

Ошибка №6 Неправильный подбор флюса.

Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые
советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от
нее лучше.

По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
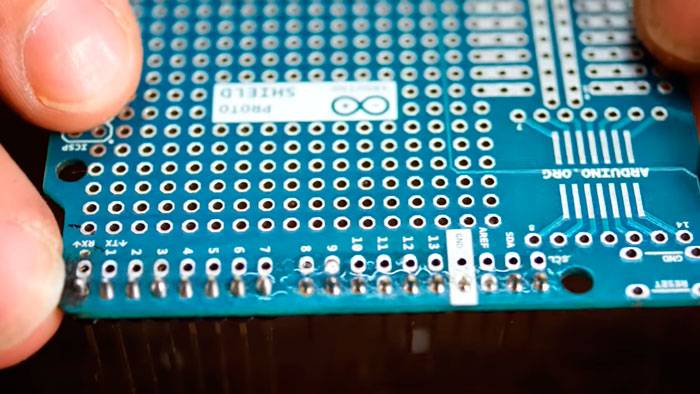
несколько микрокапелек кислоты.
А она
проникает во все поры, и простое протирание тряпочкой не всегда спасает.
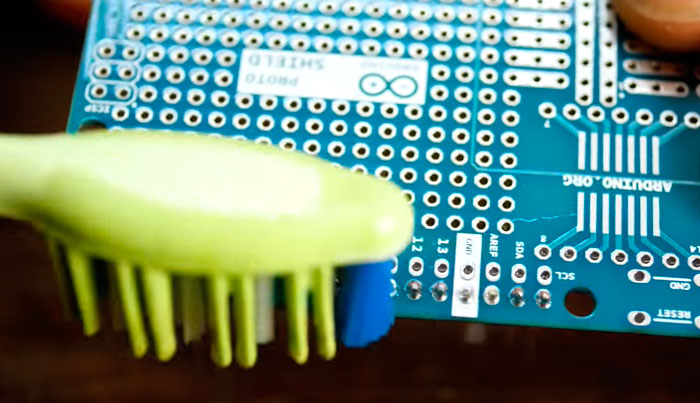
Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со
старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется
соскрябывать все это дело ножиком.
Профессионалы
советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
активные, содержащие кислоту
нейтральные
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
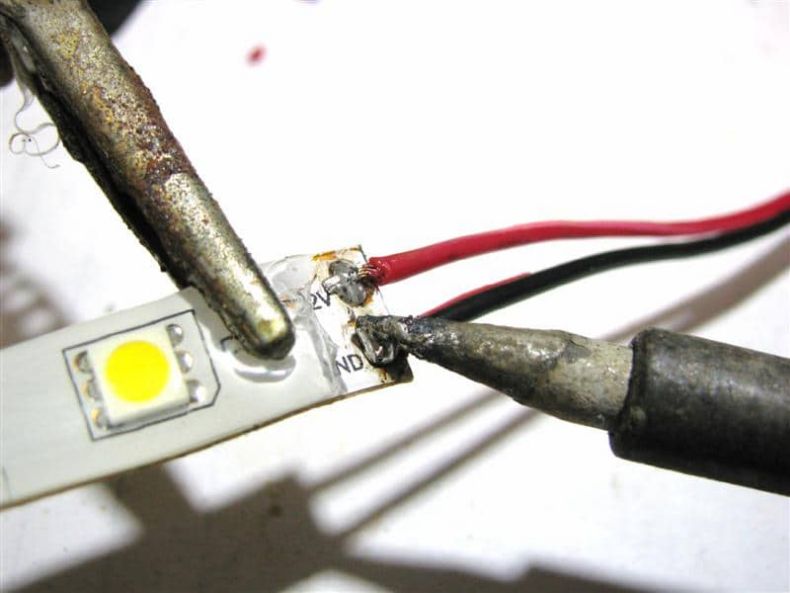
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами

Кислота
помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать
короткое замыкание.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
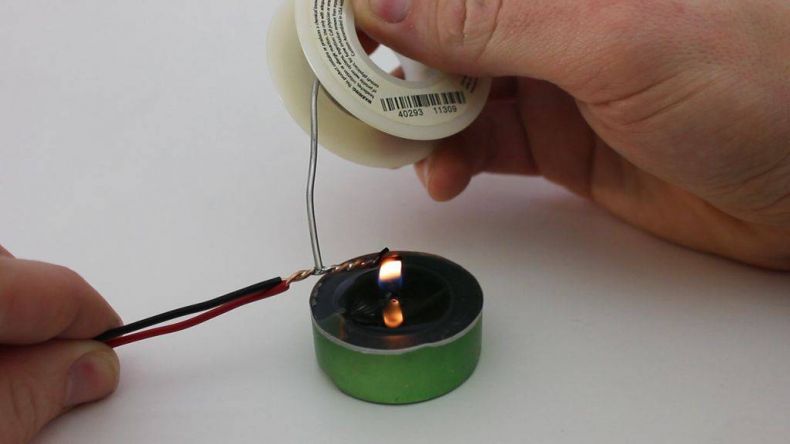
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
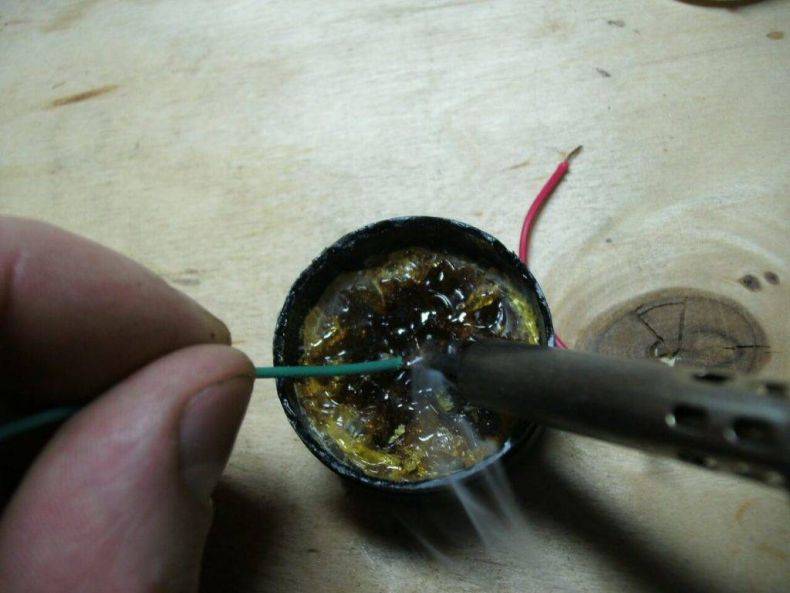
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости – нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием – Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
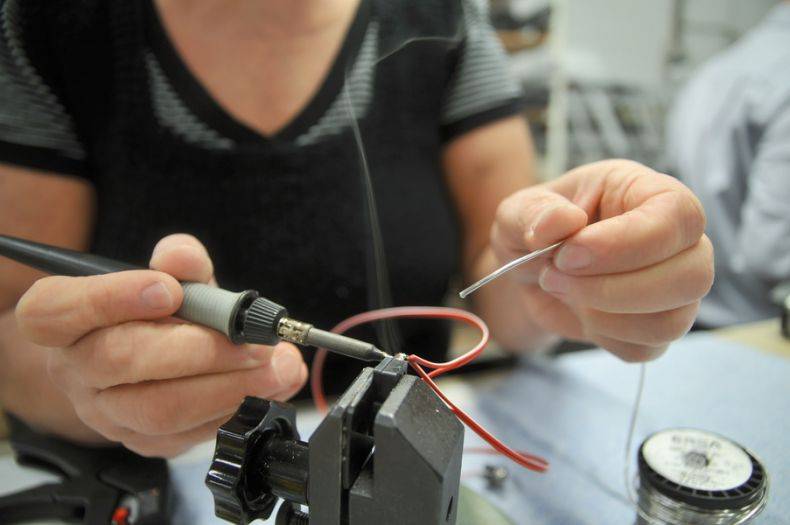
Этапы пайки
Суть паяльного процесса заключается в соединение проводников из металла при участии легкоплавкого сплава. За счет этого они будут прочнее удерживаться и лучше проводить электричество.
Чтобы осуществить этот процесс, потребуется выполнить ряд следующих действий:
- Снять изоляцию с концов провода соединяемых между собой.
- Вручную, тщательно зачистить поверхность металла от загрязнений и пленок.
- Провести термообработку с флюсом, заделать концы тонким слоем.
- Нагреть припой и нанести его на место пайки.
- Убрать диэлектрический слой провода, который может состоять из лака, ткани и другого подобного материала.
Очистить поверхность от слоя можно при помощи хорошо заточенного ножа. Провода, которые покрыты слоем лака, нужно обработать пламенем.



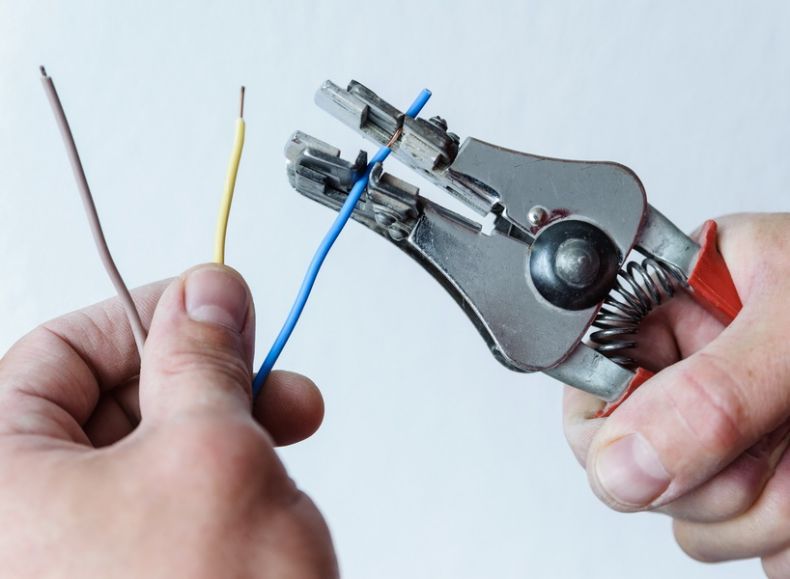
Чтобы выполнить работу на профессиональном уровне, следует использовать специальные клещи, предназначенные для снятия изоляции с концов провода
После этого, важно обратить внимание на состояние поверхности из металла: чистоту, отсутствие порезов, других деформаций и повреждений
Только идеально чистая и ровная металлическая поверхность способны гарантировать надежную сцепляемость элементов при пайке. Поэтому кроме механической очистке применяют очистку химическими растворами такими как спирт, растворители, ФЭС.








