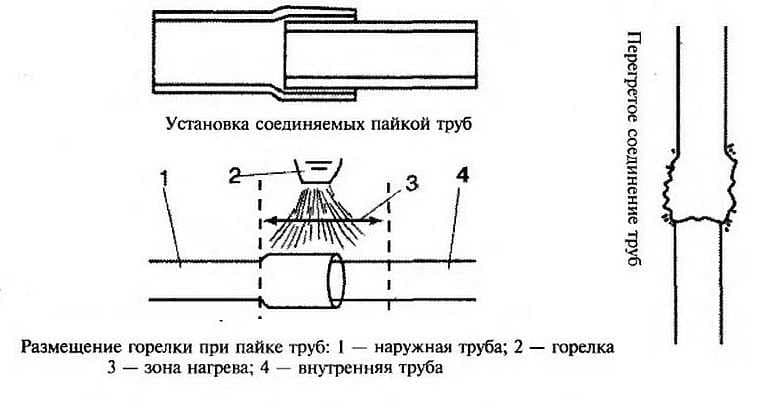
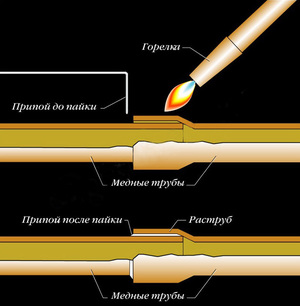
Принцип соединения медных труб пайкой
Разновидности медных труб по жесткости
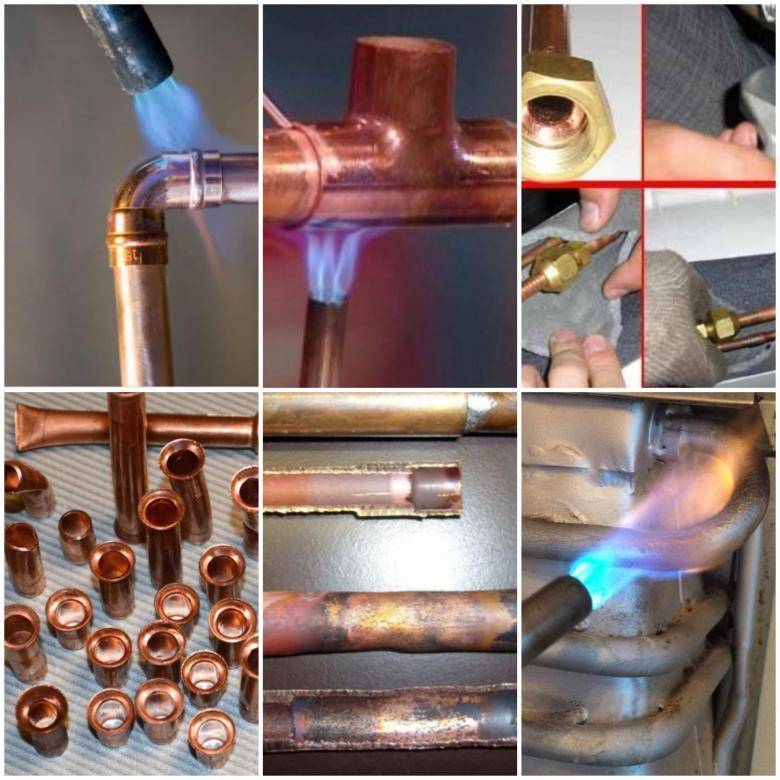
Паяльная лампа для низкотемпературной пайки
