

Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
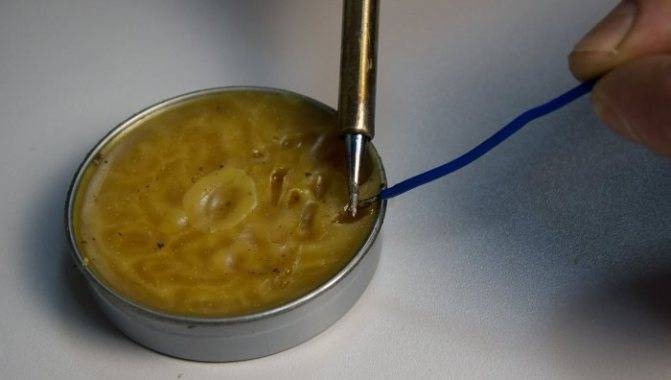
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
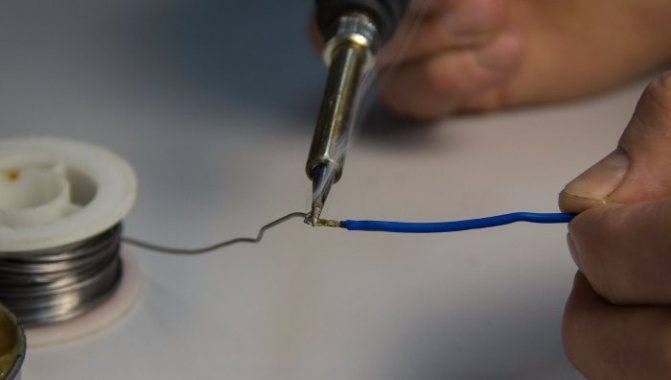
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
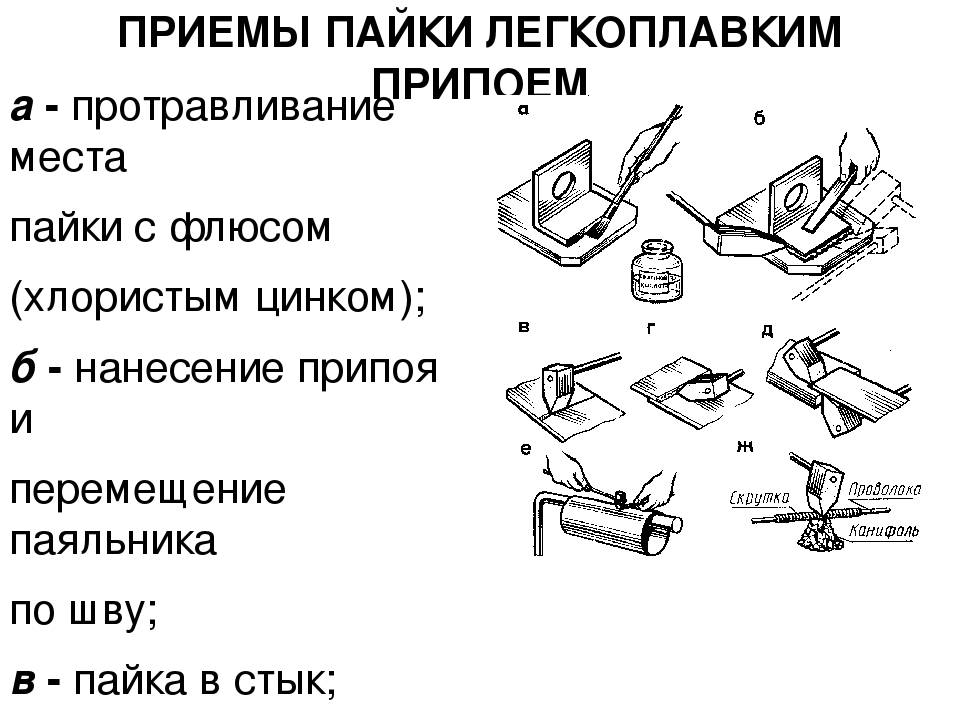
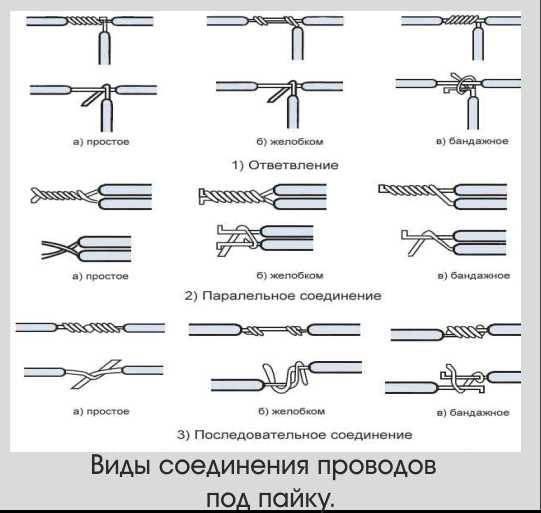
Пайка. Соединение проводов пайкой.