Лужения жилы провода твердой канифолью
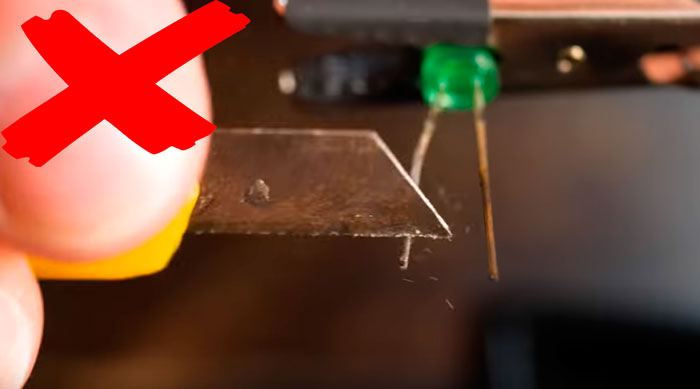
- Паяльник прогреть до температуры от 180 до 240 градусов.
- Чтобы понять, что жало хорошо нагрелось, нужно коснуться им твердой канифоли. Если образовался пар, то жало хорошо прогрелось.
- Подготовленный чистый проводник уложить на канифоль и прикоснуться к нему наконечником паяльника.
- При этом нужно вращать провод для того чтобы расплавленный флюс равномерно покрывал поверхность.
- Прикоснуться жалом паяльника к припою, расплавить его и нанести на обработанный канифолью провод.
- Раствор жидкой канифоли нанести кисточкой на рабочую поверхность.

Нанесение жидкого флюса
- Канифоль в желеобразном виде выдавить из шприца.
- Обработанный проводник прогреть разогретым наконечником паяльника с капелькой припоя, распределяя его по всей контактной поверхности.
- Приступить к пайке, но только после полного и тщательного зачисления контактных площадок.
- Соединить между собой концы. На них наложить разогретым паяльником кусочек припоя.
- Позволить ему распределиться по поверхности площадки.
- Убрать жало, и позволить деталям застыть.

Понять, что металл застыл поможет его незначительное потемнение.







