

Виды фрез по применению
На самом деле, видов не так уж много. Главное разнообразие в подвидах, где можно сравнить форму обработанной поверхности.
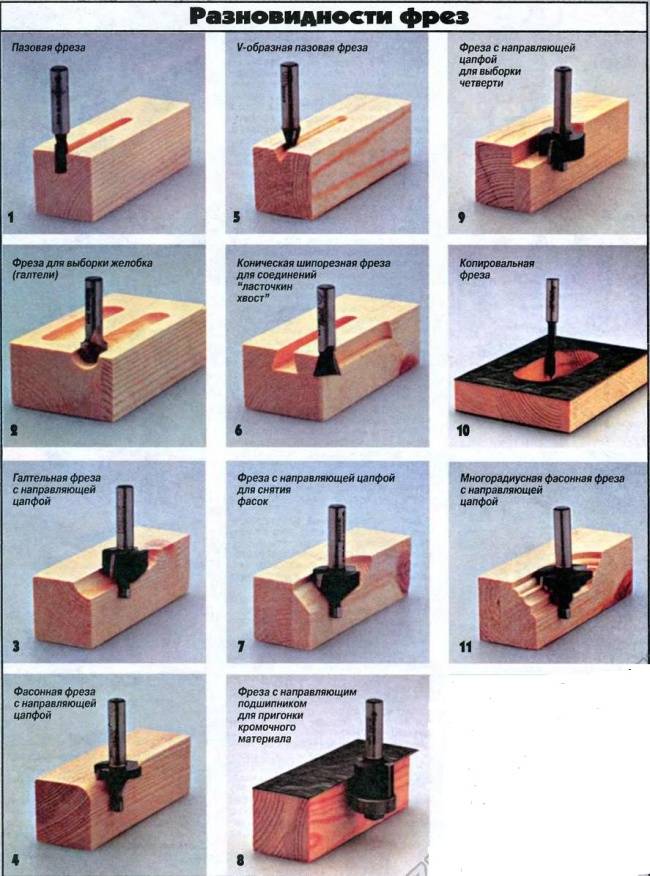
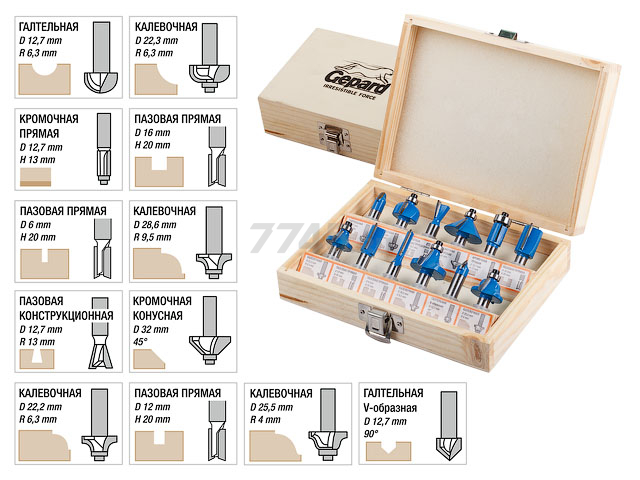
Пазовые фрезы
Используются для выборки паза в массиве заготовки. Технология обработки применяется для шиповых соединений, установки замков и петель дверей, а также для декоративной обработки.
Прямые – паз прямоугольной формы. Никаких хитростей – все параллельно и перпендикулярно.

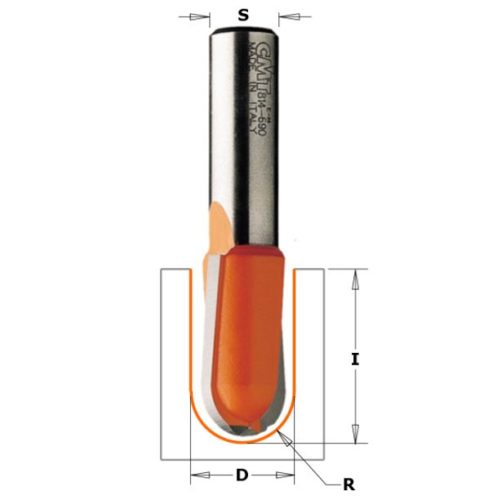
Галтельные – выбирают паз полукруглой формы. Применение чисто декоративное. На профессиональном жаргоне – пальчиковые.