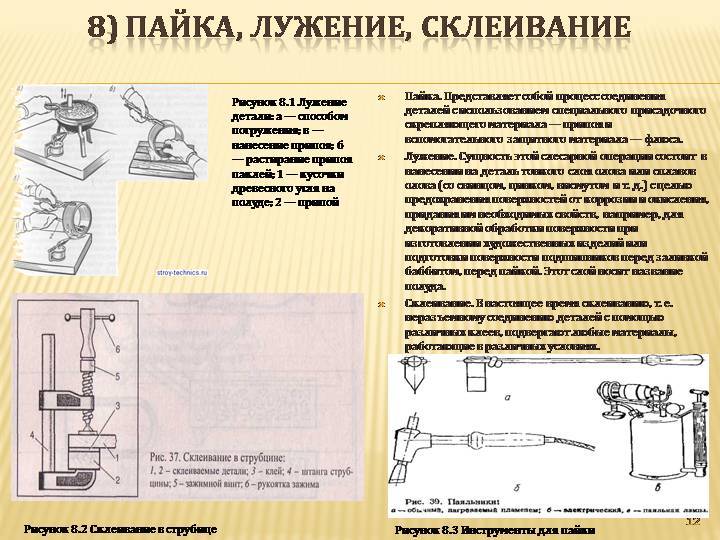
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
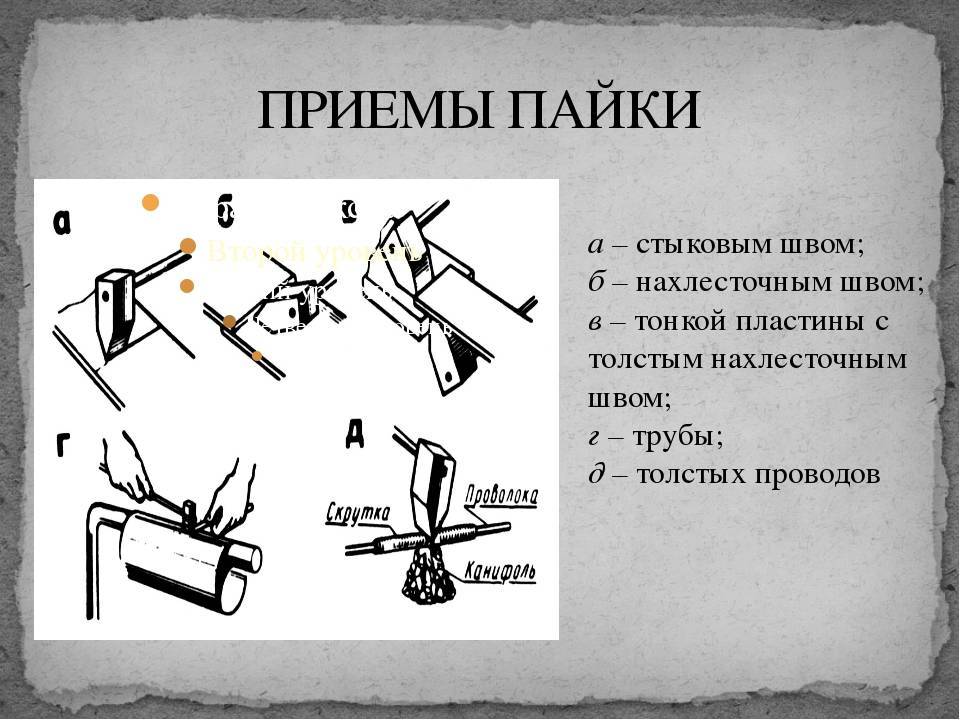
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
