

Изготовление корпуса
Итак, в первую очередь подготавливаются детали будущего агрегата. Из трубы 425 мм будет изготавливаться корпус отопительного прибора. Для небольшого отопительного котла высота в 1,0-1,2 м с учетом небольшого диаметра – это оптимальный вариант.
Режем трубу по этим размерам с помощью газового резака. Края обрабатываем болгаркой.
Отверстия для топки и поддувала
Теперь необходимо в корпусе вырезать два отверстия: под топку и для поддувала. Они должны быть прямоугольными. Для топки подойдет размер 20х10 см, для поддувала 20х3 см. Они располагаются один над другим, топочное отверстие выше.
Расстояние от края трубы до поддувала в пределах 5-7 см. Между отверстиями расстояние – 5 см. Края отверстия обрабатываются болгаркой. Вырезанный кусок стенки трубы для топки будет использован в качестве дверцы. Его края также зачищаются.
Отверстия для патрубков
С помощью резака вырезаются еще два отверстия под патрубки подачи и обратки диаметром 25 мм. Отверстия располагаются друг напротив друга. При этом отверстие обратки вырезают сбоку котла над топкой: от топочного отверстия на расстоянии 15 см.
На расстоянии 5 см только от верхнего края корпуса вырезается отверстие для подачи теплоносителя. Тут же к этим отверстиям можно приварить два сгона.
Инструкция по самостоятельному изготовлению регистров
Изготовить своими руками проще всего стальной теплообменник, хотя и его сборка потребует навыков по работе со сварочным и шлифовальным оборудованием и соблюдения определенных правил.
- Перед монтажом необходимо выполнить расчеты и чертеж, на котором будут указаны размеры труб и соединительных элементов, расположение арматуры и узлов подключения. Чертеж поможет точно подсчитать количество и параметры расходных материалов.
- Просвет между секциями берется 1,5D или D+0,5 см, где D – диаметр трубы. Расстояние между параллельными участками змеевикового регистра рассчитывается в зависимости от используемого дугового элемента или радиуса поворота (R) при использовании трубогиба. В первом случае расстояние равно удвоенной разнице высоты дугового элемента (F) и диаметра: 2(F-D). Во втором случае расстояние будет равно 2R-D. При меньшем расстоянии снижается теплоотдача.
- Так как при монтаже используется сварочное и шлифовальное оборудование, обязательно надеть защитную одежду и обувь, а лицо защитить специальной маской или очками.
- Для эффективной работы регистра необходима строгая параллельность его секций, проконтролировать этот параметр в ходе работ помогут уровень, отвес и строительный уголок.
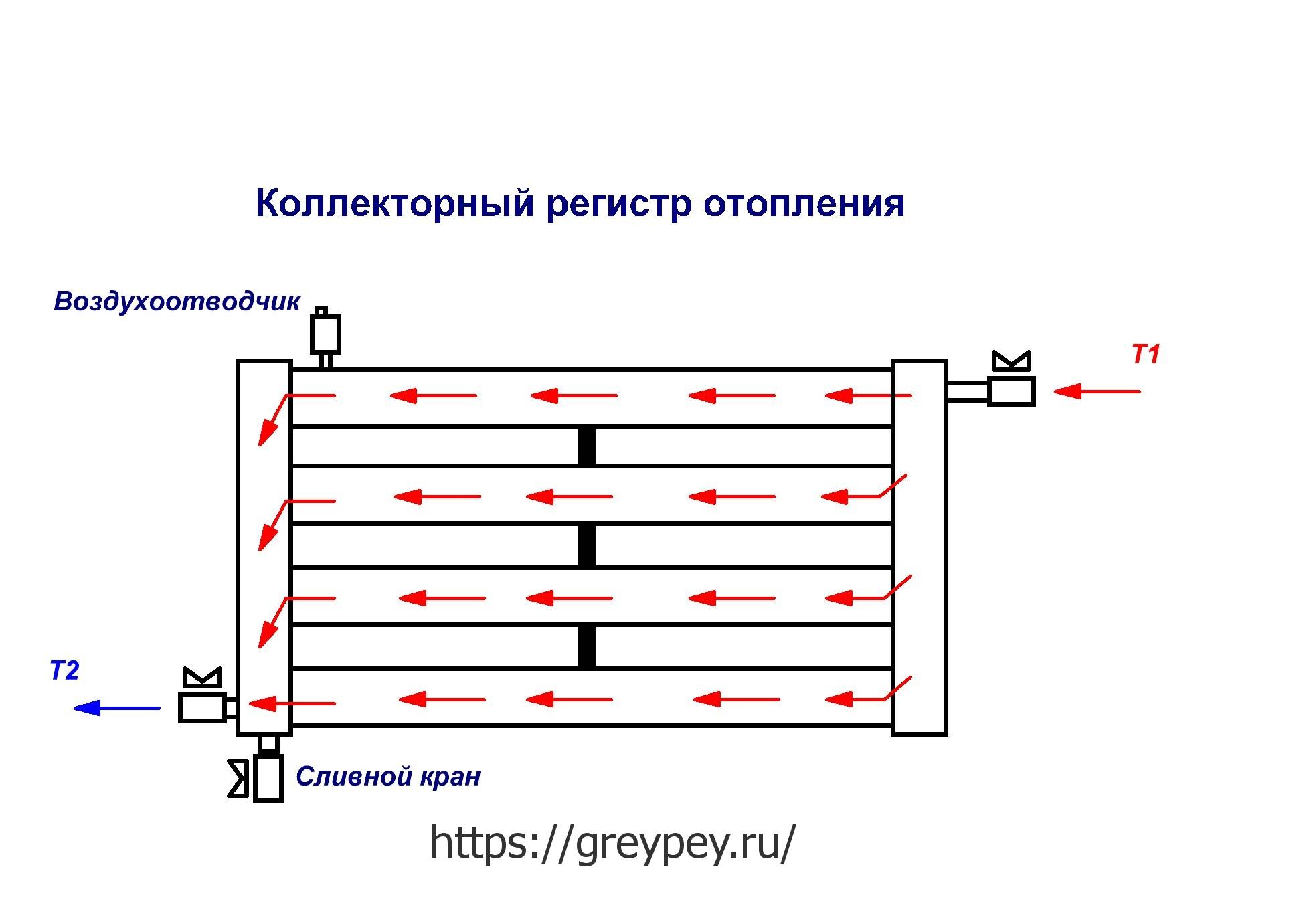
- В верхней точке регистра, наиболее удаленной от подающей трубы устанавливают воздухоотводчик, позволяющий избавиться от воздушных пробок в контуре. При установке параллельного теплообменника с коллекторами воздухоотводчики ставятся в верхней точке каждого коллектора.
- Для закрепления регистра потребуются стойки и кронштейны. Чем массивнее конструкция, тем больше крепежных элементов потребуется.
Порядок работ
- Производится уборка рабочего пространства.