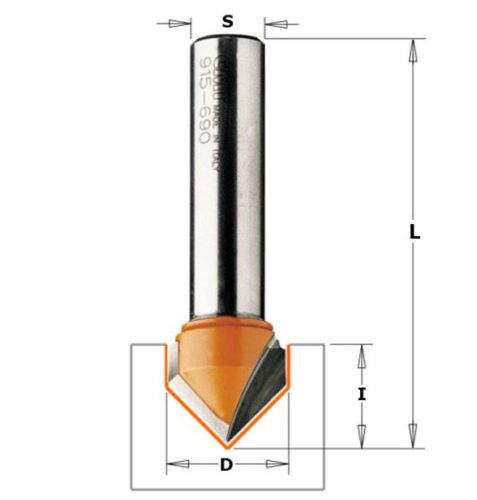
Пазовые V-образные. Форма паза следует из названия.
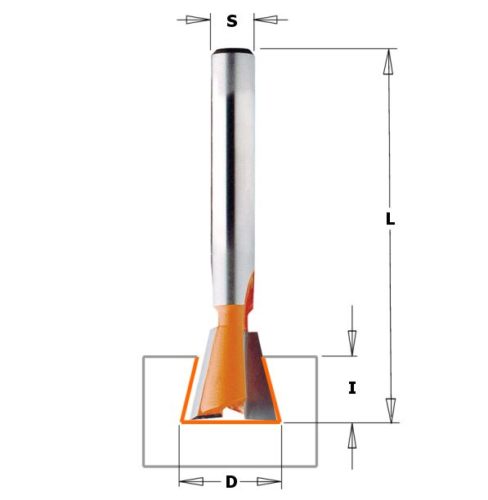
Конструкционные фрезы предназначены для формирования пазов под само фиксирующиеся соединения (ласточкин хвост, Т- образные)
Фасонные фрезы можно отнести и к пазовым, и к кромочным. Назначение – исключительно декоративное. Разнообразие форм не знает границ: дизайнеры постоянно придумывают новые фигуры режущих кромок.
С помощью таких фрез можно изготавливать фальшивые филенки в цельном массиве дерева.
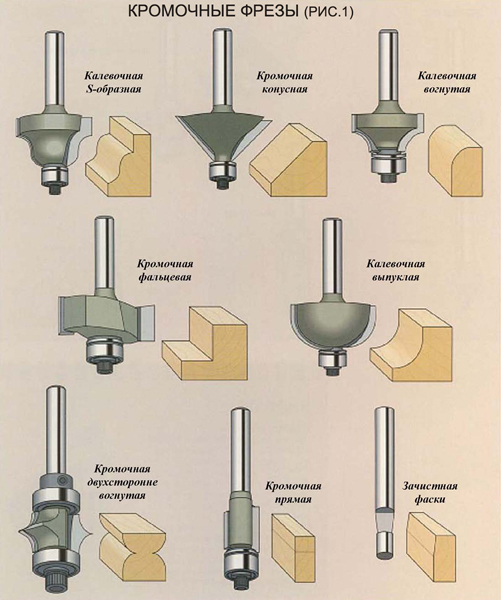
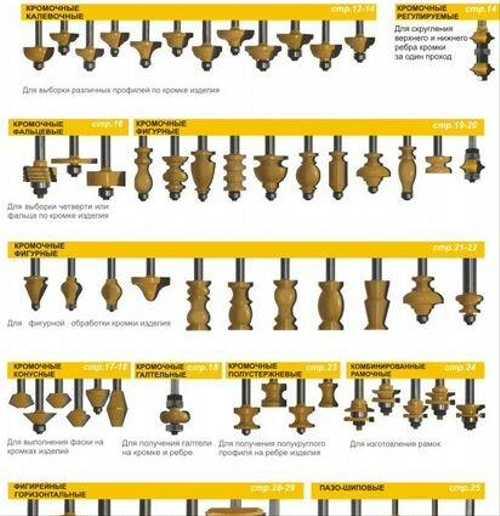
Кромочные фрезы
Предназначены для обработки торца заготовки. Аналогичную работу можно выполнять фуганком, но фреза – более гибкий инструмент. Для точного следования по заданной линии оснащены опорными подшипниками. Внешняя обойма движется по направляющей, формируя идеальный край.
Прямые – обрабатывают торец под прямым углом к плоскости.
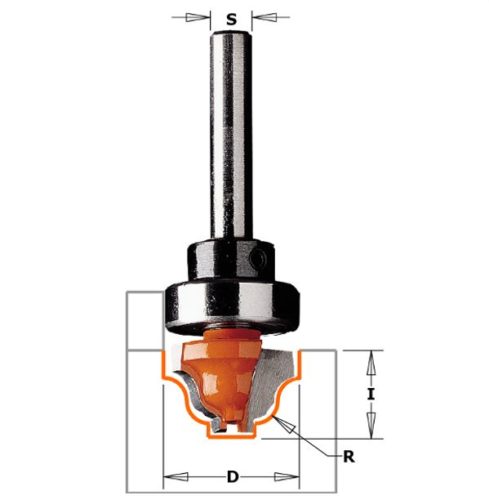
Калевочные фрезы обрабатывают фигурную кромку, как на подоконнике или декоративной столешнице.
