

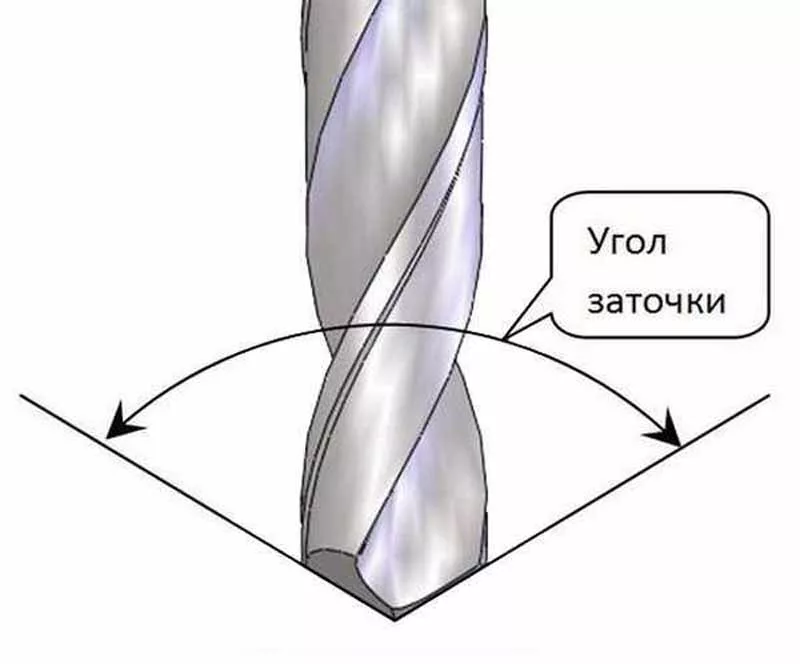
Технология
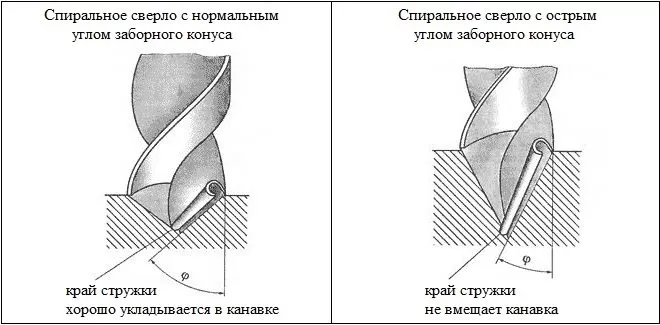
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
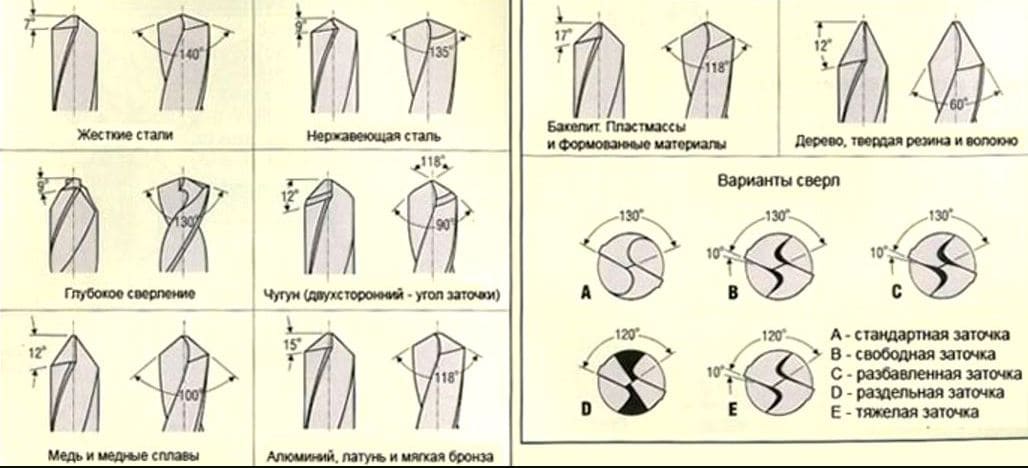
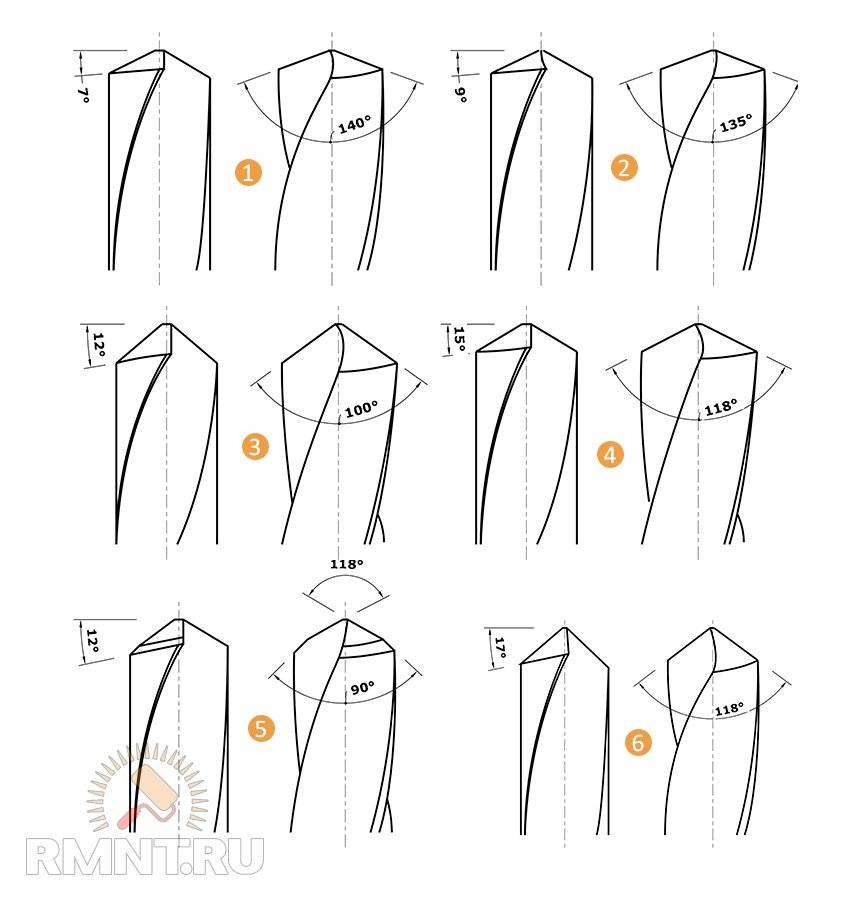
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
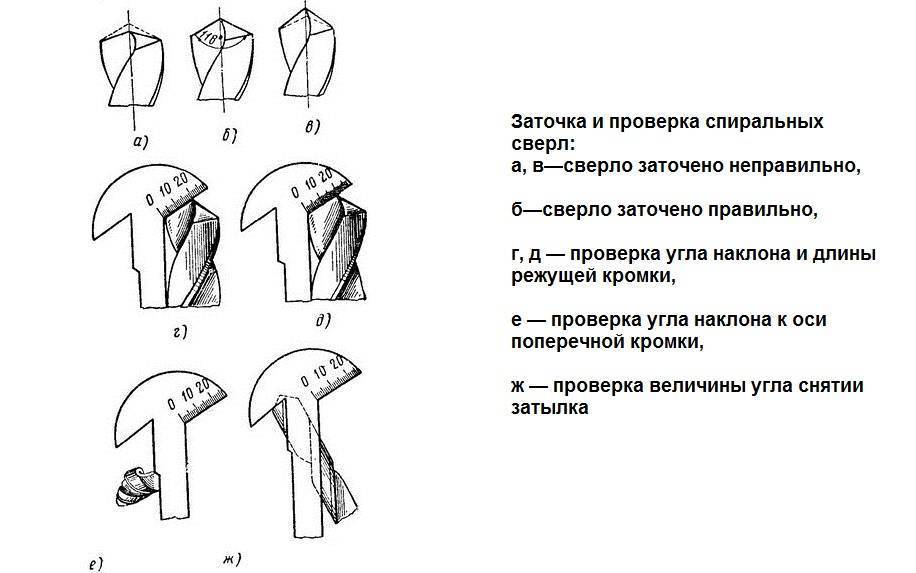
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
Подготовительный этап перед заточкой
Перед тем как начинать заточку инструмента необходимо подготовить очки для защиты глаз и перчатки, чтобы не повредить руки, а также банку с обычной водой
Объяснять важность техники безопасности, наверное, нет никакого смысла, так как здоровье человека, прежде всего