- Размечаются и нарезаются в соответствии с чертежом элементы регистра.
- Внутренняя и внешняя поверхности труб, а также края отверстий очищаются от мусора и ржавчины стальной щеткой.
- Заглушки очищаются от мусора и налета. В двух заглушках высверливаются отверстия для подключения к отопительному контуру.
- Привариваются заглушки, перемычки и соединительные патрубки или коллекторы в соответствии с чертежом. Параллельность секций проверяется после присоединения каждого элемента.
- Зачищаются сварные швы.
- Проверяется герметичность получившегося регистра: выходное отверстие герметично закрывают, а через входное заливают воду под давлением. Если на швах появились даже маленькие капли, необходимо слить жидкость и дополнительно проварить шов.
- При необходимости покрывают теплообменник термостойкой краской по металлу.
- Закрепляют регистр на опорных и подвесных элементах.
- Подключают к системе отопления.
Изготовление регистров своими руками
Стальные регистры имеют довольно простую конструкцию и не требуют большого мастерства для их создания. Практически любой человек, имеющий опыт работы со сварочным аппаратом может изготовить самодельные радиаторы отопления из профильной трубы. В отличие от круглых, их удобно фиксировать на месте, что облегчает проведение сварочных работ.
Необходимые материалы и инструменты
Перед началом работ нужно запастись всем необходимым. Рассмотрим подробно, что потребуется для простейшего трехрядного регистра.
- Профильная труба в соответствии с расчетными параметрами. Размеры могут быть от 30х30х3 до 80х80х3 мм.
- Круглая труба с той же толщиной стенки диаметром 25 или 32 мм в зависимости от сечения профильной трубы.
- Стальной лист толщиной 3 мм.
- Патрубки с наружной или внутренней резьбой в соответствии с диаметром и типом подключения – 2 шт.
- Стальная муфта с внутренней резьбой диаметром 15 мм и кран Маевского.
- Сварочный аппарат.
- Дрель.
- Болгарка.
- Молоток.
- Маркер или металлический стержень.
- Рулетка.
- Профильная труба режется на отрезки требуемой длины в соответствии с чертежом.
- Круглая труба режется на 4 отрезка по 10 см.
- Из листового металла вырезается 6 заглушек в соответствии с размером и формой профильной трубы. Они должны быть на 3-5 мм меньше сечения трубы. Это позволит аккуратно спрятать сварной шов в зазоре.
- Трубы укладываются на ровную горизонтальную поверхность строго параллельно на расстоянии 10 см. Можно использовать два деревянных бруса для опоры. Торцы выставляются в одну линию. Делаются метки для отверстий на расстоянии около 5-10 см от края.
- С помощью резака или дрели вырезаются намеченные отверстия в соответствии с диаметром перемычек.
Порядок выполнения работ
- Перемычки фиксируются на своих местах и прихватываются сваркой в 2-3 точках.
- Расположив конструкцию вертикально, окончательно приваривают перемычки. Рекомендуется сначала выполнить тонкий шов при малом токе, что позволит хорошо заполнить щели. Далее выполняется толстый основной шов при увеличенном токе.
- Очищается внутреннее пространство регистра от металлического мусора и шлака.
- Прикладываются, прихватываются и привариваются заглушки к торцам профильных труб.
- Обрабатываются сварочные швы. Выступающие части сбивают молотком, затем каждый шов зачищают болгаркой.
- Отверстия в регистре сверлятся в зависимости от выбранной схемы подключения. При этом их лучше размещать не по центру торцов, а чуть выше или ниже.
- К отверстиям привариваются присоединительные патрубки.
- Зачищаются швы и заглушаются все отверстия кроме одного. Регистр заполняется водой под давлением и выполняется проверка качества сварки. Швы должны выдерживать давление до 13 атм.
- Внешняя поверхность очищается, обезжиривается и красится термостойкой краской.
- К верхнему ряду приваривается штуцер и устанавливается кран Маевского.
Иногда к регистру привариваются опоры, но более универсальны приборы без них. При необходимости всегда можно воспользоваться подставкой, зато вес меньше и сохраняется возможность крепления на стену.
Сборка отопительного агрегата
В первую очередь к блину 412 мм приваривается дымоход. Затем внутри корпуса на высоте 30-35 см от топочного отверстия необходимо приварить временные упоры. Это может быть проволока или арматура. На них сверху опускается блин с дымоходом.
Основные стыки
А вот теперь самый важный момент – надо сварить между собой блин и корпус котла. Проварить шов надо обязательно с двух сторон и сделать это необходимо качественно. Этот стык есть сопряжение топки и водяного бака.

Далее на торчащий из котла дымоход надевается блин 425 мм. Здесь необходимо хорошо проварить два стыка: между внешними краями блина и корпусом котла, между дымоходом и металлическим кругом.
Топочный отсек
Следующий этап касается топочной камеры. С обратной стороны от дымохода внутрь корпуса вставляется готовая решетка из арматуры.

Затем из уголка 25 мм вырезаются болгаркой несколько кусков, которые привариваются внутрь котла между топочным отверстием и поддувалом. Это будут упоры, на которые ляжет решетка.
Нижняя часть корпуса
И последнее. Необходимо приварить блин 425 мм к нижнему краю корпуса, приварить к нему четыре ножки из трубы 25 мм высотою по 5 см. Далее привариваются петли, на которые навешивается дверца топки.
Конструкция для задвижки поддувала
Конструкция может быть разной: в виде обычной дверцы, в виде шибера (это заслонка, которая перемещается в плоскости отверстия), в виде поворотной заслонки с отверстиями в корпусе. Продаются готовые изделия, которые просто привариваются по месту.
Можно сварить цельную конструкцию своими руками и прикрепить ее к котлу. Из всех предложенных вариантов самый простой – это или дверца, или шибер.
Классические конструкции регистров отопления
Вариант #1 — горизонтальный регистр
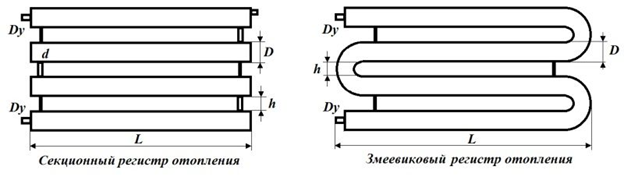
Чаще всего при изготовлении регистра отопления соединяют две-три параллельные трубы, уложенные в горизонтальном направлении. Расстояние между соседними секциями в регистре должно обязательно быть больше диаметра на 50 мм. Пользуются популярностью и змеевиковые конструкции регистров, подразделяющиеся на несколько видов в зависимости от способа подключения приборов к системе отопления.
Регистры отопления змеевикового типа: L — длина отопительного прибора, D — диаметр трубы, h — расстояние между трубами (больше диаметра на 50 мм)
Длина отопительных приборов выбирается в соответствии габаритам комнаты или помещения, в котором планируется производить монтаж системы отопления. Помимо перечисленных видов конструкций регистров отопления еще бывают:
- однотрубные изделия;
- четырехтрубные приборы;
- пятитрубные модели и т.д.