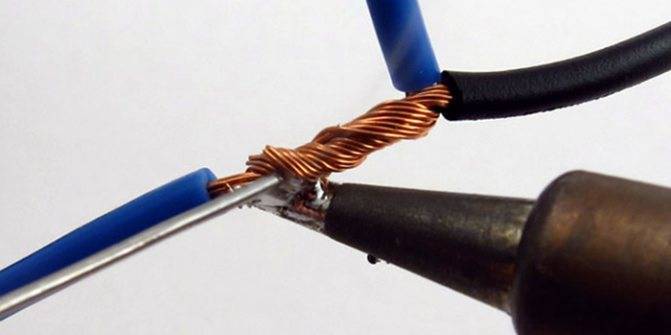
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
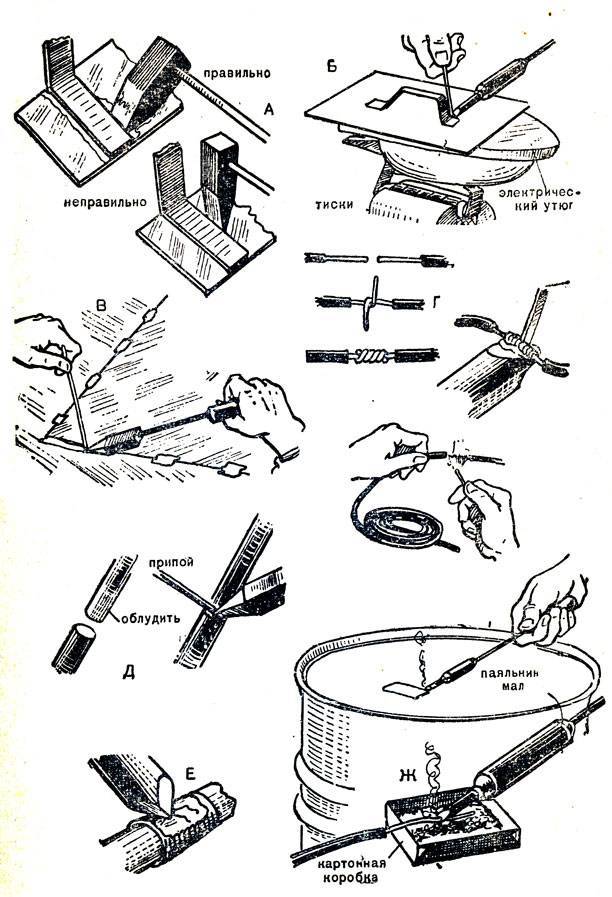
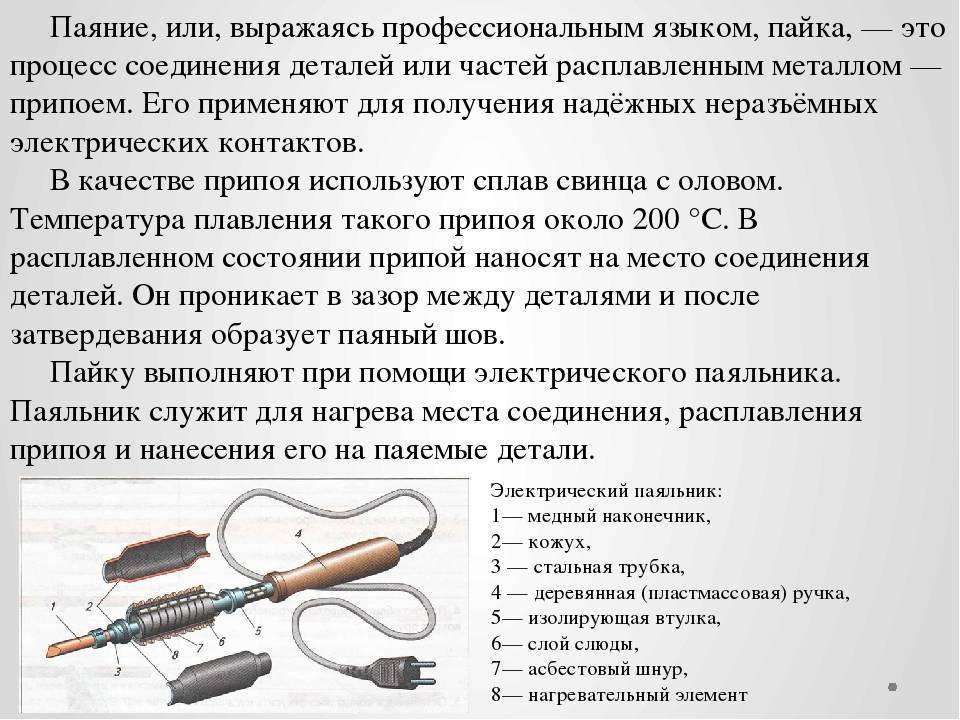
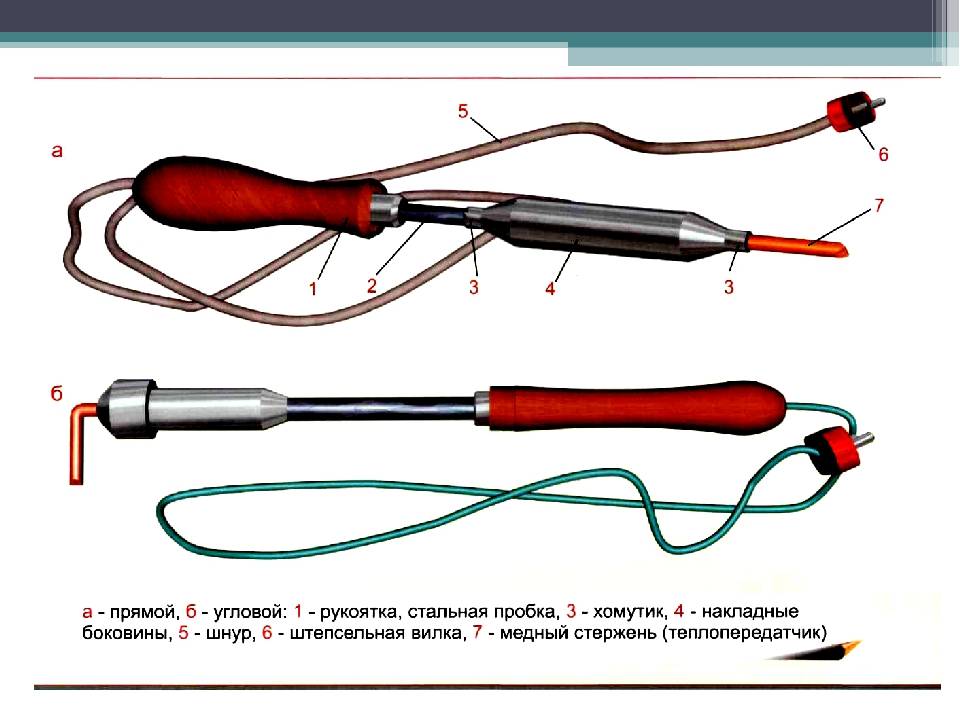