В процессе работы микроскопические частички металла
, искры и крупинки абразивного круга могут разлетаться в хаотическом порядке. Если не обеспечить защиту открытых участков тела, то металлическая стружка и пыль может проникать в кожу. Но особой опасности подвержены незащищённые глаза при попадании, в которые любого инородного тела могут возникнуть большие проблемы со здоровьем.
В свою очередь, банка с водой понадобиться для охлаждения затачиваемого сверла, так как в процессе трения поверхностей точила и инструмента происходит большое выделение тепловой энергии. Если своевременным охлаждением сверла пренебречь, то произойдёт его перегрев и в процессе его использования по прямому назначению оно может быстро сломаться или снова затупиться.
 Естественно, просто подготовить защитную амуницию
Естественно, просто подготовить защитную амуницию
и точильный станок – далеко не достаточно. Нельзя приступать к работе не ознакомившись с технологией заточки свёрл для чего целесообразно просмотреть видео. Даже несмотря на то, что сама процедура не слишком сложная, однако, она предусматривает строгое соблюдение последовательности проведения работ.
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла
необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
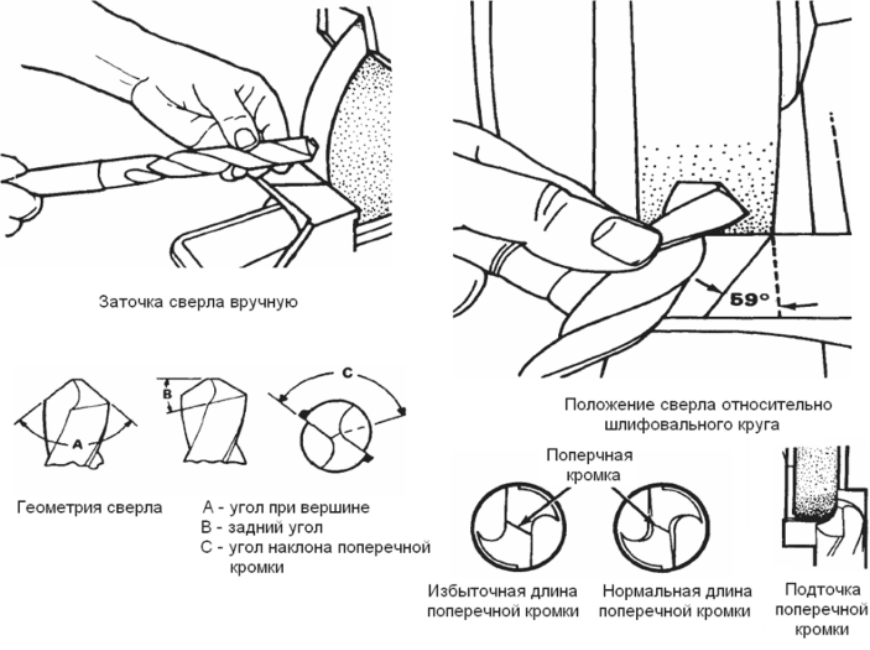
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов
. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ
.