Количество труб, используемых в одном регистре отопления, зависит от площади обогреваемого помещения, качества теплоизоляции объекта, наличия иных источников тепла в помещении и др. Перебирая возможные диаметры труб, высчитывают оптимальные размеры изделий, при которых в отапливаемом помещении будет поддерживаться оптимальный температурный режим.
Горизонтальные регистры отопления из гладких труб используют при нижней разводке трубопровода. При этом изделия аккуратно располагают по периметру помещения ближе к поверхности пола. В жилом доме трубы идут под окнами. В производственных помещениях расположение отопительных приборов зависит от высоты потолков, особенностей планировки объекта и размещения промышленного оборудования.
Регистры отопления успешно обогревают социальные объекты. Уход за такими отопительными приборами намного проще, чем за чугунными батареями
Вариант #2 — вертикальные регистры
При проведении перепланировки квартир и расширении их жилой площади за счет балконов и лоджий приходится демонтировать батареи, установленные застройщиком при сдаче объекта. При этом демонтированные радиаторы заменяются вертикальными регистрами отопления, сваренными из большого количества круглых труб небольшого диаметра. Данные отопительные приборы размещают в простенке, расположенном рядом с оконным проемом.







Расчет конструкции водяного регистра
Регистр отопления
Чтобы сделать расчет регистров отопления, нужно точно определить каким требованиям они должны отвечать. Возможно – это будет просто самодельный радиатор, для отопления, а может – сушилка для вещей. Естественно, конструкции будут разные. Расположение отрезков труб в регистре водяного отопления:
- вертикальное;
- горизонтальное.
Первый вариант встречается крайне редко, в основном все делают регистры водяного отопления из нескольких параллельных отрезков, которые находятся в горизонтальной плоскости. Чтобы в регистре осуществлялась циркуляция, горизонтальные отрезки соединяются между собой переливными патрубками:
- одним;
- двумя.
Варианты конструкции регистров
Еще один вид соединения горизонтальных труб в регистре выполняется при помощи угловых муфт того же диаметра, которые привариваются к торцам. Поворот делается на 180 градусов, для этого две угловые муфты по 90 градусов свариваются между собой. В таком случае заглушки для регистров отопления будут не нужны. Такой метод соединения лучше всего подходит для гравитационных систем обогрева, где циркуляция осуществляется за счет силы притяжения.
- сверху;
- снизу.
Отопительные регистры батареи с верхней подачей встречаются гораздо чаще, чем с нижней. При этом размещение патрубков подачи и обратки также может быть разным:
- на одном торце;
- на разных торцах.
Самым выгодной схемой подключения теплообменника к контуру считается та, в которой подача осуществляется сверху, а обратка выходит внизу противоположного торца. Гост на регистры отопления регламентирует не его конструкцию, а технические характеристики труб, из которых он сделан.
Из каких частей состоит регистр отопления
Расчет мощности регистра отопления заключается в том, чтобы подобрать необходимые габариты теплообменника. Это напрямую влияет на количество теплоносителя в нем и площадь теплообмена. Чем больше регистр – тем большее помещение он сможет нагреть.
Получается, что нужно определить диаметр труб таким образом, чтобы теплоотдача регистров отопления имела достаточный уровень для обогрева помещения определенной площади. Это если есть возможность выбирать, а если регистр варится из того что есть в наличии, то возможно, придется немного изменить конструкцию.
Для каждого региона есть свои стандарты количества энергии для отопления одного метра помещения. Для расчета регистров из гладких труб для отопления можно брать среднее значение в 100 Вт. Если переживаете, что не хватит, то просто делайте запас 50%. Теперь подгоняем наш регистр под эти требования. Для наглядности возьмём в качестве примера регистр отопления из трех труб размером по два метра каждая. Алгоритм действий:
- определяем площадь помещения;
- считаем сколько необходимо мощности для его обогрева;
- подставляем значение в формулу определения диаметра.
Допустим, что у нас помещение 50 м кв. Получается, что нам потребуется 500 Вт тепловой мощности, чтобы температура воздуха была в приделах, установленный нормативными документами. Формула вычисления диаметра имеет следующие величины:
- П – 3,14;
- длина регистра;
- коэффициент теплопроводности металла, для стали 11,63;
- разница между температурами подачи и обратки.
В качестве эталона для расчета разницы температур подачи и обратки берут значение 80 и 20 градусов, соответственно. Если вы знаете, что в вашем контуре температура не будет превышать 65 градусов, значит, подставляете свое значение. Мы продолжим расчет, исходя из средних величин, то есть разница температур составляет 60 градусов.
Диаметр трубы = 500 / (3,14*6 (три трубы по 2 метра) * 11,63 * 60) = 0,038
Значение мы получили в метрах, что составляет 38 мм. Получается, чтобы отопить помещение 50 м кв регистром из трех горизонтальных отрезков по два метра, нужно использовать трубы с внутренним диаметром не меньше 38 мм. Если вышло так, что нужно сварить регистр из уже имеющихся труб, тогда нужно рассчитывать общую длину отрезков. Для этого из уже имеющейся формулы можно посчитать эту величину.
Длина отрезков = 500 / (3,14*11,63*60*сечение наших труб в метрах)
Для изготовления регистров применяются трубы с диаметром от 32 мм, допустим, именно они есть в наличие. Подставив значение в расчет, можно вычислить, что для обогрева такого помещения потребуется 7,1 метра. Эту величину можно разбивать на несколько отрезков. Получается, что расчет количества регистров отопления сводится к тому, чтобы узнать общую длину труб с заданным диаметром, а потом разбить ее на удобные отрезки.
Инструкция, как сделать регистр отопления своими руками
Для домашнего изготовления регистра отопления лучше всего использовать стальные трубы. Для их скрепления понадобится обычная сварка, сталь простая в монтаже и обслуживании. Подготовьте необходимые инструменты и материалы:
- сварочный аппарат;
- болгарка;
- газовый ключ;
- молоток;
- щетка с металлическим ворсом;
- тиски для труб;
- молоток;
- уголок и уровень;
- дрель и сверла по металлу;
- рулетка.
Как сделать регистр отопления своими рукамии получит качественный прибор? На первом этапе проводят нарезку стальных труб необходимой длины. Из труб меньшего диаметра нарезают заготовки для соединения горизонтальных секций, а также изготавливают четыре перемычки из дюймовой круглой трубы.Из листа металла толщиной 3 мм нарезают заглушки, размер которых определяется по прямоугольному сечению профиля. На двух из них прорезаются отверстия для патрубков. Также необходимо подготовить сами патрубки на вход и выход с резьбовым соединением или под сварку.