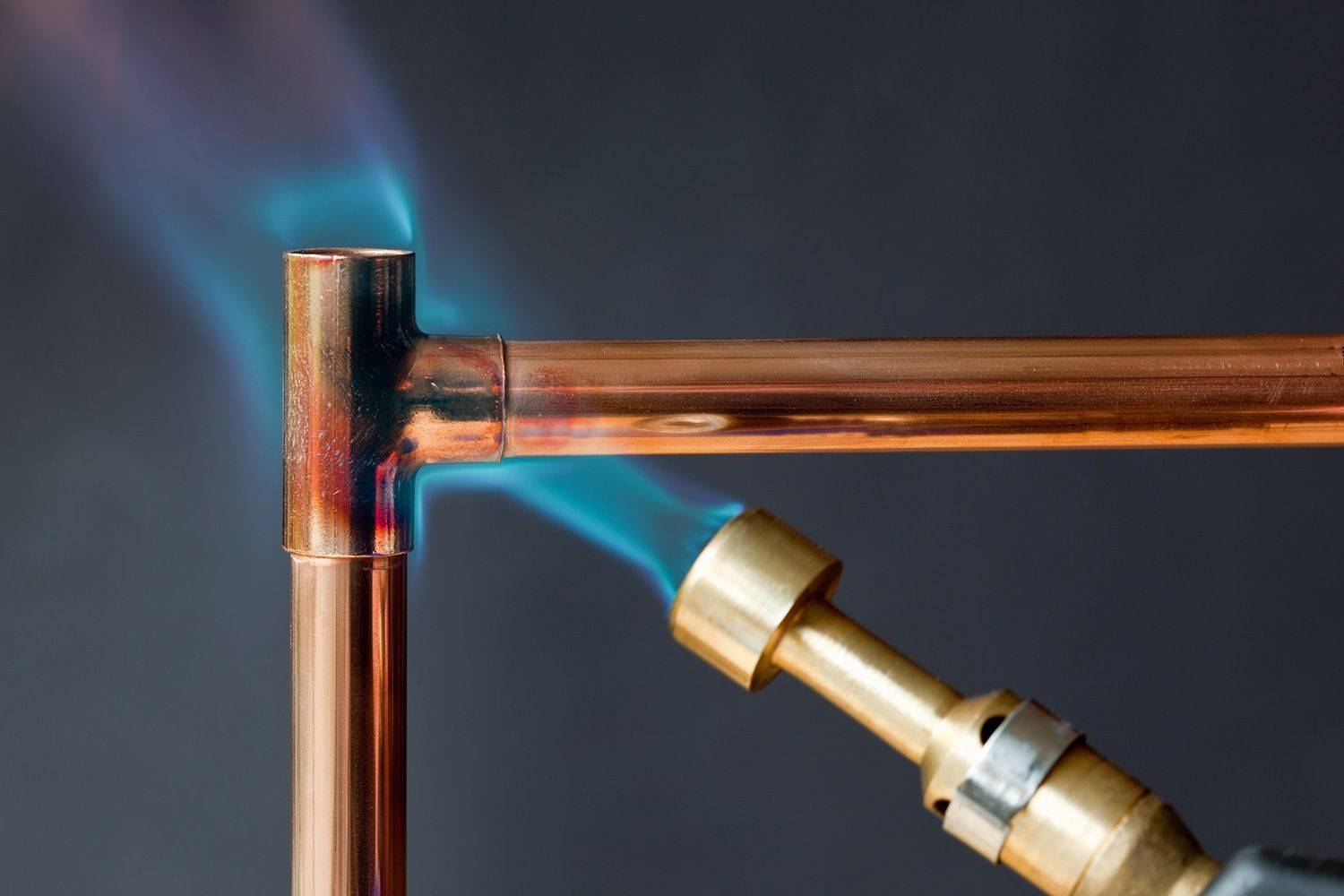
Пайка труб ацетиленовая горелкой
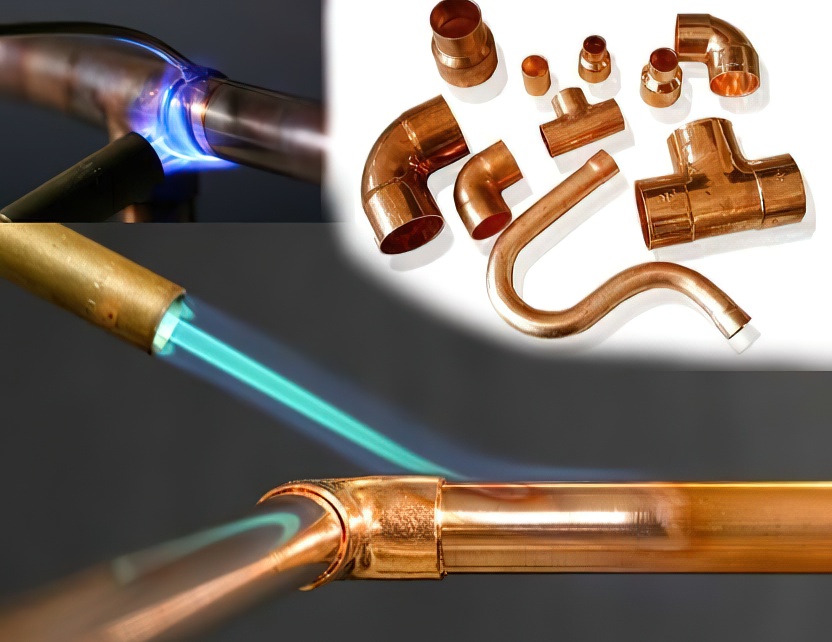
Фитинги для ускорения и облегчения пайки
Нанесение флюса на свариваемые участки
Припой для высокотемпературной плавки