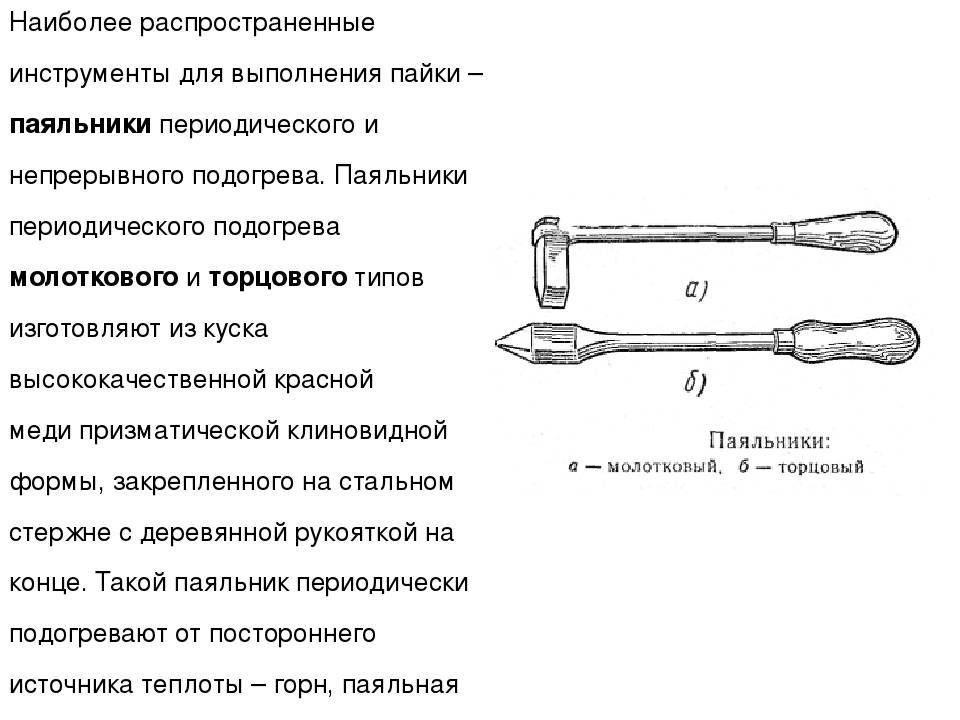
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
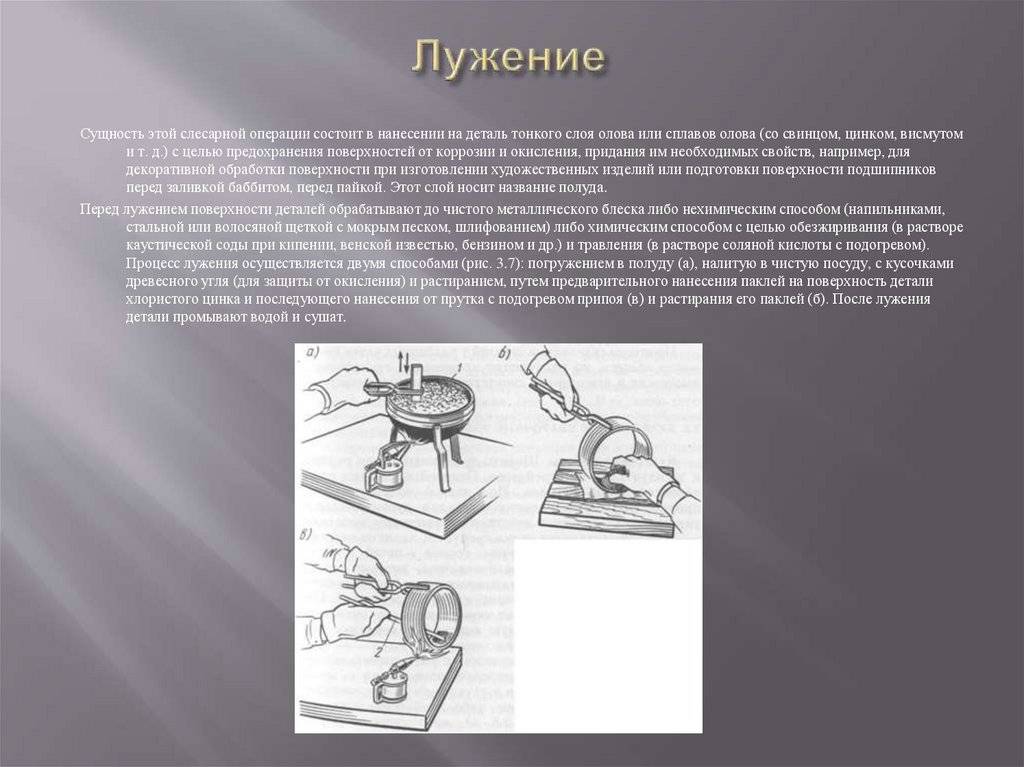
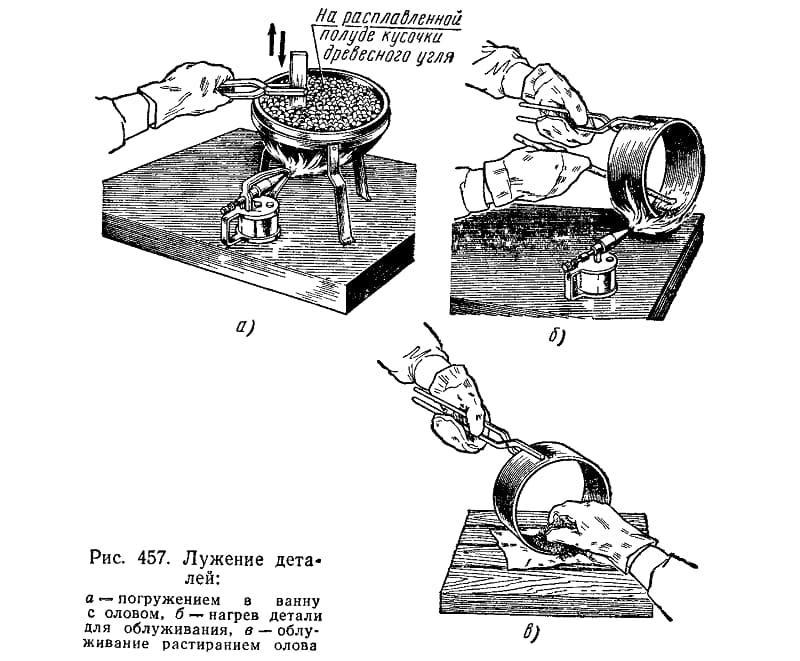
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы. Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Читать также: Расчет трансформатора для инвертора
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.