На втором этапе, после того, как будут подготовлены все элементы конструкции, в стенах труб вырезают проходные отверстия. Учитываются отступы от каждого торца трубы, примерно 10-15 см. Внутренняя поверхность каждой трубы должна быть хорошо зачищена от шлаков и окалин. Каждый торец закрывается круглой заглушкой, а края завариваются по кругу. Верхняя и нижняя труба закрывается заглушками с отверстиями.
На третьем этапе выполняется сборка регистра. Подготовленные трубы выкладывают на ровной поверхности в той последовательности, в которой они будут выглядеть после сборки. С помощью уровня выравниваются по торцевым кромкам. Следите, чтобы трубы с отверстиями на торцах разместились в нужном месте: сверху и снизу и с учетом выбранной схемы подключения: односторонняя, двухсторонняя.
С помощью сварки перемычки, переходные трубы и патрубки привариваются между основных труб. Проверяется герметичность соединений и только после этого отопительныйприбор готов к установке.
После сборки наступает этап подключения самодельного регистра к системе отопления. Если конструкция получилась тяжелой, ее нужно закрепит с помощью стойки или кронштейнов. Чем тяжелее прибор, тем мощнее крепежи понадобятся. Полость труб заполняется теплоносителем. К общему трубопроводурегистр крепится с помощью патрубков с резьбой или приваривается наглухо.
Для присоединения регистра с помощью резьбы используют шаровой кран, муфту или накидную гайку-американку. Если используется варка, то ей приваривается штуцер, вкрученный в шаровой кран, к трубе отопительного контура.
Монтаж регистра лучше проводить до начала отопительного сезона. Это позволит устранить все неисправности в случае их обнаружения.
Как правильно сварить регистр отопления
Сборка отдельных элементов конструкции воедино осуществляется посредством сваривания металла. Это можно сделать любым удобным для вас способом. Как правильно сварить регистр отопления? На самом деле все зависит от того, какой у вас сварочный аппарат:





- электродуговой (ручной, полуавтомат);
- газовый.
Самое широкое распространение имеют электродуговые ручные сварочные аппараты, так как они самые дешевые и простые. Таким аппаратом можно как соединять металлические детали, так и резать их. На больших деталях нужно прорезать отверстия для патрубков. Делать это надо возле края, отступив один диаметр патрубка. На средней секции будет четыре отверстия, на первой и крайней – по два.
Отверстия для соединительных патрубков
После этого на ровной горизонтальной поверхности выкладываем все элементы в одну конструкцию и делаем прихватки у основания патрубков. Нужно делать либо две прихватки по экватору патрубка, либо три равномерно по всей окружности, как в значке мерседеса. Если расположение прихваток будет неправильным, то деталь во время сваривания может повести. Убедившись в правильности геометрии регистра, можно переходит к свариванию.
Во время работы в плавильной ванночке нужно поддерживать высокую температуру, и распределять расплавившийся металл. Электрод постоянно должен двигаться по определённой траектории. Как сварить регистр отопления, самые простые траектории движения электрода:
- влево — вправо (ёлочка);
- вперед — назад (с наплывом).
Важнейший момент – это формирование корня шва на прихватке и выход из прихватки. Процесс выполняется с отрывом, так как сварщику нужно менять положение электрода. Хотя при должной сноровке можно варить и без отрыва. После того как шов остынет нужно молотком сбить шлам. Итак, осталось только заварить торцы заглушками, которые нужно предварительно вырезать из металла такой же толщины.
В итоге у нас получилась заготовка, в которой в дальнейшем будут вырезаны отверстия для подачи и обратки, а также воздухоотводчика. Воздухоотводчик, тот же кран Маевского, выводит воздушные карманы, которые уменьшают КПД теплообменника. Также можете более подробно прочитать про воздух в системе обогрева. Подключение регистров к системе отопления – это последний этап, после которого можно проводить гидравлическую проверку и вводить оборудование в эксплуатацию.
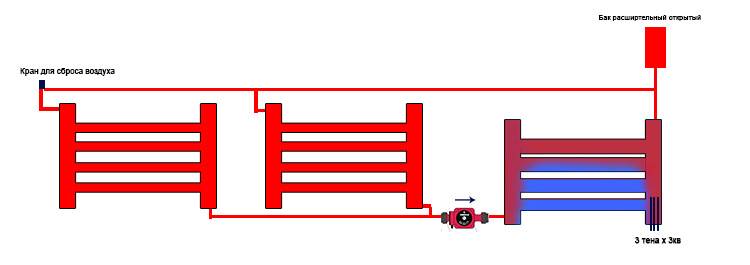
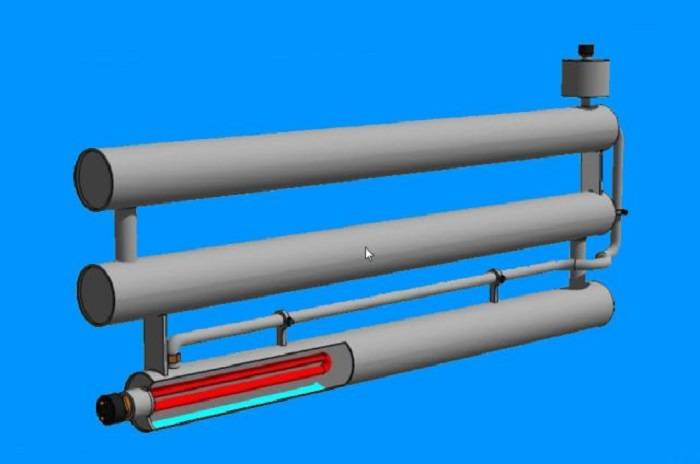
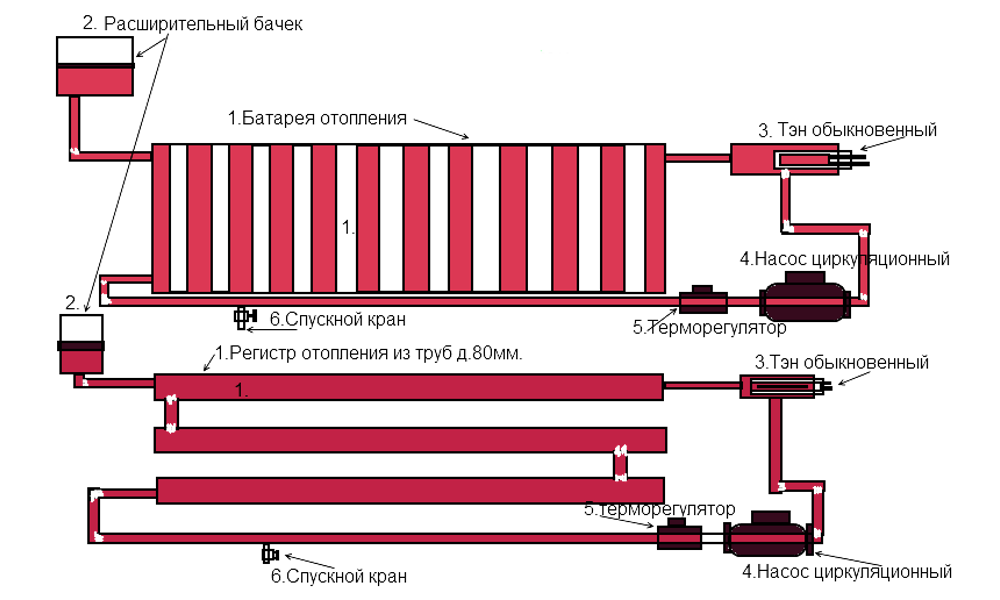
Помимо этого данная заготовка может быть использована для изготовления регистра с электрическим тэном. В нижнем торце вырезается отверстие для тэна, а в верхней части устанавливается расширительный бак открытого типа.