Существует ещё один метод конической заточки
. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Приступаем к процессу заточки
Сначала рассмотрим, как правильно заточить сверло самому при помощи наждачных материалов.
Основной процесс ложится на заднюю часть. Включаем приспособление с наждаком и, крепко держа сверло по металлу, подносим его к кругу так, чтобы режущая часть была направлена на точило.










У нас получится параллельное расположение сверла относительно механизма. Заточив, таким образом, инструмент — мы получаем качественное сверло по металлам.
Такая простая заточка подходит для сверл с диаметром не больше 10 миллиметров.
Если он будет увеличиваться, то можно добавить общее время заточки, уделить повышенное внимание передней стороне и так далее. Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок
Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок.
Такое приспособление позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Видео:
Кроме того, если Вам нужно постоянно иметь возможность заточить свои инструменты, то собственный станок будет как нельзя кстати.
Особенно выгодно устанавливать такое приспособление дома, если нужно заточить твердосплавные сверла по металлу.
Есть определенные требования, согласно которым заточки следует проводить только на станке:
- если мы работаем со сверлами, которые используются для работы в глухих отверстиях, со снижением осевого усилия резания;
- работа с универсальными инструментами, имеющими большую прочность, что дает возможность обрабатывать прочные металлы;
- работа с подточкой меньшей толщины, если требуется сверление на значительную глубину.
Основная задача, которую должен исполнять станок – не просто затачивать, а правильно ориентировать сверло по металлу относительно круга. Поэтому в его конструкции есть опорная плита.
На нее устанавливают и сам станок, и двигатель, вал которого позволяет проводить точение. Там же подсоединяем поворотную колонку, на которой будет крепиться сверло.
Она поворачивается в удобном для нас положении – еще один плюс в возможности располагать инструмент.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
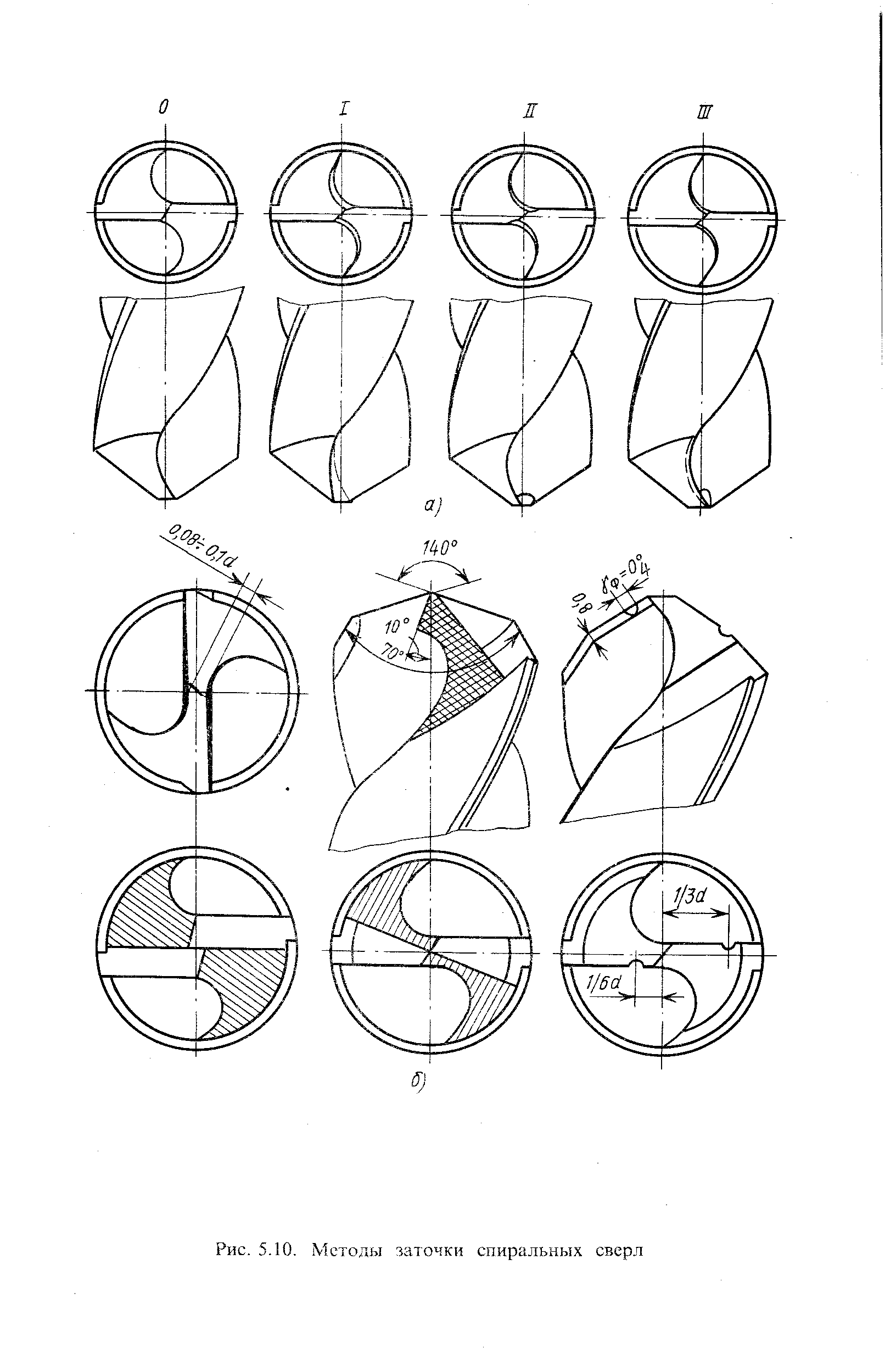
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг
Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Как заточить сверло без станка
Заточить сверло можно при помощи точильного круга. Для этого нужно аккуратно взять сверло одной рукой, а другой направлять его спиральную часть для заточки. Заточить сверло таким способом не так просто, как кажется. Чтобы сделать это правильно, нужно держать сверло строго под определенным углом. Затачивать сверло нужно поочередно с обеих сторон.
При заточке не следует сильно давить на сверло, чтобы избежать его деформации. Кроме того, этот способ не безопасен, нужно держать сверло очень аккуратно, чтобы не получить повреждения рук. Обязательно необходимо защитить глаза от попадания в них пыли при заточке сверла. Более быстрым и удобным способом заточки сверла является использование специального станка.
Виды заточек
Существует несколько способов, как заточить сверло, каждый из которых имеет свои достоинства и недостатки. Выбор одного из них зависит от вида оснастки и подручных материалов, которые есть в наличии.