При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Преимущества и недостатки пайки
Главными преимуществами пайки остается дешевизна и простота технологического процесса. Главное – иметь в доме паяльник, а сами материалы, такие как канифоль и припой, стоят совсем недорого, а их расход совсем небольшой. Она способна соединить различные виды металлов с прочими материалами: металл с керамикой, стеклом, резиной. Потому как непосредственная пайка металлов с неметаллами невозможна. Первым делом на их поверхность нужно нанести слой меди, серебра, никеля, таким способом они надежно крепятся к неметаллам и обеспечивают надежную пайку с металлом. Дополнительного обслуживания соединение не требует. Электропаяльником можно паять провода разные по сечению, одножильные с многожильными. С его помощью можно даже одновременно припаять более двух проводов. Основным недостатком является небольшая прочность паяного шва механическая и термическая. А также для более качественно проделанной работы нужна высокая точность обработки поверхностей, сборка и фиксация деталей под пайку.
Сортировка жести
На производстве готовую продукцию делят на три категории.
- К первому сорту относят листы, не имеющие дефектов. Допускаются только совсем мелкие изъяны.
- Второй сорт составляют листы с мелкими черными точками, незначительными пузырями, крупинками олова, маленькими вмятинами.
- К третьему сорту относят мятые и имеющие загнутые углы листы, а также изделия с загрязнениями хлористым цинком.
В процессе сортировки в сторону откладывают листы жести, которые можно улучшить путем повторной протравки или лужения.
Отличия отечественной и иностранной технологии
Материал отечественного производства в процессе изготовления подвергается однократной прокатке холодным методом. В итоге формируются, а затем отжигаются стальные полоски нужной толщины. Завершающим шагом служит процесс, позволяющий повысить технические свойства материала.
Импортные технологии включают дополнительную процедуру холодной прокатки. На этом этапе применяют особые смазочные вещества, позволяющие уменьшить на 50% толщину листа. В итоге заметно снижается расход материала на производство пищевой тары, а эластичность и показатель прочности жести возрастает.
Особенности соединения проводки пайкой
Технология предполагает соединение проводников на молекулярном уровне, по аналогии со сваркой. Это и обеспечивает основное преимущество перед другими способами, основанными на принципе контактного давления. Любой элемент конструкции, отвечающий за создание давления на проводники, постепенно может ослабевать. Молекулярная связь значительно надёжнее и долговечнее.