Мягкий припой для низкотемпературной пайки
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
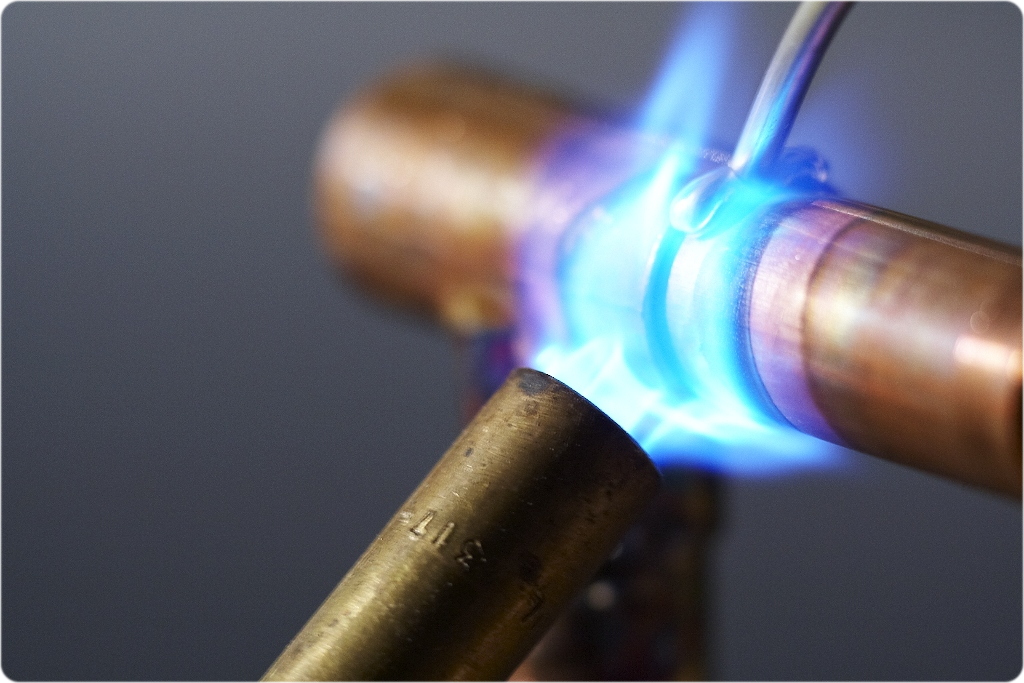
В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.
В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.