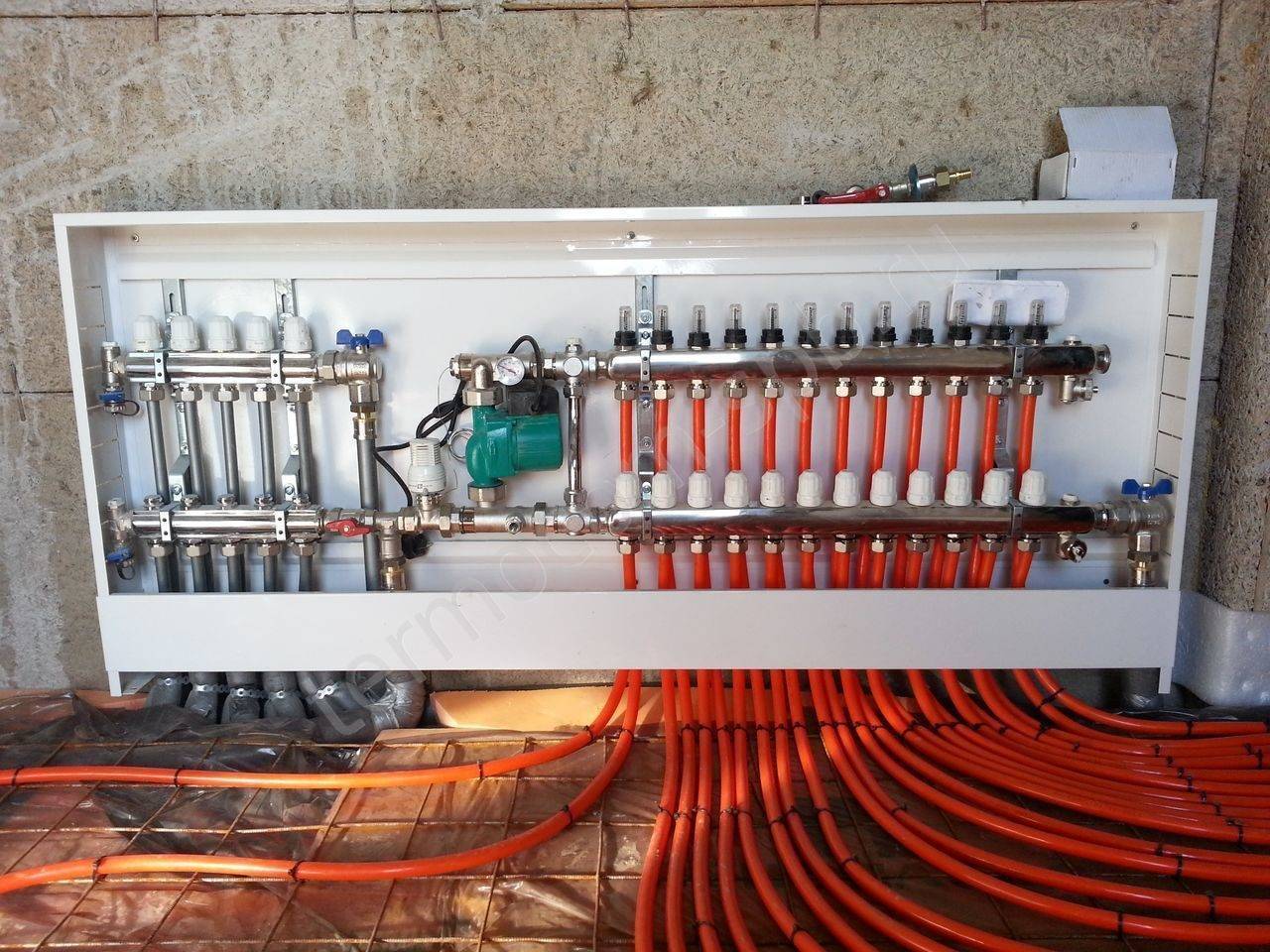
Правила подбора комплектующих
Выполнив все расчеты, следующим действием будет подбор необходимого комплекта механизмов. Самый простой набор состоит из запорной арматуры. Однако с таким устройством сложно регулировать мощность отдельных отопительных линий.
Для решения этой задачи на подающую гребенку устанавливают кран-буксы, посредством которых возможна плавная настройка. На обратный коллектор монтируют ротаметры.
Параметры коллектора должны быть достаточными для удобного доступа к запорно-регулировочной арматуре. Средние показатели диапазона между контурами – 100-150 мм, межосевое расстояние между подающей и обратной гребенкой – 250-300 мм
Для теплых водяных полов схема комплектации будет отличаться.
Для сборки потребуются такие элементы:
- Запорно-регулирующий клапан. Монтаж производится на соединительные патрубки. С помощью этой арматуры осуществляется полная или частичная остановка притока теплоносителя. Рекомендуется применять автоматическую модификацию.
- Ротаметры. Такие элементы монтируют на обратный коллектор. Они выполняют аналогичную функцию, как и предыдущий элемент, только в обратном трубопроводе.
- Узел подмеса. Посредством микширования потоков горячей и холодной воды оптимизируется заданный рабочий режим обогрева.
Комплект коллектора обязательно оснащается группой безопасности во главе с манометром, воздушным клапаном, термостатом и циркуляционным насосом. Он может быть дополнен сервоприводами, управление которыми воспроизводится через контрольный электроблок. Таким образом, работа системы может быть автоматизирована.
Способы монтажа: сварка или резьба?
Самой большой проблемой при проведении монтажных работ по сборке и установке регистров отопления являются сварочные работы. Отопительные приборы собирают из отдельных деталей вне помещения, а потом уже из подготовленных заготовок производят монтаж системы отопления с помощью газосварки. Сварные швы можно заменить резьбовыми соединениями, которые по прочности и долговечности уступают им, но при соблюдении технологии проведения работ и использовании современных материалов могут обеспечить продолжительную эксплуатацию отопительного оборудования.