Но, этот метод крайне требователен к профессионализму мастера. Без опыта в пайке крайне нежелательно соединять провода таким способом. Низкое качество выполнения работы нивелирует все преимущества технологии, и может повлечь риски безопасности. Для выполнения работ лучше воспользоваться помощью профессионала, или как минимум детально изучить технологию пайки.
Как приготовить электролит для выделения олова?
Для приготовления электролита берется небольшая порция хлористого олова, так сказать для затравки. В последствии, после выделения можно будет приготовить более чистый раствор хлорида, растворив металл в соляной кислоте или царской водке. В 7% раствор хлорида олова, при помешивании аккуратно вливается 9-10% раствор щелочи. Вначале реакции при смешивании образуется и выпадает белый осадок – это гидроксид олова, который растворится в избытке щелочи и таким образом образуется станнит щелочного металла. Перемешивание продолжается до момента, когда жидкость станет прозрачной, это означает что электролит готов.
Правильный порядок действий
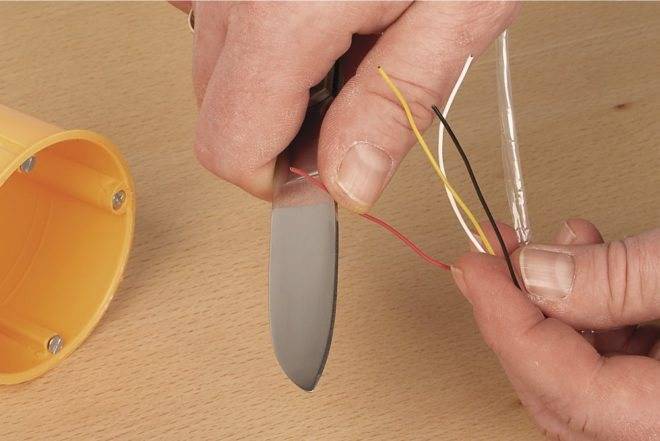
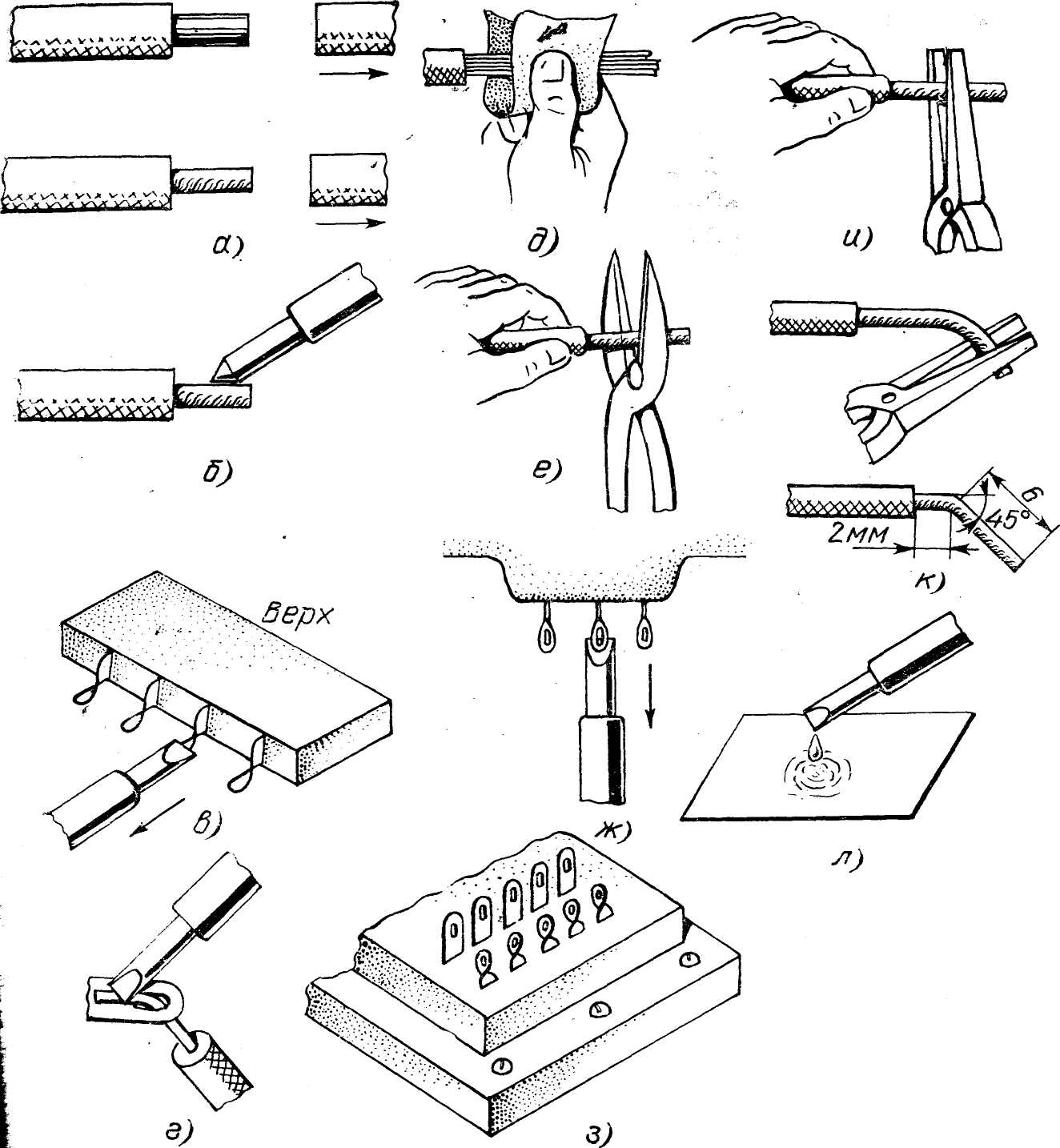
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца. После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Какие инструменты и материалы нужны для лужения и пайки кузова?
 Набор для лужения и пайки кузова.
Набор для лужения и пайки кузова.
- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100. Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.




Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.
Слив электролита из старого аккумулятора
Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.
Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.
Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Припои и флюсы – как правильно подобрать
Правильный подбор припоев и флюсов играет огромную роль. Приобрести их можно опять же на строительном рынке. На сегодняшний день можно найти самые разнообразные виды флюсов и припоев, которые являются универсальными и отлично справляются с решением всех поставленных перед ними задач.
Флюсы необходимы для протравливания проводов, а также растворения и снятия оксидной пленки. Это очень важный момент, поскольку оксидные пленки в дальнейшем могут привести к появлению коррозии металла. Флюсы могут отличаться в зависимости от сплава соединяемых элементов и типа металлов. Как правило, в качестве флюса выступает смесь щелочей, кислот и специальных металлических солей, которые активно вступают в реакцию при достижении огромных температур. Можно подбирать флюс исходя из медных проводов, которые вы собираетесь припаивать, а можно приобрести универсальный флюс.