Образование соединения при низкотемпературной пайке
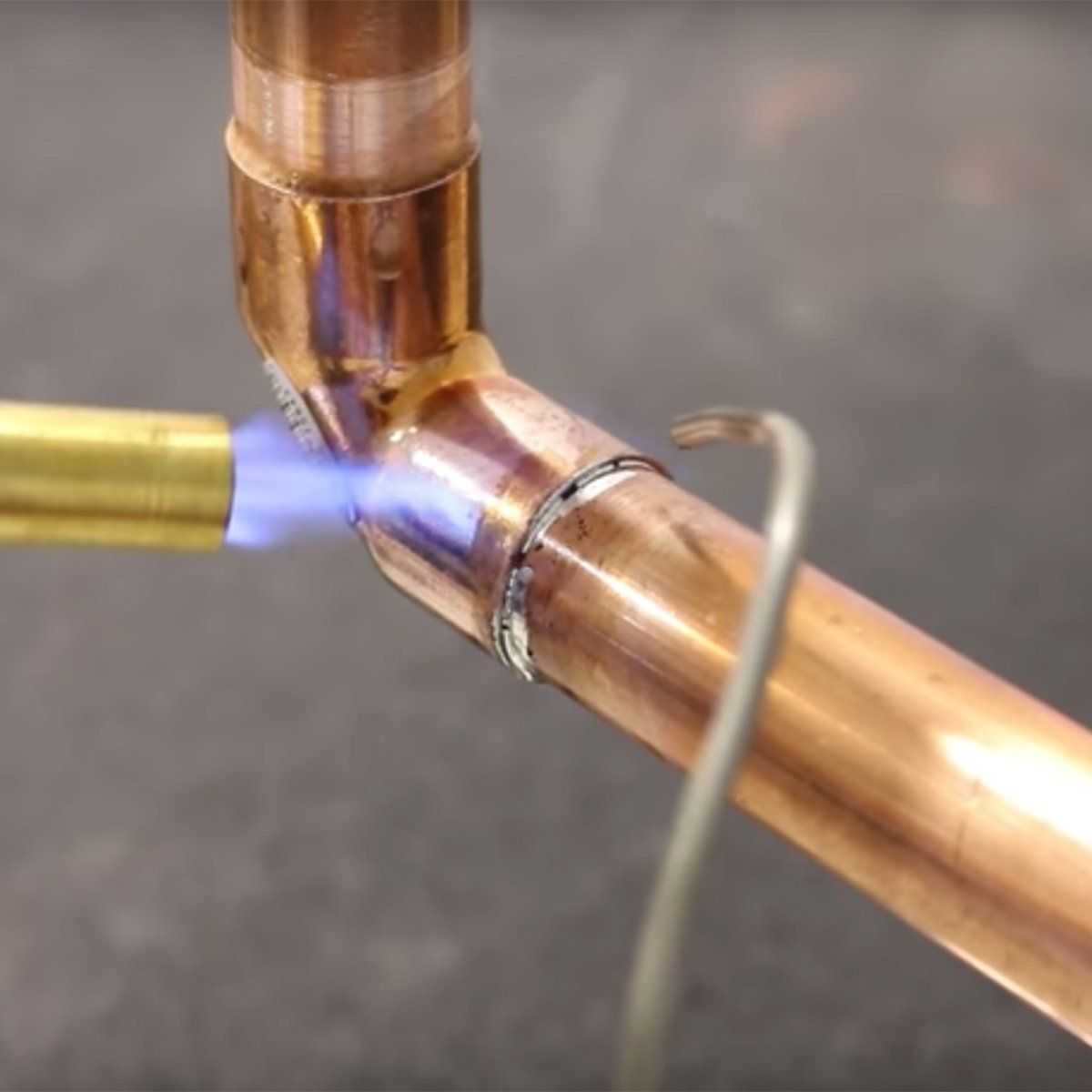
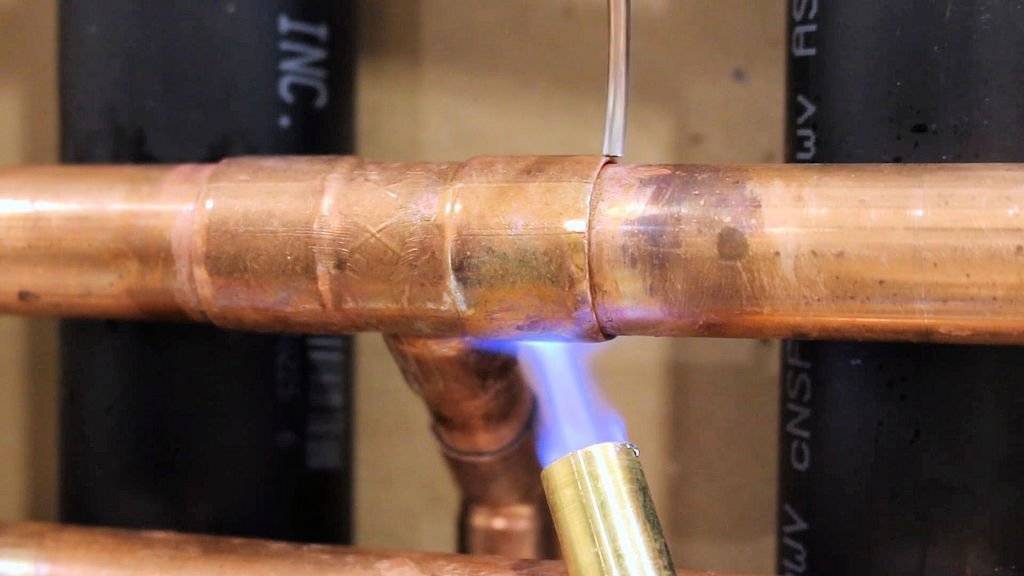
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
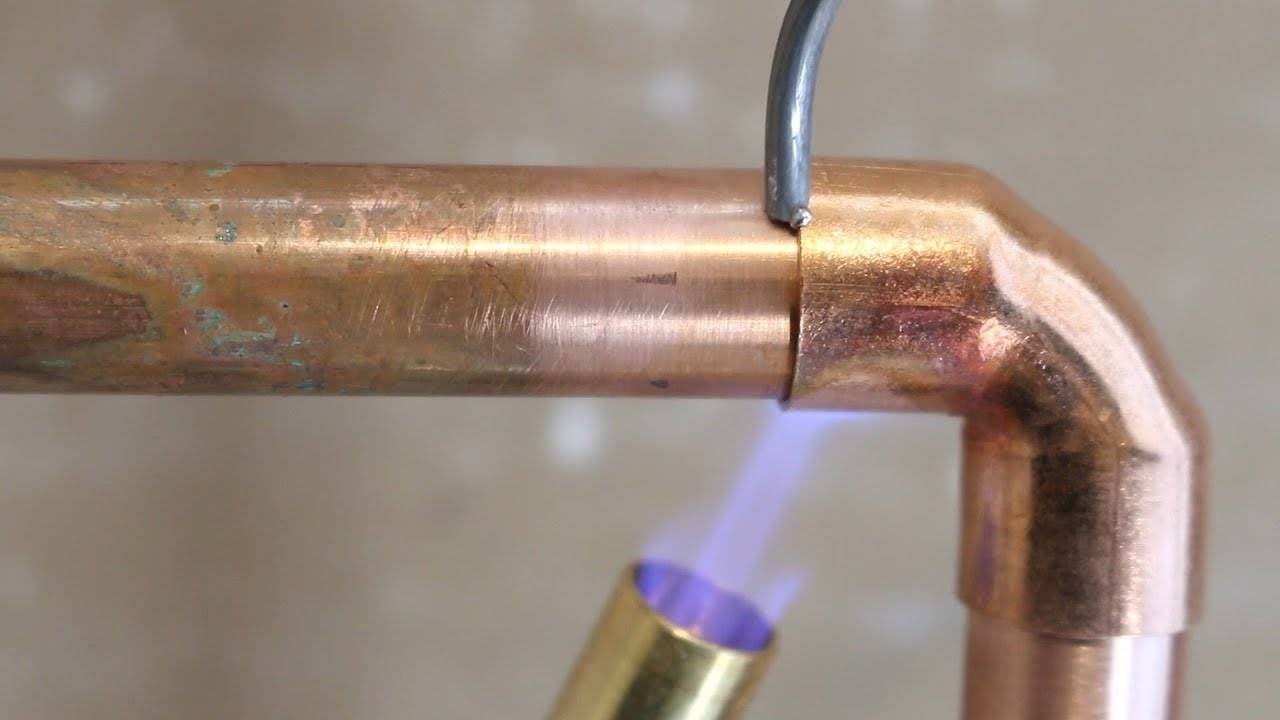
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.
Использование флюса для пайки труб.
Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез — используется для нарезки коммуникаций;
- фаскосниматель — формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель — используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана — для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник — применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Процесс выполнения работы
Как паять медные трубы? Процесс выполнения сварки следующий:
- по схеме трубопровода определяется длина участка между соединительными узлами. Производится разметка и отрез труб необходимой длины;

Нарезка труб для сборки трубопровода
Для получения ровного среза труборез необходимо удерживать строго перпендикулярно оси трубы.