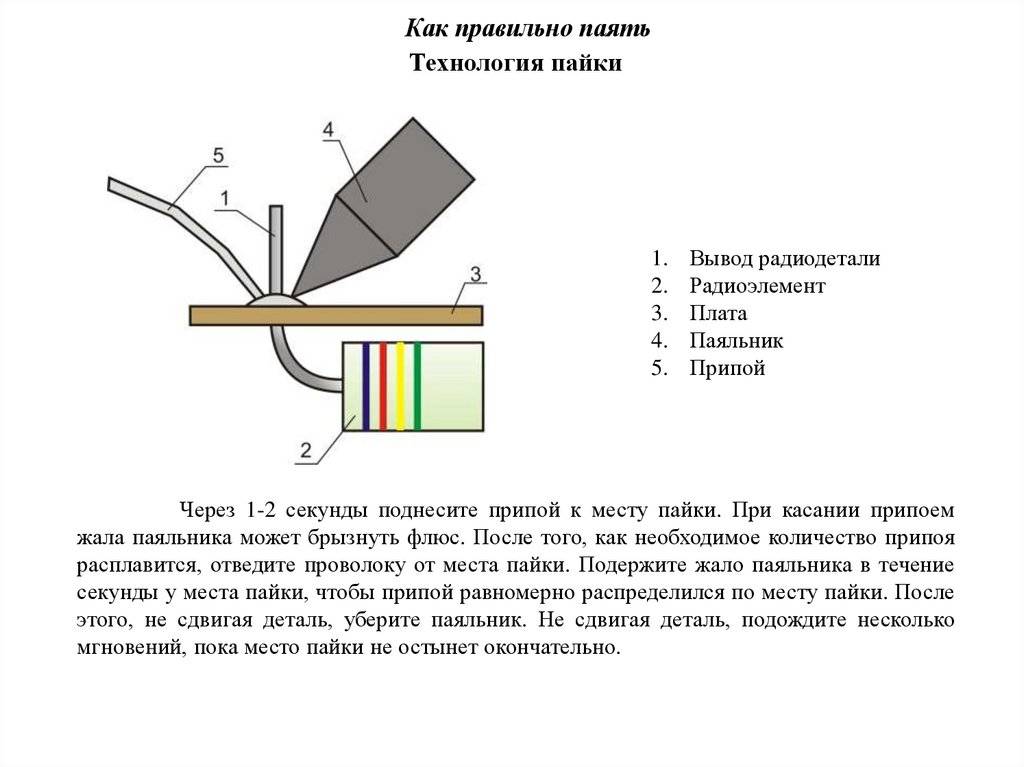
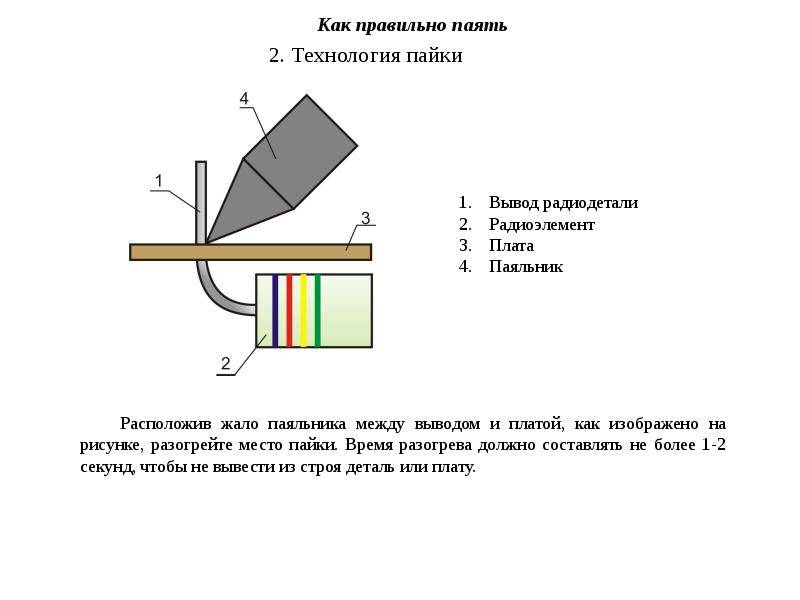
Технология пайки паяльником
Существует два вида технологий, а именно с использованием флюса или с канифолью. Стоит отметить, что выбор технологии проведения работ целиком и полностью зависит от мастера, здесь каждый исходит из собственного опыта.
Пайка с канифолью
Паять инструментом с канифолью намного сложнее, чем с использованием флюса. Однако, мастерски овладев техникой, любой человек может выполнить 90 процентов задач.
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально следует его прогреть: жало инструмента приложить плоскостью. Затем опустить провод с прижатым жалом в канифоль. После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
Жало прибора нужно очистить металлической губкой и коснувшись канифоли, провести прибором по плате, при этом останется тонкий слой канифоли на поверхности. После выполнения данных манипуляций, поверхности становятся подготовленными. В завершение, следует прижать к проводу жало тонким слоем припоя и «пройтись» по месту спайки.
Пайка с флюсом
Для пайки потребуется окунуть во флюс кисточку и переместить ее на место спайки. Затем, нанести припой и приступить к процессу.
Казалось бы, процедура проста и выполнить ее может даже человек, не имеющий опыта. Однако, это не так. Работа с кислотой имеет массу сложностей:
под каждый материал следует подбирать свой флюс, поскольку они не взаимозаменяемы и зачастую могут давать обратный эффект;
категорически запрещено применять через чур активные флюсы на микросхемах;
по окончании эксплуатации прибора важно удалить остатки флюса, в противном случае он будет способствовать разложению металла.
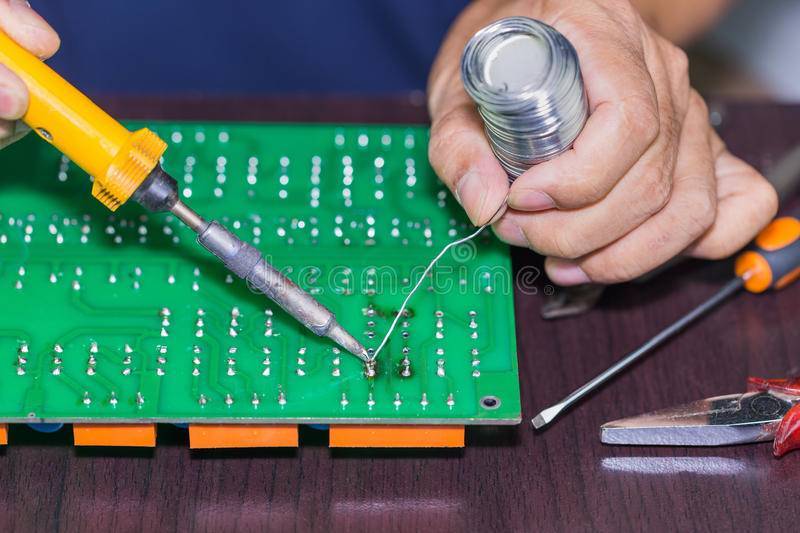
Пайка плат и микросхем
Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.
Закончив очистку, разместите контакты и провода на схеме. В первую очередь припаиваются плоские радиодетали, такие как варисторы и резисторы, а после них – большие элементы: потенциометры, конденсаторы, транзисторы, микрофоны, трансформаторы и т.п. Такая последовательность служит сохранению рабочего состояния чувствительных компонентов. При пайке зарядок или резисторов провода должны быть согнуты под углом 45˚. Короткие провода и такие детали, как наушники, колонки, динамики можно предварительно закреплять изоляционной лентой.
Нанесите на кончик разогретого паяльника небольшое количество припоя – это улучшит проводимость меди. Теперь нужно нагреть соединение – уприте жало в компонент платы и задержите в таком положении 2-3 секунды. Будьте внимательны — если нагреваемый участок начинается пузыриться, следует сразу же прекратить нагрев, чтобы не испортить плату.
Нанеся припой на жало паяльника, приложите его к соединению в обрабатываемом месте. После появления небольшого бугорка надо прекращать пайку.
Теперь можно выключить паяльник и приступить к уборке обрабатываемого участка
При этом надо соблюдать осторожность – соединение нельзя двигать, чтобы оно закрепилось.
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
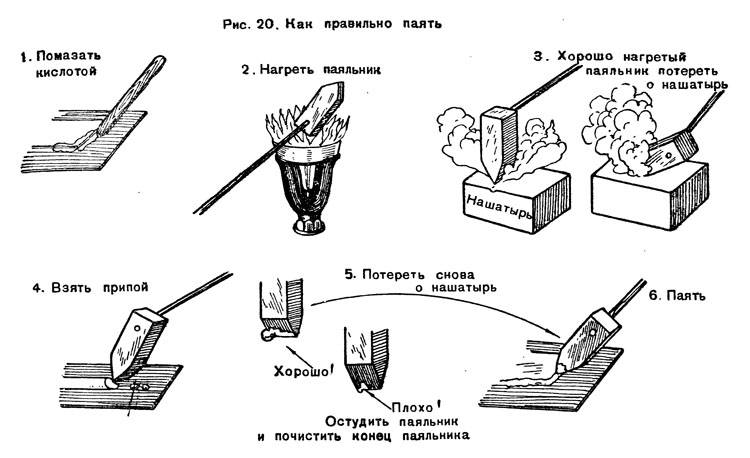
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
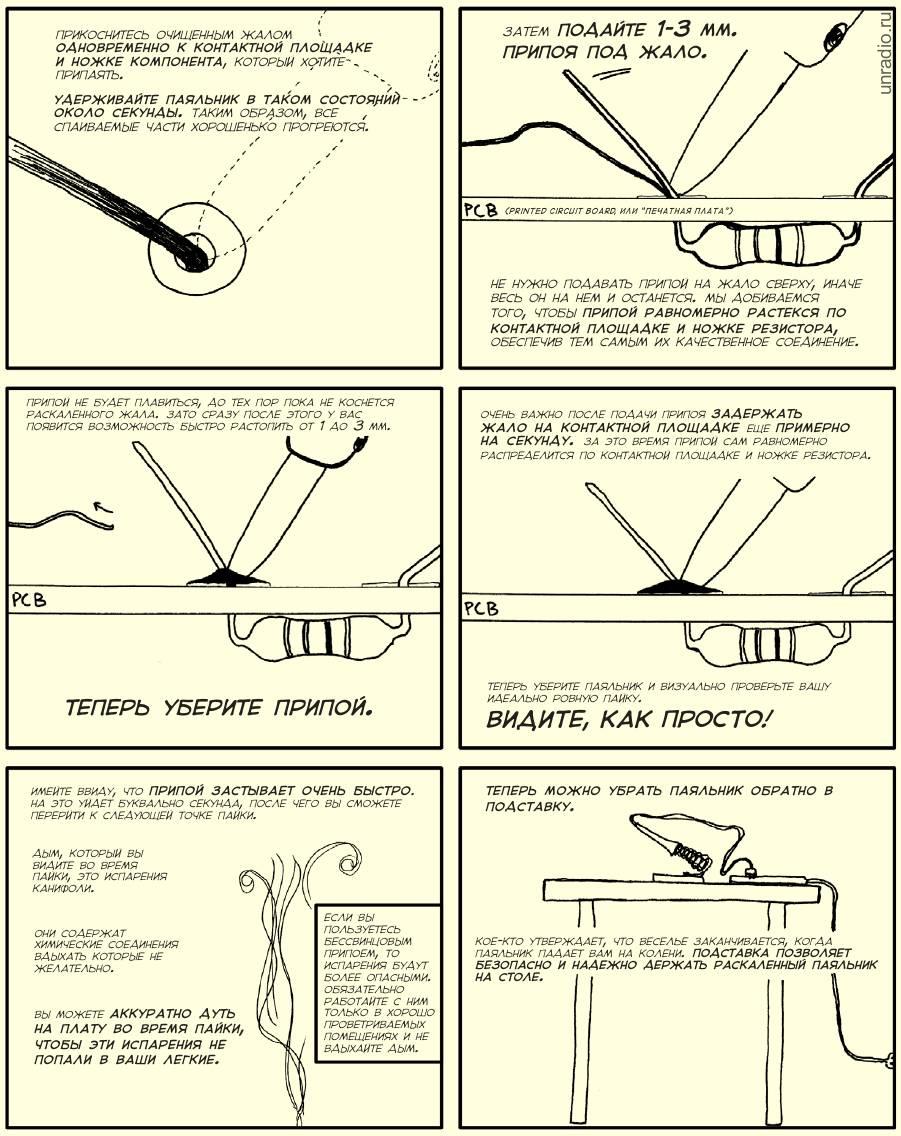
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью

Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Как быстро научиться паять
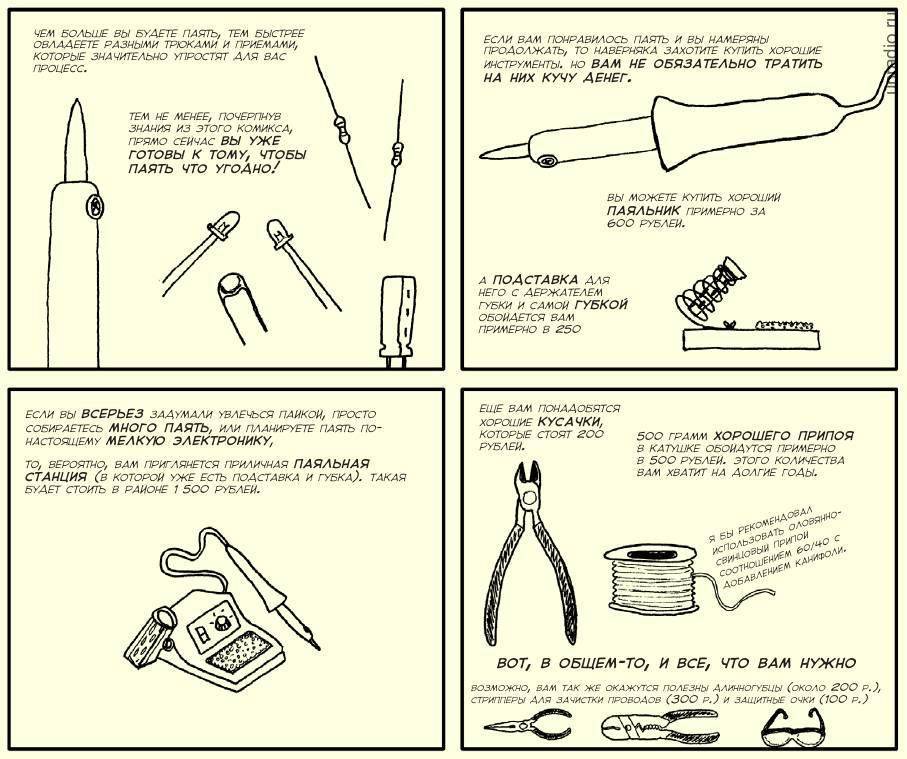
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.

Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.

А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.







Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет — видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
 |  |
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Обратите внимание
Температура жала считается правильной, если припой жидкий, собирается в виде капельки.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.
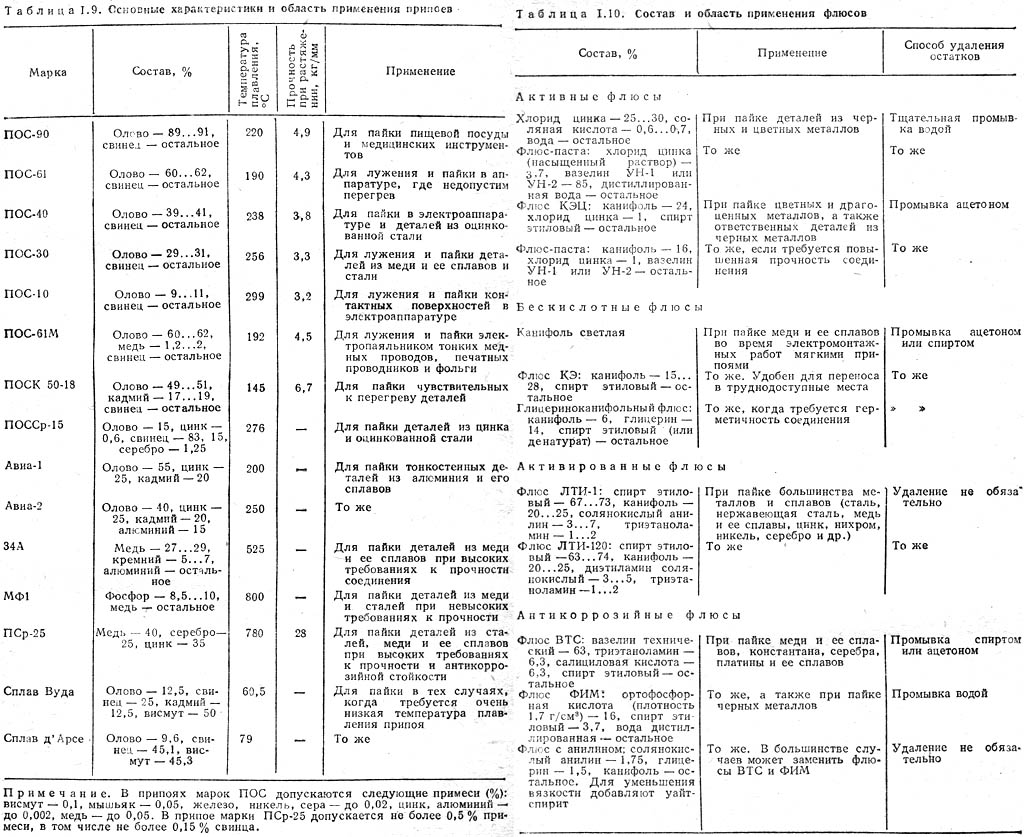
Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы

Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции – достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
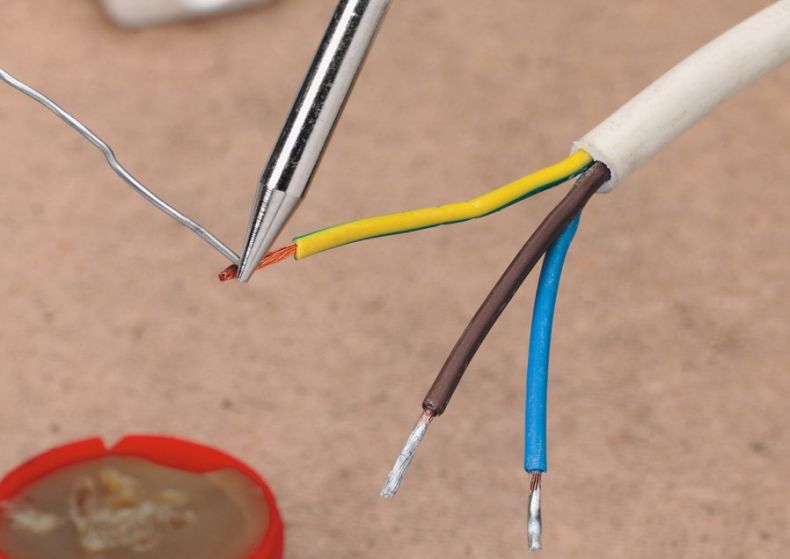
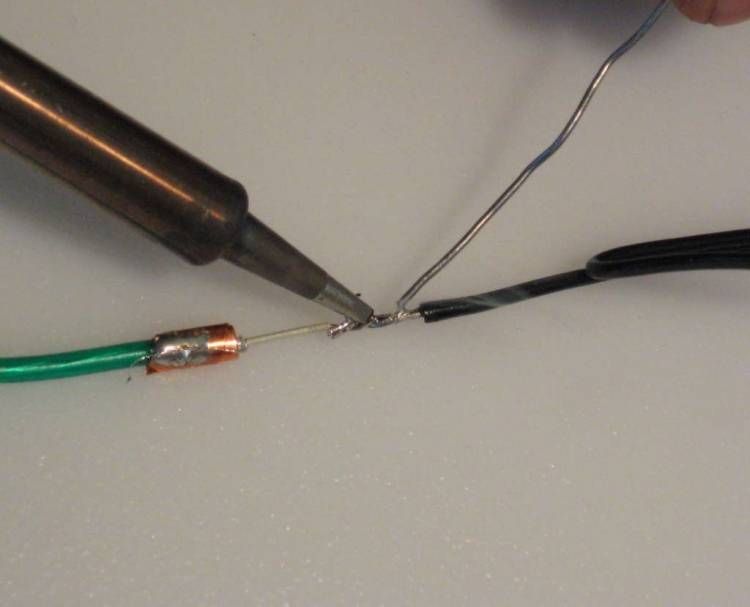
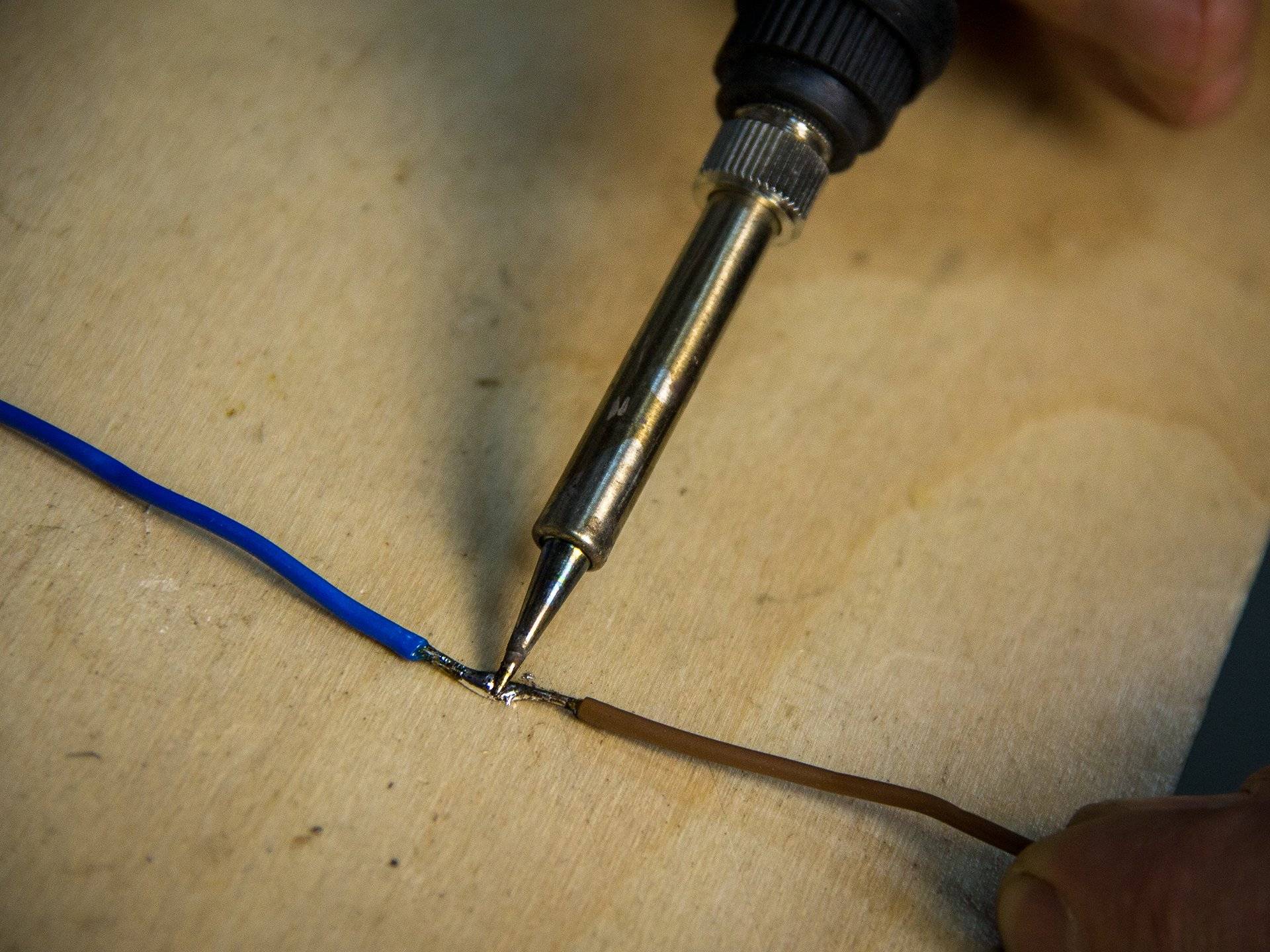
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
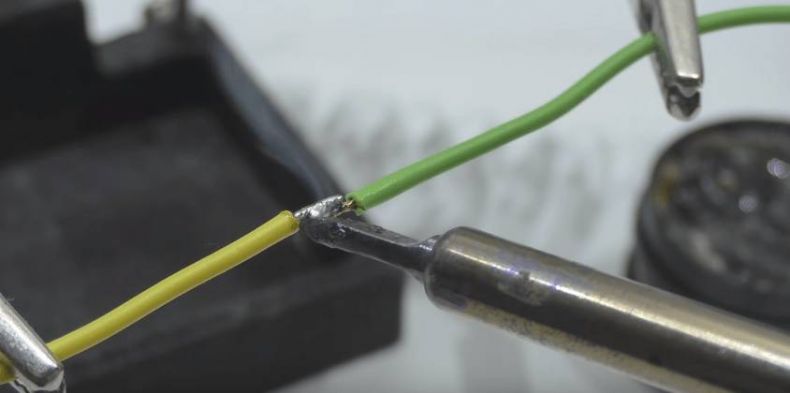
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
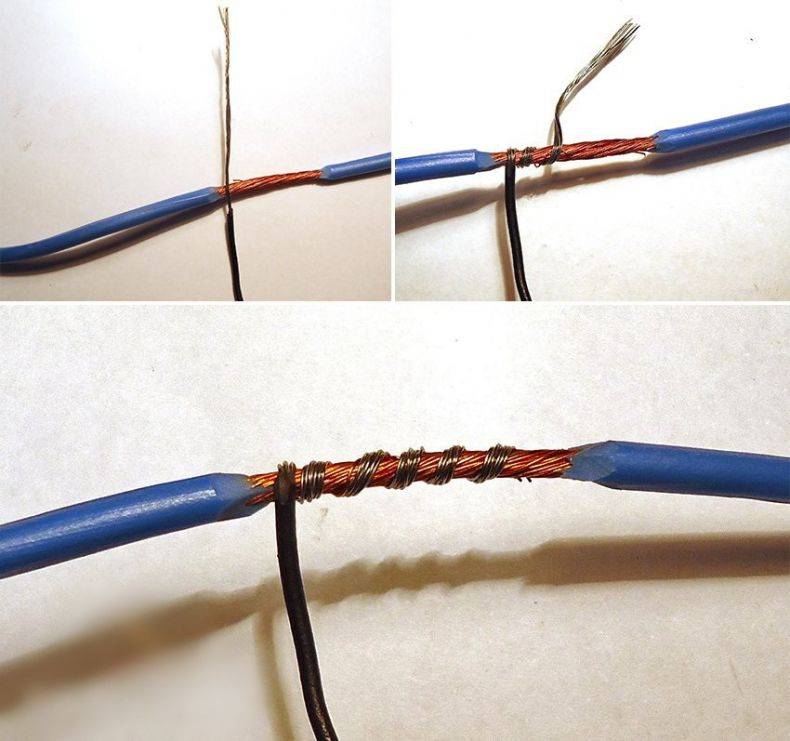
Способы спайки проводов между собой
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Типичные ошибки, которые ухудшают качество соединения деталей
Чтобы правильно паять паяльником, прежде всего, необходимо знать основные ошибки и не допускать их в работе. Рассмотрим часто встречающиеся.
Непропай
Застывший припой матового оттенка, поверхность ноздреватая, растекание неравномерное. Приложив небольшое усилие – можно разорвать спайку.