Сдвоенные калевочные (фасочные). Предназначены для одновременной обработки торца с двух сторон (снятие фасок).
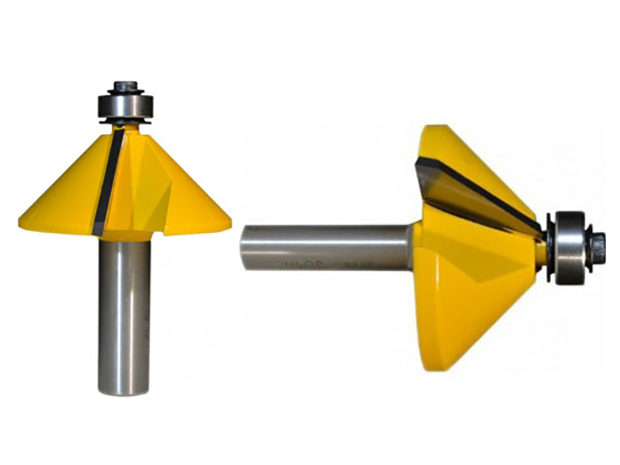
Фасочные угловые (конусные). Обрабатывают торец под заданным углом, или снимают фаску с плоским скосом.
Галтельные кромочные. Проделывают полукруглый паз в торце заготовки.
Фигурные. Обрабатывают торец со сложным рисунком.

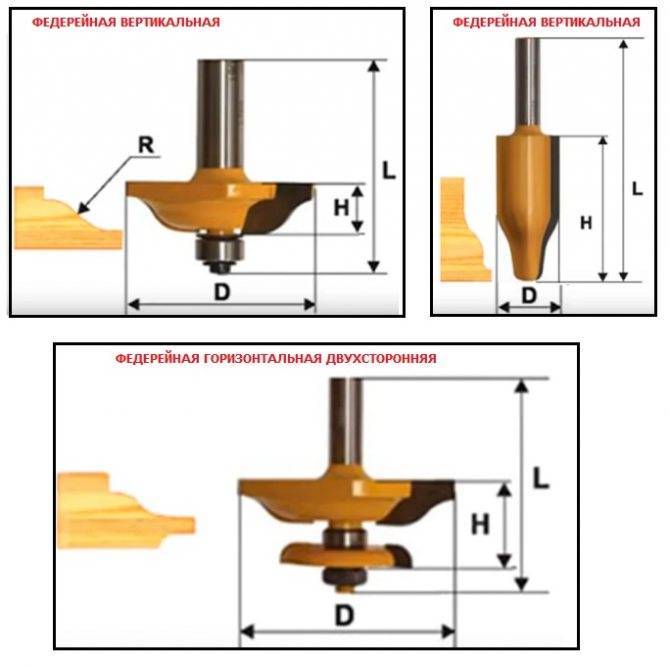
Фигирейные — как разновидность кромочных фигурных фрез. Предназначены для создания красивых кромок на филенчатых дверях.
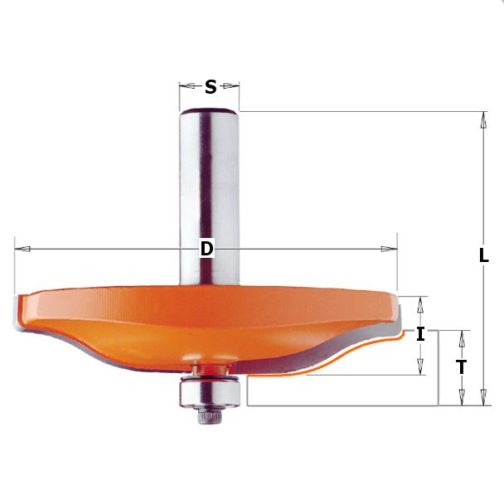
Фрезы такого типа могут быть для горизонтальной (на иллюстрации) и вертикальной обработки.
Мы рассмотрели далеко не все разновидности фрез по дереву. Все остальные формы строятся на базе основных видов, показанных в материале.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Фрезы по дереву для ручного фрезера могут иметь наборное и монолитное исполнения. В первом случае конструкция инструмента представляет собой определённый набор пластин из быстрорежущей стали, которые посредством напайки медными сплавами прикрепляются к хвостовику фрезы (иногда, в более дешёвых наборах, вместо твёрдого сплава используется инструментальная сталь, а материалом хвостовика принимается легированная конструкционная сталь).