- медные трубы под пайку обрабатываются. С отрезов снимается фаска. Рекомендуется тщательно обработать и внутреннюю, и наружную часть трубы. Концы труб очищаются от окислов, пыли или грязи и заусенцев. Очистка труб производится до появления характерного для меди блеска;

Подготовка труб к пайке
- если соединение производится при помощи фитинга, то аналогичным образом обрабатывается и место соединения дополнительного элемента трубопровода;
- если соединение труб производится без применения фитингов, то конец одной трубы расширяется специальным приспособлением. Для получения прочного соединения достаточно увеличить диаметр трубы на 1 – 1,5 мм;
- наносится паста для пайки (флюс). Специальным составом рекомендуется обработать обе трубы или трубу и соединительный фитинг. Паста соответственно наносится на внешнюю и внутреннюю часть соединяемых элементов трубопровода;

Обработка труб пастой для пайки
Флюс наносится равномерно и в требуемом количестве. Излишнее вещество может способствовать образованию в трубопроводе капель, препятствующих нормальному прохождению жидкости или газа.
- трубы соединяются. Мягкой тряпкой удаляются излишки пасты;
- место будущего шва нагревается при помощи горелки. Для предварительного разогрева меди, в зависимости от мощности используемого оборудования, требуется в среднем 30 секунд – 1 минута;