Устройства для заточки сверл можно сделать самостоятельно или купить уже готовую модель в магазине.
Приспособления для заточки сверл по металлу призваны облегчить процесс шлифовки режущих граней.
Заводские заточные станки для сверл
Заводские станки — это специализированные приспособления для заточки сверл по установленным стандартам. Достоинство таких установок в их высокой эффективности и качественной обработки оснастки. Недостаток — высокая цена. Покупка станка для домашнего использования вряд ли будет нецелесообразной.

Самодельные приспособления для заточки сверл своими руками
Самодельные приспособления для заточки сверл отличаются простотой конструкции. Для их изготовления используются подручных средства и материалы, которые есть в наличии практически у каждого.
Приспособления, предназначенные для заточки сверл, способны наточить износившиеся грани не хуже заводских станков. Такая конструкция прослужит довольно долго, при этом по своим характеристикам она зачастую не уступает профессиональным устройствам из строительных магазинов.
Заточка сверла по металлу своими руками осуществляется на точильном круге при помощи самодельной конструкции, удерживающей сверло под требуемым углом.

Для заточки сверл спирального типа
Самым простым приспособлением является алюминиевая или медная оправка. Трубка подбирается с учетом диаметра оснастки. Расходник должен плотно прилегать к стенкам самоделки, ведь даже незначительное отклонение может привести к некачественному результату.
Еще одним устройством для заточки спирального сверла, которым пользуются многие мастера уже довольно давно, остается деревянная направляющая с подручником. Отверстие в бруске делается под углом заводской заточки расходника.
Для сверл большого диаметра
Подача сверла большого диаметра осуществляется аналогично спиральному. Приспособление делается из болтов и металлических уголков таким образом, чтобы сверло в нем лежало плотно и не вертелось во время обработки.
Сделанную конструкцию обычно прикрепляют к столешнице уголком и саморезами. При этом устройство должно иметь возможность отклонения в сторону на 15 градусов.
Для точения сверл на станке
Чтобы точить сверла на станке используются стойки из дерева и металла для подачи оснастки. При помощи транспортира устройство придается необходимый угол.

Приспособление на гравер и электродрель
Для надежной фиксации дрели на рабочей поверхности применяются угловые конструкции, удерживающие инструмент в одном положении в процессе заточки.

Приспособление из дверной петли
Из дверной петли, болта и гайки делается устройство-держатель. Преимуществом данного приспособления является доступность элементов и плотная фиксация болта.
Приспособление на основе гаек
Устройство для заточки сверл представляет собой две сваренные гайки, в одной из которых проделано отверстие по диаметру сверла. Чтобы не ошибиться с его размером, на гайке делается черта. За тем по нему вырезается отверстие болгаркой по металлу.
Для плотной фиксации применяется болт. Он закручивается таким образом, чтобы нижний конец упирался в оснастку.

Приспособление-шаблон типа «кондуктор»
Шаблон вида “кондуктор” служит одновременно для контроля режущих граней и подачи сверла под требуемым углом. Его можно приобрести в специализированном магазине, либо же сделать самостоятельно.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.

В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.

Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.

Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.





Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
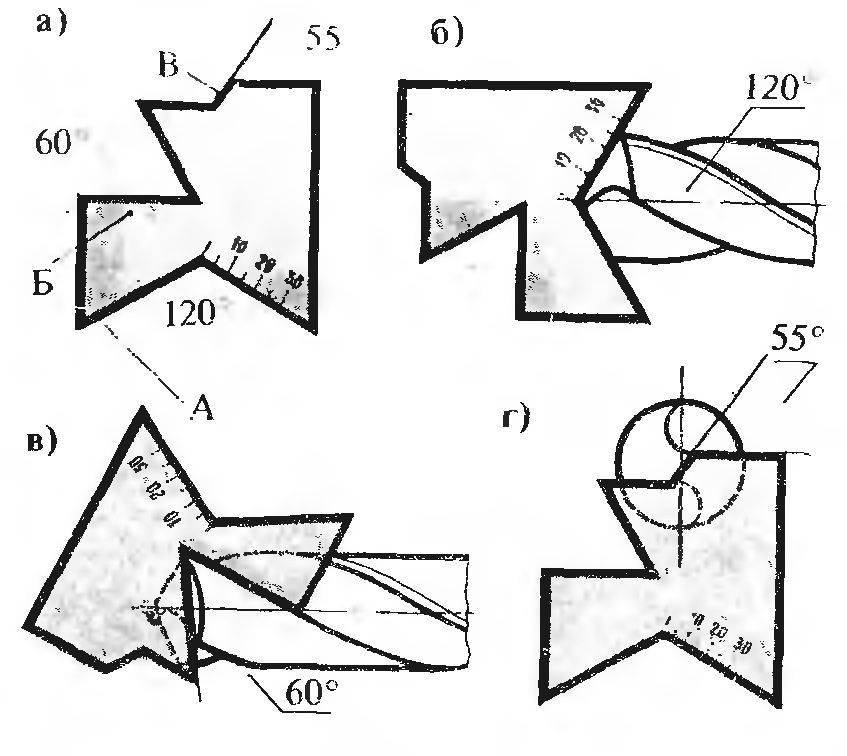
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
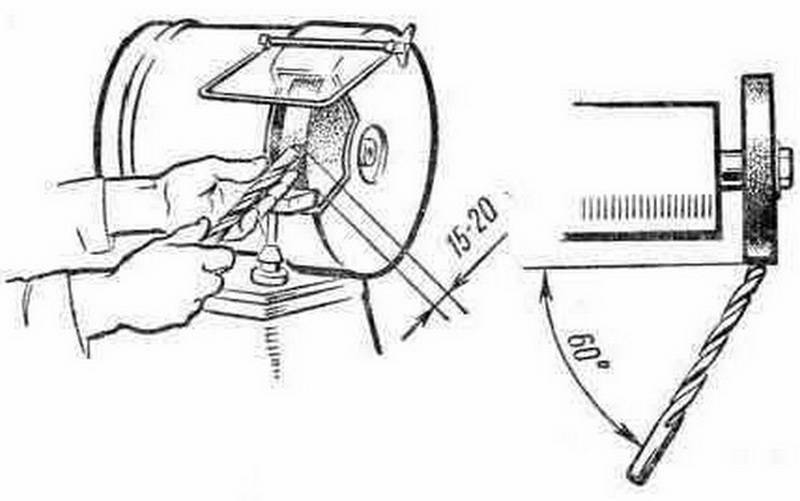
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Требования безопасности
На заводах используется профессиональное оборудование, а в домашних условиях самодельное приспособление для заточки сверл. Но вне зависимости от конструкционных особенностей, при заточке режущего инструмента необходимо соблюдать требования по технике безопасности. Не обязательно следовать всем пунктам, указанным в брошюрах разработанных инженерами по ТБ. Инструкции касаются работников заводских предприятий. Семейному мастеру достаточно выполнять основные правила.

Интересно! Как насадить топор на топорище своими руками
Если дома установлено приспособление для заточки средних, мелких сверл, заточнику перед работой следует:
- Проверить надежность закрепленного механизма и исправность узлов.
- По возможности предусмотреть при изготовлении оснасток защитный кожух, экран и использовать приспособления в процессе заточки.
- Пользоваться подручником, а не держать сверло на весу.
- Устанавливать мелкозернистые наждачные круги.
- Обеспечить себя необходимой спецодеждой и защитными очками, чтобы избежать попадания искр, пыли на одежду, в глаза.