Основные причины:
- Недостаточная температура во время пайки. Или паяльник не прогрет до требуемого значения (необходимо знать температуру плавления припоя), или спаиваемые компоненты имеют слишком большую теплоемкость, а паяльник напротив – малую мощность и массу жала;
- Тугоплавкий припой, который надо использовать с более горячим паяльником;
- Контакты были перемещены до застывания припоя;
- Нанесение разогретого олова на холодную поверхность.
Последствия:
- Из-за проникновения воздуха между деталями, со временем внутри спайки образуется коррозия;
- По причине плохого смачивания контактов припоем, соединение обладает высоким электрическим сопротивлением. Это приводит к сбоям в работе или полной потере контакта;
- Низкая прочность пайки. Припаянная деталь может отвалиться;
- При высоких токах может возникнуть искрение, сопровождаемое нагревом со всеми вытекающими последствиями, вплоть до пожара.
Скатывание припоя
Кусочки припоя похожи на капли ртути, нет прилипания к месту пайки. Олово не протекает в пустоты между спаиваемыми деталями. Соединение легко разорвать.





Основные причины:
- Недостаточная зачистка соединяемых деталей. Слой окислов не дает припою растечься по поверхности и проникнуть в щели;
- Слабая обработка флюсом. Неочищенные поверхности имеют плохую адгезию, в результате не происходит склеивания олова с другим металлом;
- Несоответствие марки флюса металлу, который соединяется пайкой.
Последствия:
- Практически отсутствует контакт в месте пайки;
- Соединение будет разорвано при малейшем механическом воздействии;
- Между припоем и металлом проникает влага, создавая коррозию.
Перегрев
Вокруг места пайки видны термические разрушения – обугливание лака, покоробившаяся изоляция проводов, расплавленная пластмасса корпуса радиокомпонентов.
Причины:
- Температура и мощность паяльника превышает необходимую для данного вида пайки;
- Слишком долгое воздействие жала на рабочую область;
- Для соединения деталей с низкой температурной устойчивостью выбран слишком тугоплавкий припой.
Последствия:
- Оплавление изоляции оголяет провода, что делает соединение небезопасным;
- Термическое разрушение может уничтожить проводящие дорожки на монтажной плате;
- Перегретые радиодетали меняют свои характеристики или выходят из строя;
- Место пайки имеет неопрятный внешний вид.
Химические разрушения в месте пайки
Вокруг припоя видны сильные коррозийные повреждения, медный провод покрыт зеленым порошком окислов.
Причины:
- Выбран агрессивный флюс (например – кислотный), не соответствующий типу спаиваемого материала;
- Не произведена промывка после завершения работ.
Последствия:
- Разрушение поверхности вокруг места пайки;
- Скрытая коррозия со временем разрушит металлический проводник с потерей контакта.
Для минимизации ошибок при работе с паяльником, обратите внимание на все рекомендации нашей статьи
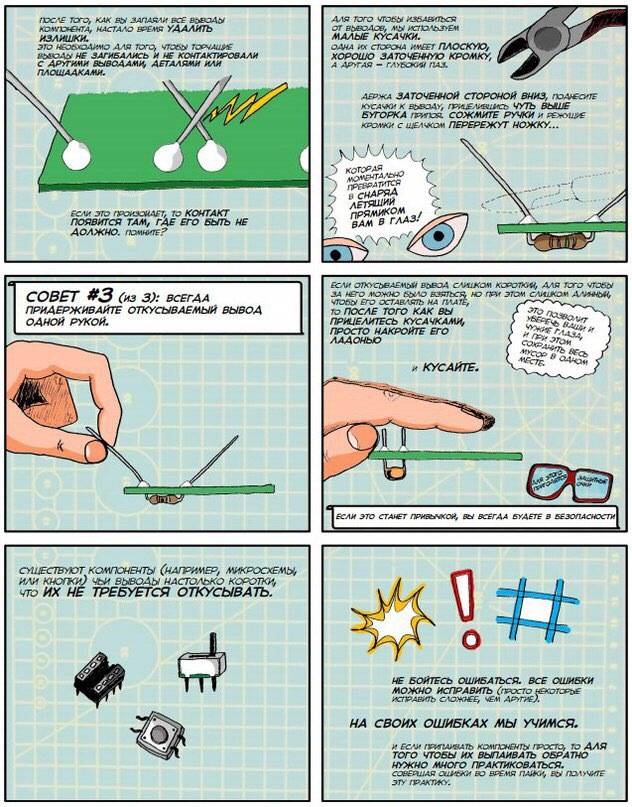
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.