Регистр отопления в гараже или на складе является самостоятельным прибором, позволяющим обогреть помещение технического назначения с помощью электричества
Выбор труб для изготовления регистров
Поскольку на рынке доступны регистры, изготовленные из различных труб, то людям, не имеющим опыта в выборе отопительных приборов довольно сложно принять решение о покупке определенного типа устройств.
В настоящий момент наиболее востребованы регистры из алюминиевых, чугунных и стальных труб.
Алюминиевые трубы в конструкции регистра
 Регистры из алюминиевых труб производят путем монолитного литья, поэтому для прибора характерно отсутствие сварочных швов и соединений между секциями. Такая конструкция обеспечивает беспрепятственную циркуляцию теплоносителя, устойчивость к действию коррозии и долгий срок службы в системе отопления.
Регистры из алюминиевых труб производят путем монолитного литья, поэтому для прибора характерно отсутствие сварочных швов и соединений между секциями. Такая конструкция обеспечивает беспрепятственную циркуляцию теплоносителя, устойчивость к действию коррозии и долгий срок службы в системе отопления.
 Поскольку изготовление регистров отопления цена которых довольно высока, представляет собой сложный процесс, то самостоятельно изготовить качественный алюминиевый регистр сложно. Но купив уже готовые приборы, потребители могут их использовать для отопления жилых, коммерческих и производственных объектов.
Поскольку изготовление регистров отопления цена которых довольно высока, представляет собой сложный процесс, то самостоятельно изготовить качественный алюминиевый регистр сложно. Но купив уже готовые приборы, потребители могут их использовать для отопления жилых, коммерческих и производственных объектов.
Стальные трубы для изготовления регистров
Стальные регистры отопления из профильной трубы отличаются легким весом и превосходными показателями тепловой отдачи. Для интегрирования таких приборов в систему отопления используется сварной метод
Важно следить за тем, чтобы работа сварщика была произведена на профессиональном уровне, поскольку в дальнейшем это станет залогом долгой службы отопительного прибора в контуре отопительной системы
Среди недостатков регистров из стали можно отметить высокую стоимость и непрезентабельный внешний вид, для оптимизации которого собственнику придется периодически прибегать к окрашиванию труб.
Регистры из чугунных труб
 Если при выборе отопительных приборов решающее значение для собственника играет доступная цена регистры отопления из чугуна станут для него оптимальным выбором. Такие приборы наиболее доступны из предложенных на рынке вариантов и имеют ряд преимуществ. Они обладают достаточной теплоотдачей, простотой монтажа, обусловленной применением фланцевого монолитного соединения и могут гарантировать равномерное, волнообразное отопление.