Во втором случае фреза является монолитным инструментом, который изготавливается из инструментальной стали. Особую разновидность фрез для ручного фрезера образуют насадные фрезы, которые состоят из съёмной пластины, которая затем насаживается на переходной хвостовик. Такие фрезы наиболее технологичны в эксплуатации, поскольку при затуплении режущего лезвия с одной стороны, съёмную пластину можно перевернуть на противоположную сторону, и продолжать пользоваться инструментом.

При выборе набора рассматриваемого инструмента обращают внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке, особенно, если заготовкой служат изделия из граба, груши, дуба и других твёрдых пород древесины;
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком;
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200…250С: инструмент после такой тепловой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм;
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Особо стоит выделить проблему твёрдости фрез для ручного фрезера. Производители наборов такого инструмента могут быть из КНР. Цена такого инструмента заметно ниже, но снижается также и качество металла, из которого выполнена оснастка. Чаще всего это касается монолитных фрез. Оценить марку стали в обычных условиях невозможно, однако проверку можно выполнить и в домашних условиях. Для этого лучше всего использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твёрдости 58…62 HRC.
Долговечность фрез определяется интенсивностью их применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущих сталей обладают наилучшей стойкостью, а монолитные, выполненные из рядовой инструментальной стали – наименьшей.
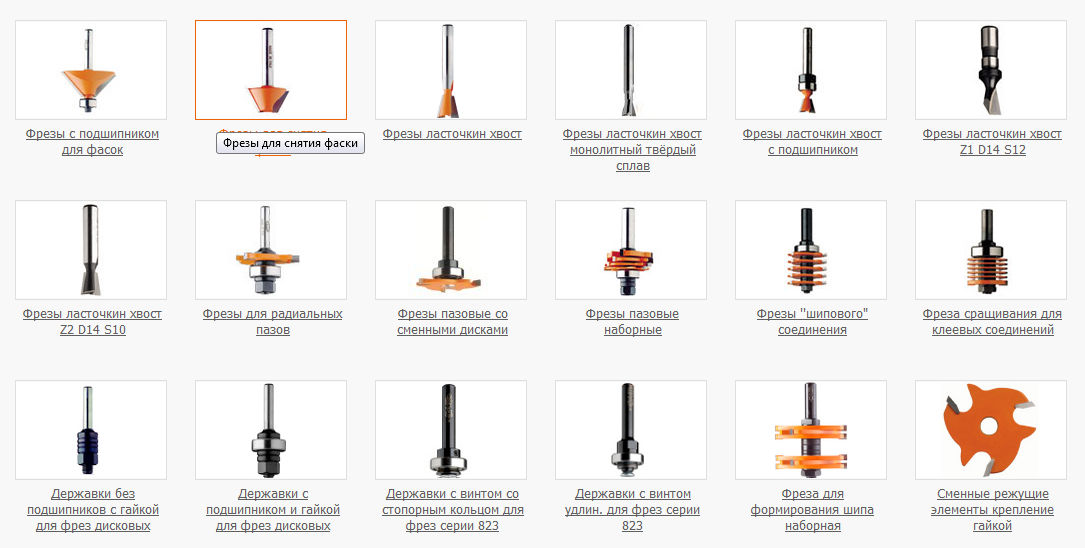
Дисковые фрезы
Фрезы со сферическим торцом
В металлообработке фрезы со сферическим торцом используются для изготовления и др. деталей сложной формы. Таких, как штампы, пресс-формы, лопатки турбин и т. д. Хотя чаще фрезы со сферической головкой изготавливаются цельнотвердосплавными (монолитными), но встречаются и варианты со сменными пластинами.
В деревообработке фрезы со сферическим торцом используются при изготовлении 3D-изделий (высокохудожественная фрезеровка) при производстве мебели, резных изображений (картин, икон), элементов декора и т. п. В последнее время часто используют конические фрезы со сферическим торцом для 3D-фрезерования.
Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.
Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.






Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.