- по периметру сварного шва наносится припой, который расплавляется паяльником и заполняет пустое пространство между соединяемыми трубами;

Заполнение припоем
процесс пайки можно считать законченным после полного заполнения пространства припоем.
- после полного остывания труб место соединения очищается от излишков дополнительных материалов.
Процесс пайки труб можно подробно разобрать, посмотрев видео.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
 Профессиональная газовая горелка для пайки медных труб
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка — разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.





Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
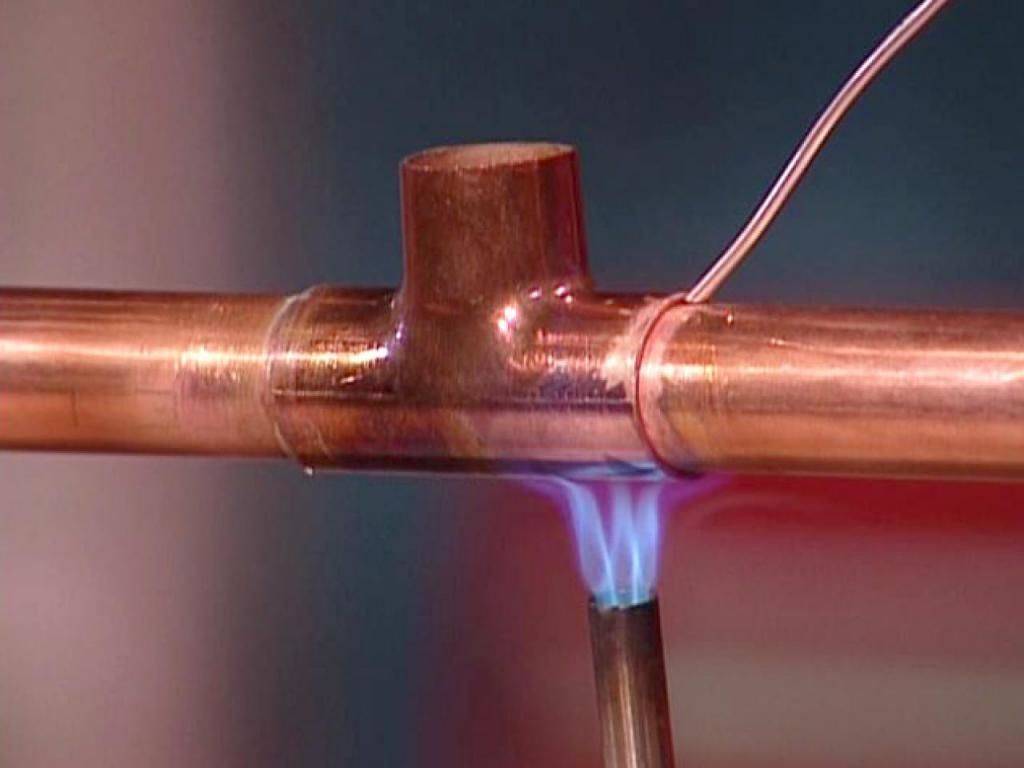
 Технология пайки медных труб мягким способом с помощью газовой горелки
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
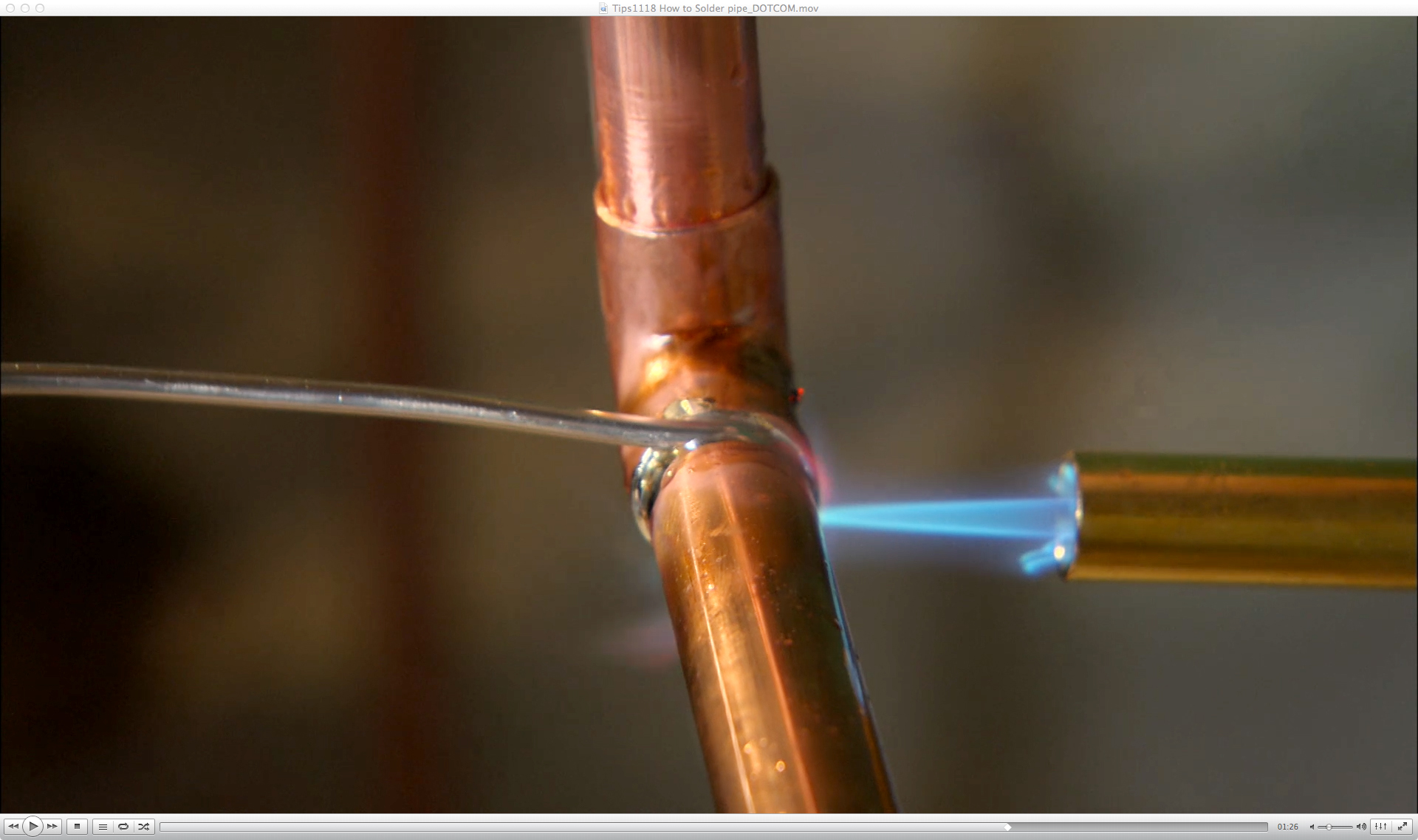
 Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
 Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени
Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить
Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология
Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.






Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.