Если при выборе отопительных приборов решающее значение для собственника играет доступная цена регистры отопления из чугуна станут для него оптимальным выбором. Такие приборы наиболее доступны из предложенных на рынке вариантов и имеют ряд преимуществ. Они обладают достаточной теплоотдачей, простотой монтажа, обусловленной применением фланцевого монолитного соединения и могут гарантировать равномерное, волнообразное отопление.
 Однако большой вес чугунных труб говорит о том, что для их крепления на стене потребуются специальные кронштейны для отопления радиаторов, которые равномерно распределят нагрузку и надежно зафиксируют регистр на стене. Чугунные регистры долговечны, практичны и функциональны. Поэтому их выбирают рациональные и экономные собственники недвижимости для создания систем отопления.
Однако большой вес чугунных труб говорит о том, что для их крепления на стене потребуются специальные кронштейны для отопления радиаторов, которые равномерно распределят нагрузку и надежно зафиксируют регистр на стене. Чугунные регистры долговечны, практичны и функциональны. Поэтому их выбирают рациональные и экономные собственники недвижимости для создания систем отопления.
Виды регистров отопления
Конструктивно все регистры отопления являются простыми трубчатыми теплообменниками типа «вода-воздух», которые отдают тепло за счет конвекции (в меньшей степени) и излучения (в большей степени). Однако на практике реализация функций этих приборов может достигаться различными путями, что обуславливает различие в конструкции регистров и материалах изготовления, способах соединения и подключения, дополнительному функционалу и т.д.
По форме и конструкции
Существует два основных конструктивных типа регистров отопления:
- Секционные;
- Змеевиковые (S-образные).
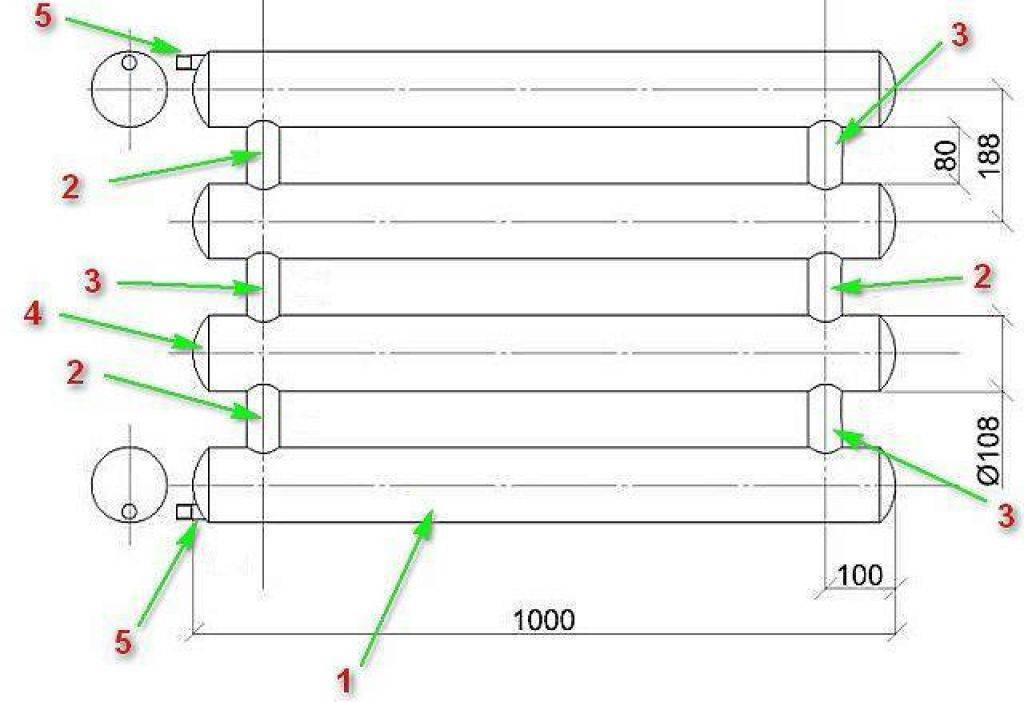
Типы регистров отопления
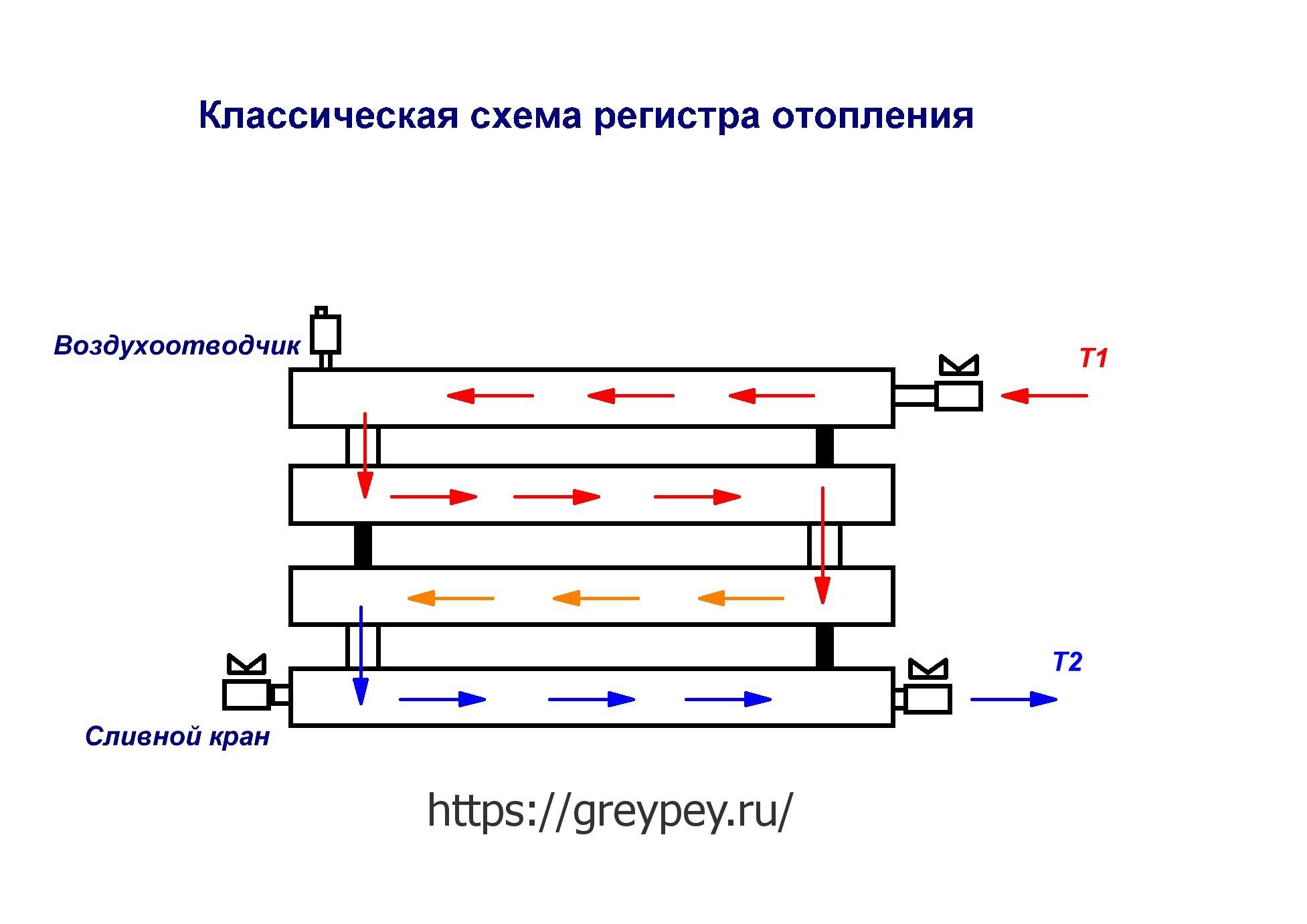
Секционный регистр отопления состоит из ряда параллельных труб (от 2 до 5) одинакового диаметра, заваренных с торцов, и соединенных друг с другом поперечными перемычками из труб меньшего диаметра. Эта конструкция наиболее проста в изготовлении, однако она обладает невысокими эстетическими качествами. Соединение труб в регистрах данного типа может осуществляться двумя способами:


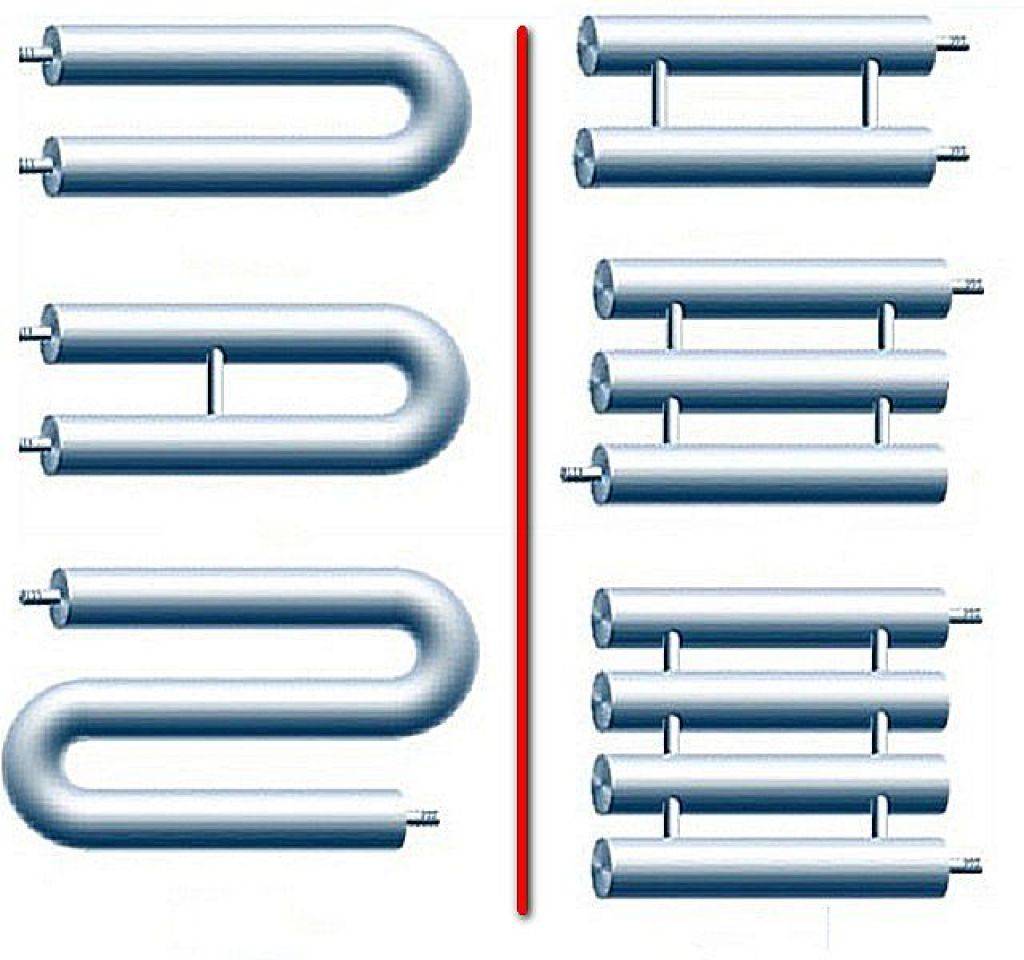



- Колонка – перемычки расположены с обеих сторон всех труб;
- Нитка – по одной перемычке между каждой парой труб (создается один непрерывный поток теплоносителя).