Дисковые фрезы
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
Пазовые
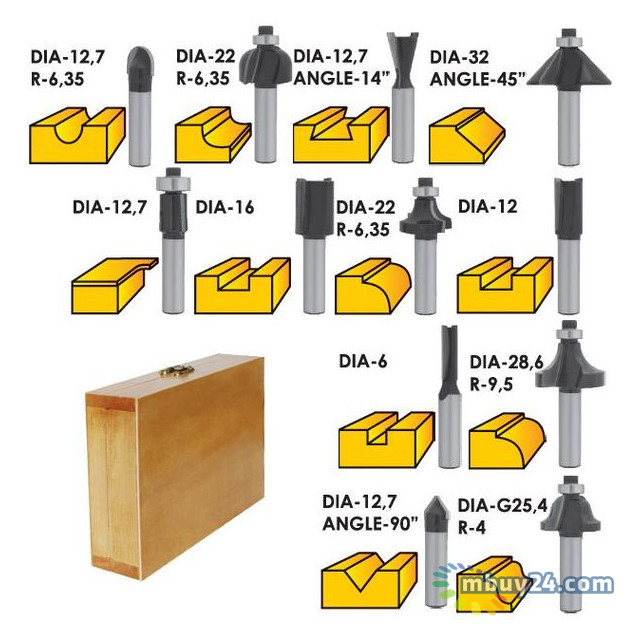
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
Концевая пазовая
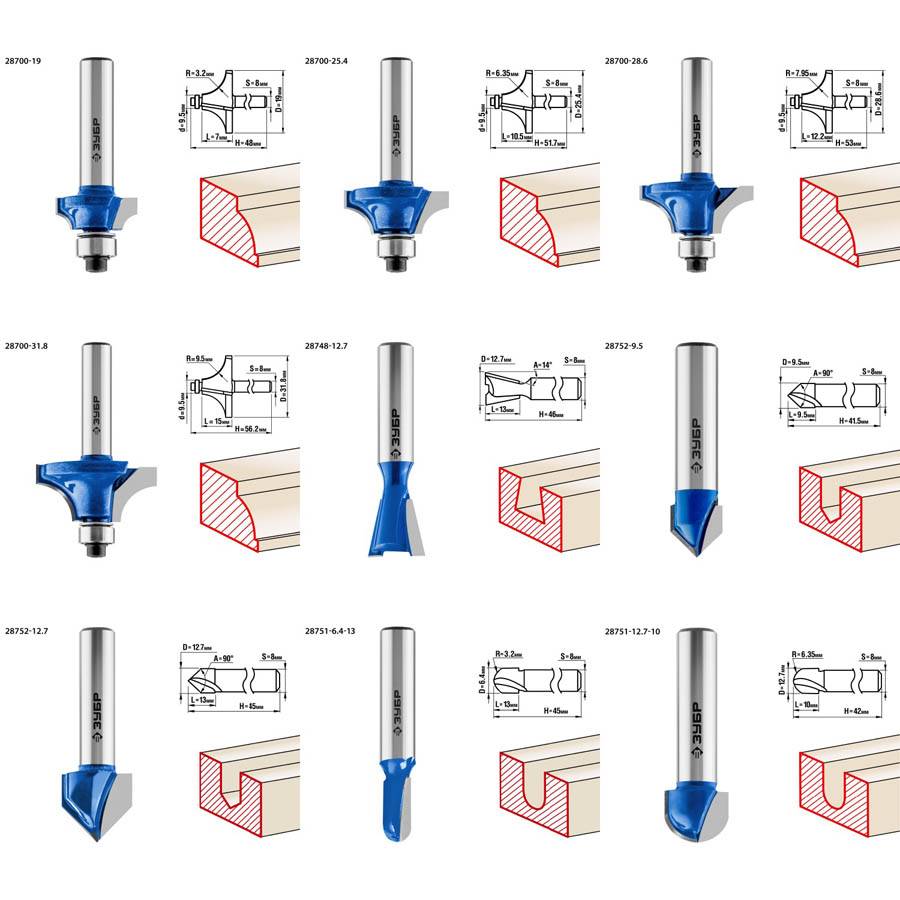
«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