Существует условная градация флюсов, в соответствие с которой они делятся на две группы – активные и выполненные на основе канифоли. Основой для производства первой группы выступают неорганические кислоты, обычно соляной или хлорной. При помощи активных флюсов можно припаять практически любые провода, а также прочие металлические конструкции.
Без недостатков тоже не обошлось: подобные вещества оказывают сильнейшее воздействие на медь, вызывая корродирование соединений, что требует немедленного удаления флюса сразу же после пайки. Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Флюсы из второй группы производятся из канифоли, которая, к слову, иногда применяется даже в чистом виде. В состав таких жидких флюсов входят глицерин и спирт, которые полностью испаряют при нагревании паяльником. Эффективность жидких флюсов не так велика, как у активных, однако при работе с цветными металлами стараются использовать именно такие вещества, которые выполняются на основе соединений из органической химии. Но при работе с ними также потребуется максимально быстро смывать флюс с поверхности только что образованного соединения, иначе может проявить себя эффект корродирования.
В качестве флюса иногда используется канифоль в чистом виде
Если работа с флюсами может вызывать некоторые вопросы, то с припоями все гораздо проще. Медные провода припаиваются при помощи свинцово-оловянных веществ марки ПОС. В торговом наименовании товара указывается цифра после маркировки, которая обозначает уровень содержания олова. Рекомендуется отдавать свое предпочтение той продукции, в которой олова больше. Это способствует увеличению электропроводимости нового соединения, а также его прочности. Свинец же в припое выступает в качестве добавки, необходимой для нормализации процесса застывания, поскольку без него олово покрывается трещинами и разрушается с течением времени.
Припои могут производиться и по другим технологиям. К примеру, в последнее время большую популярность приобрели бессвинцовые добавки, в которых вместо свинца используется цинк или индий. Преимущества подобных веществ заключается, в первую очередь, в экологической безопасности, поскольку цинк, как и индий, относятся к категории безопасных нетоксичных элементов. Если паять провода из меди с помощью бессвинцовых припоев, существенно увеличивается прочность пайки, а также возрастает устойчивость к коррозии.
Лужение проводов: технология, назначение, инструменты, варианты и инструкция
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.






Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
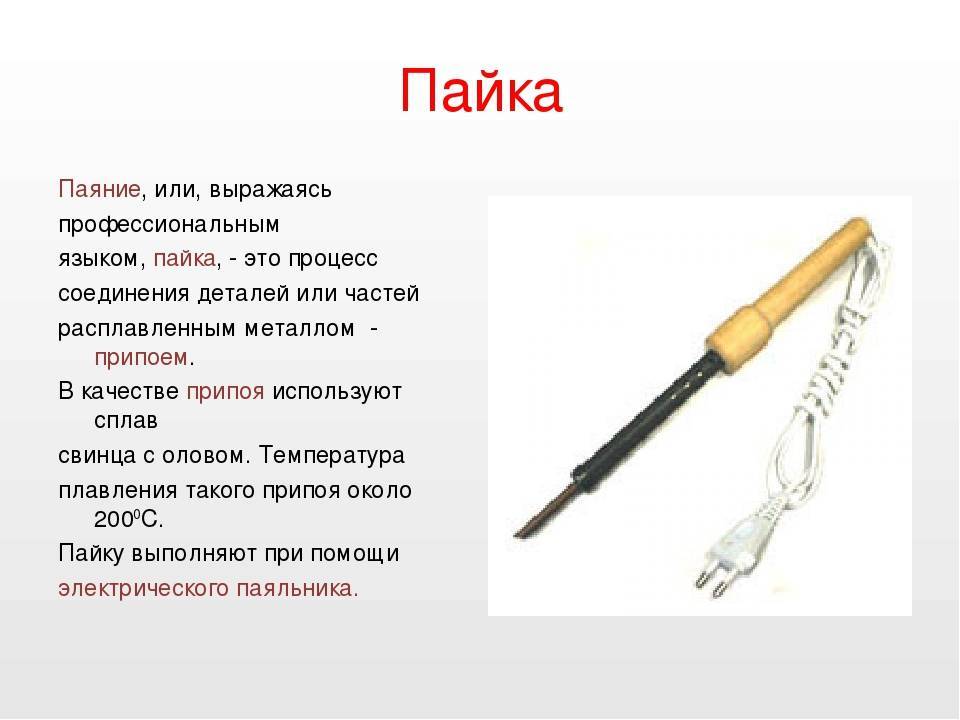
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод. Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д
Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.