Способы соединения труб в приборах секционного типа
Змеевиковый регистр отопления состоит из ряда параллельных труб, соединенных торцевыми полукруглыми перемычками того же диаметра. Также змеевик может изготавливаться из одной трубы путем ее гибки – обычно этот способ используется для производства полотенцесушителей и регистров малых размеров.
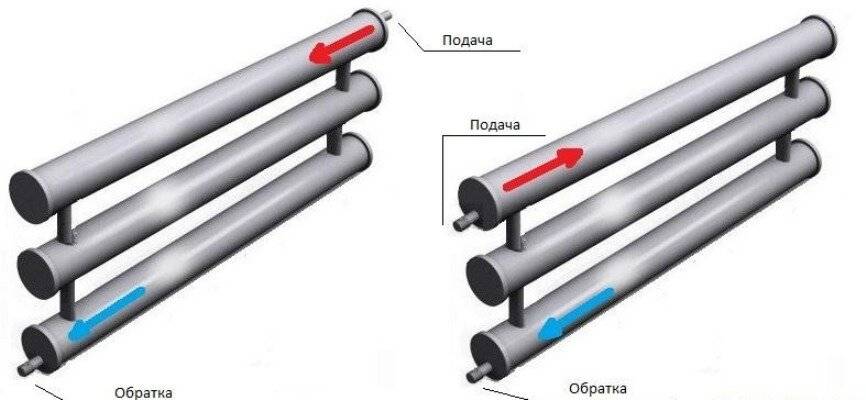
По способу подключения
Регистры могут подключаться к системе отопления тремя способами:
- Диагональное подключение – ввод в верхней точке, вывод в нижней точке, вода проходит по всему регистру, чем достигается наибольшая теплоотдача и эффективность всего прибора;
- Нижнее подключение – ввод и вывод расположены снизу, эффективность регистра понижается, однако такое подключение позволяет улучшить эстетические качества конструкции;
- Верхнее подключение – ввод и вывод расположены сверху, такое подключение наименее эффективно, оно используется только в случае крайней необходимости.
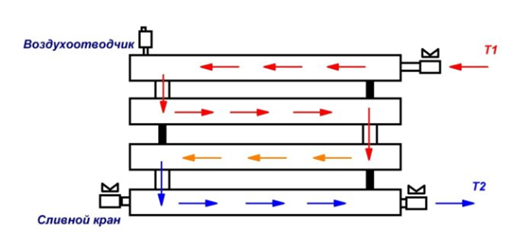
Наиболее эффективная схема подключения регистра отопления (диагональная)
По материалу изготовления
Приборы изготавливаются из различных материалов:
- Стальные трубы гладкие и с оребрением – стандартные электросварные или бесшовные трубы с покрытием (цинковым) или без него;
- Чугунные трубы гладкостенные и с оребрением – специальные трубы, обладающие увеличенной площадью поверхности;
- Трубы круглого сечения и профильные из нержавеющей стали;
- Трубы круглого сечения и профильные из цветных металлов – меди, алюминия.
Наиболее часто используются гладкостенные трубы диаметром 48 – 159 мм из стали различных марок, легко поддающиеся сварке и механической обработке (именно такие регистры чаше встречаются в продаже). Реже находят применение регистры из нержавеющей трубы, обычно они изготавливаются гнутьем без применения сварки. Чугунные регистры также находят относительно небольшое применение, так как они тяжелы, имеют невысокие эстетические качества и практически не поддаются ремонту. Регистры из цветных металлов наиболее дорогие и находят ограниченное применение в тех случаях, когда необходимо обеспечить высокие эстетические качества помещения.

Регистр отопления из трубы с оребрением
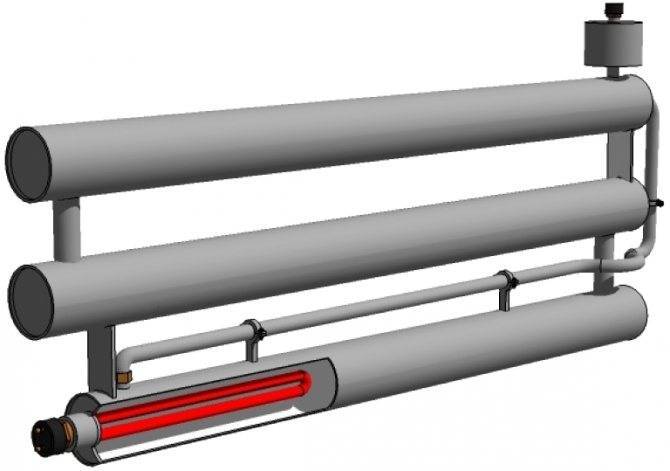
По функционалу
Основная масса регистров не имеет дополнительного функционала – это простые трубы, в которых могут быть предусмотрены кран Маевского, кран для очистки от отложений, штуцеры для отвода горячей воды и т.д. Но некоторое распространение получили автономные передвижные отопительные приборы, выполненные в виде регистров со встроенными электронагревателями. Такие приборы являются интересным решением для отопления хозяйственных построек, гаражей, производственных и иных нежилых помещений.
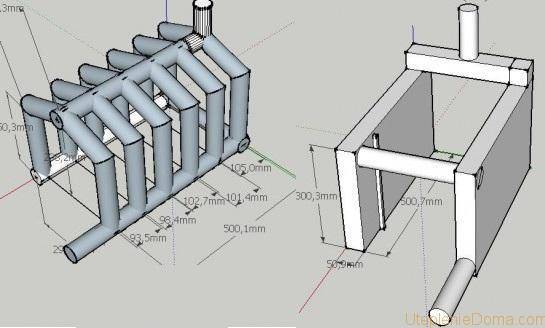
Выводы и полезное видео по теме
О последовательности изготовления отопительного регистра из профильной трубы и секретах сварки вы можете узнать из видеоролика:
Самодельное нагревательное оборудование активно продолжают делать и эксплуатировать в сельской местности либо на частных производствах для обогрева служебных технических помещений. Но многие отказываются от использования таких нерациональных сооружений, особенно там, где внедряются приборы учёта и контроля потребления теплоносителя.
Хотите рассказать о том, как собрали регистр для гаража или дачи собственными руками? Располагаете информацией, которая может пригодиться самостоятельным домашним мастерам? Пишите, пожалуйста, комментарии в находящемся ниже блоке, делитесь полезными сведениями и фото по теме статьи, задавайте вопросы.