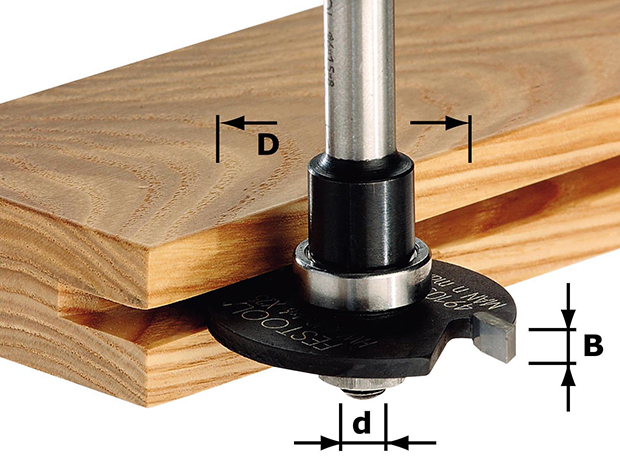
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
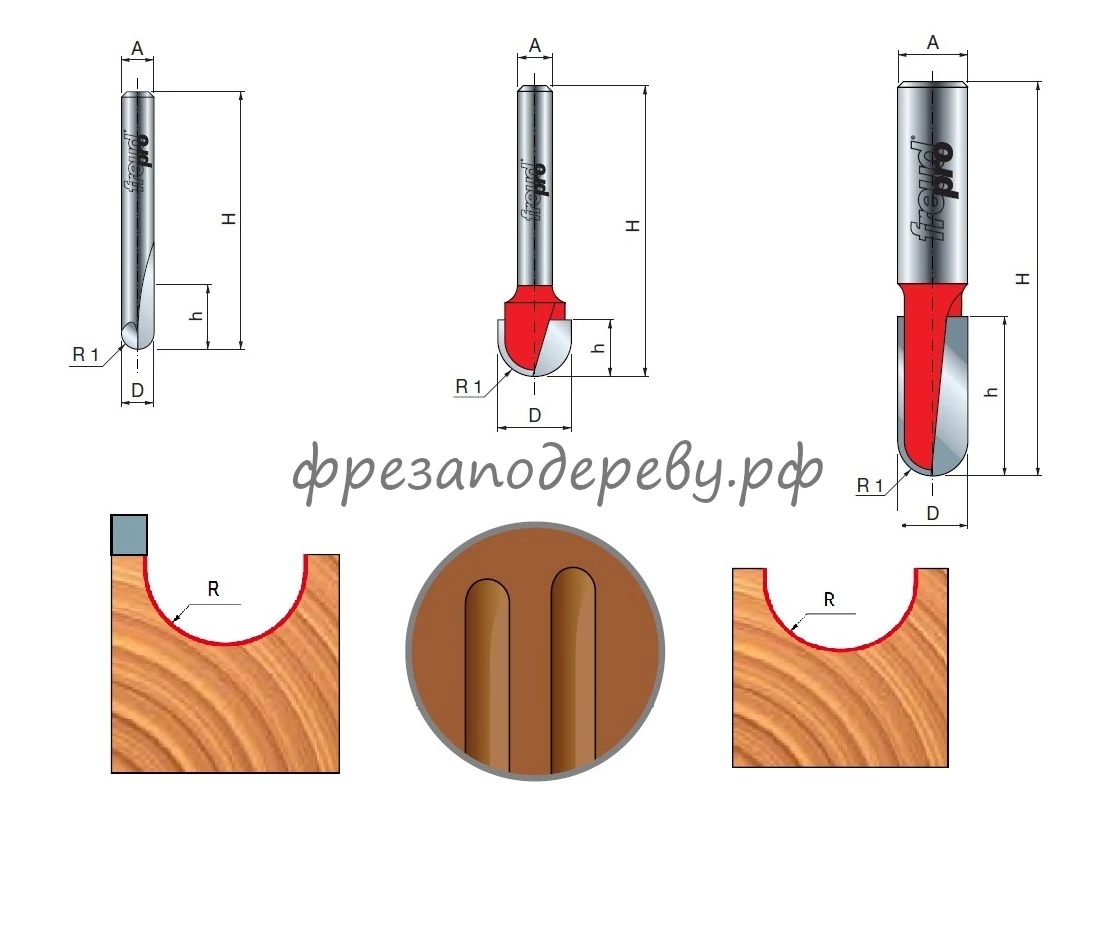
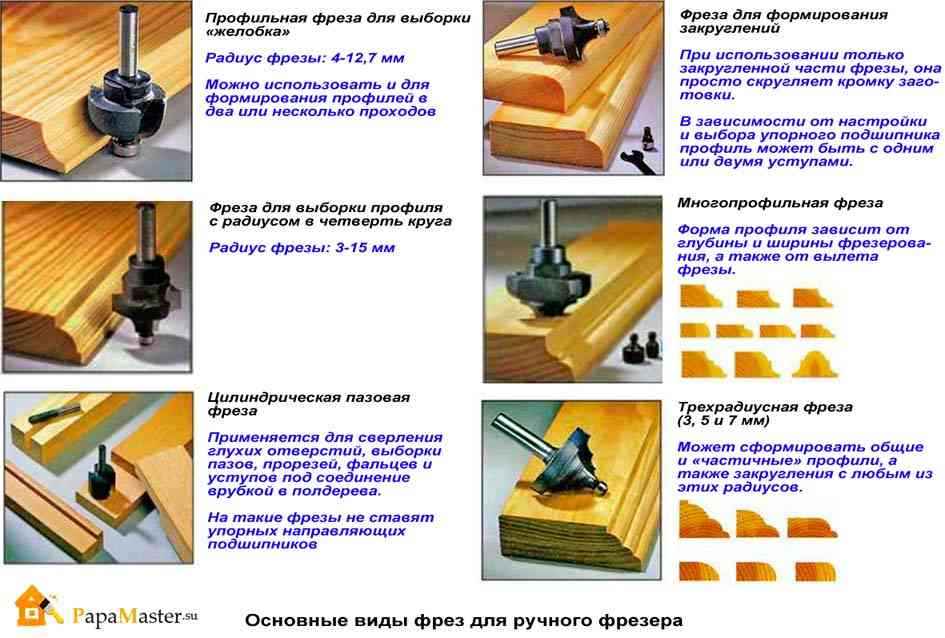
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.
Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
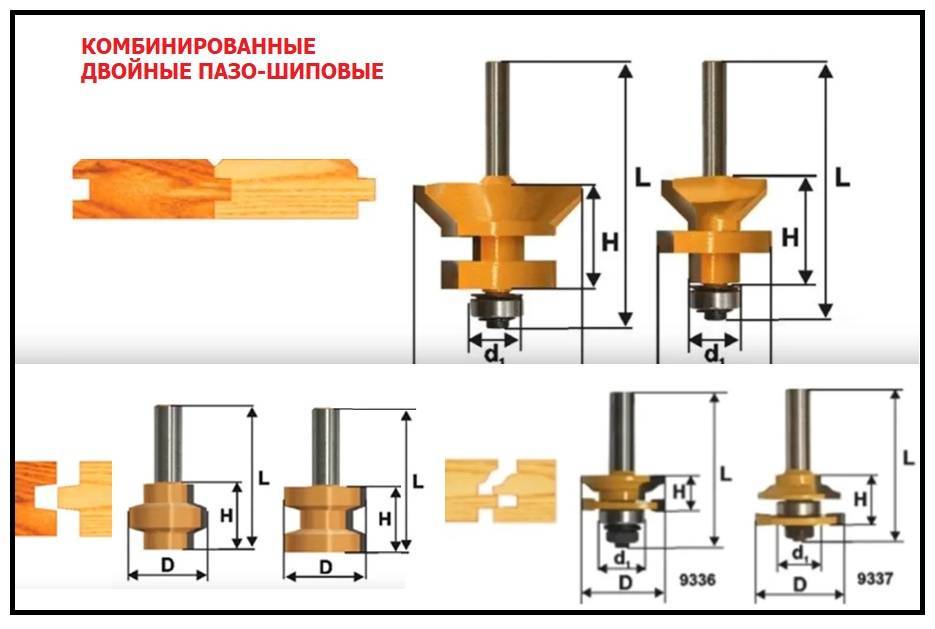
Комбинированные
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.
Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).
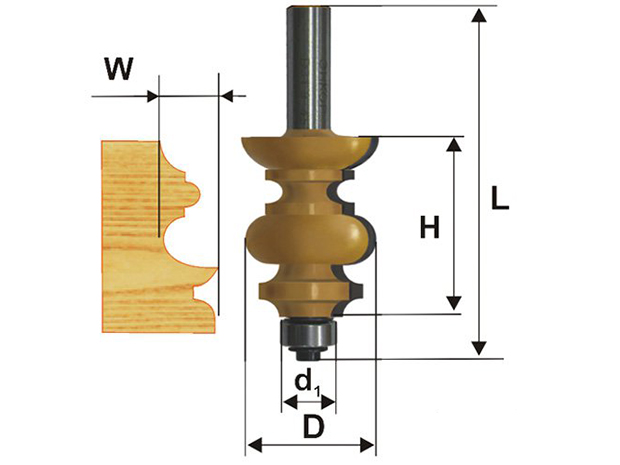
Пример классической фигирейной фрезы именно для ручного фрезера на изображении:
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия
Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д
На изображении – сверло Форстнера:
Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов. К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам
Как правило, для таких фрез используются ножи из более твердых сплавов
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Критерии качества
При выборе набора деревообрабатывающих насадок следует обращать внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке. Особенно это актуально, если заготовкой служат изделия из граба, груши, дуба и других твердых пород древесины.
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком.
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200 — 250ºС. Инструмент после такой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм.
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Применение такой оснастки недопустимо.
Важный параметр — твердость материалов, из которых изготавливаются фрезы. Чаще, это касается монолитных образцов. Проверку можно выполнить и в домашних условиях. Для этого рекомендуется использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твердости 58 — 62 HRC.

Долговечность инструмента определяется интенсивностью его применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущей стали обладают наилучшей стойкостью, а монолитные, выполненные из инструментальной стали – наименьшей.
Приобретение подходящего деревообрабатывающего станка не решит всех проблем. Для осуществления полноценной обработки изделий, потребуется подобрать качественную оснастку. Рассмотренные в обзоре виды фрез по дереву помогут определиться и доукомплектовать ваш ручной фрезер. Ведь, в выполнении каждой конкретной операции, участвует определенная конфигурация приспособлений.
Что такое фреза, каково назначение этого режущего элемента
Ручной фрезер представляет собой удобный и эффективный инструмент, предназначенный для обработки пиломатериалов, в том числе фасонных, а также плоских поверхностей. Кроме этого данное устройство подходит для формирования различных технологических выемок, например, пазов, гребней, углублений под установку петель. Для этого достаточно купить фрезы соответствующей конфигурации. Каждый такой элемент обладает индивидуальными конструкционными особенностями и используется для выполнения определенных функций.
Сегодня не представляет никаких проблем приобрести как сам ручной фрезер, так и рабочие насадки, превращающие такое устройство во многофункциональное оборудование
Назначение ручной фрезы по дереву:
- Кромочная обработка – предполагается использование фрезы для сращивания древесины для ручного фрезера, когда требуется соединить между собой различные заготовки путем соединения шип/паз.
- Врезка петель и прочей фурнитуры.
- Декорирование – в этом случае фрезы используются для формирования на поверхности плоских изделий объемных форм, а также для изготовления деревянных заготовок со сложной конфигурацией.
Профессионалы знают десятки вариантов использования фрез на ручном фрезере. Однако чтобы правильно определиться с выбором режущих деталей для инструмента, желательно изучить официальную классификацию существующих изделий. Разобравшись, какими бывают фрезы и особенности их использования, сделать выбор будет гораздо легче.
В первую очередь нужно обратить внимание на единицу измерения диаметра хвостовика. Для этого могут использоваться миллиметры или дюймы. Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера
Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼
Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера. Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Виды фрез для ручного фрезера по дереву: типы конструкций
На рынке представлены десятки вариантов изделий с различным назначением и стоимостью. Если рассматривать конструкционные особенности режущих элементов, можно выделить следующие виды фрез по дереву для ручного фрезера:
- Сборные – имеют вид болванки с приваренными режущими кромками. Эти фрезы очень просты в изготовлении, поэтому большинство изделий, представленных на рынке, имеют подобную конструкцию.
- Со сменными кромками – изделия укомплектованы сменными режущими кромками, имеющими двухстороннюю заточку. Когда нож с одной стороны затупляется, фрезу можно перевернуть и использовать дальше.
- Монолитные — фрезы, в основании которых выточены режущие кромки. Они редко ломаются, однако после нескольких заточек деталь придется сменить.
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Виды фрез по дереву: классификация изделий по типу лезвий
Фрезы могут иметь вертикальное, спиральное или наклонное расположение лезвий. Изделия с прямыми кромками будут срубаться с заготовки кусочки древесины, что увеличивает вероятность того, что в процессе нарезки появятся сколы. В результате этого существенно снижается качество фрезеровки. С наклонными лезвиями такого не происходит.
Потребители могут купить фрезы по дереву с двумя типами лезвий:
- Быстрорежущими (HM) – применяются на поверхностях, выполненных из древесины мягких пород.
- Твердосплавными (HSS) – используются для обработки твердых поверхностей.
Изделия с твердосплавными лезвиями имеют более высокий температурный коэффициент и обладают улучшенными характеристиками, что сказывается на их стоимости.
Фрезы по дереву из твердосплавных пластин используются преимущественно для обработки твердой древесины
Фрезеровка древесины
Назначение
На фото показан процесс изготовления объемного узора.
Читать также: Как подцепить магнитолу в машину
Фрезеровка – это процесс механической обработки заготовки специальным режущим инструментом, называемым фрезой, при котором этот инструмент совершает вращательное движение вокруг собственной оси, а заготовка перемещается поступательно относительно рабочего вала станка. Также может перемещаться сам вал относительно неподвижной заготовки.
Основной рабочий орган фрезерного станка – это фреза. Она представляет собой режущую головку, закрепленную на хвостовике, который имеет определенный размер (обычно 8 мм) и фиксируется в патроне, надетом на вал двигателя. Обычно фреза – это многозубый инструмент, изготовленный из инструментальной стали различной прочности. Бывают затылованные и незатылованные фрезы.
Сверло фрезеровальное по дереву перьевое системы «Зубр».
В зависимости от особенностей оборудования и организации процесса обработки фрезерование может различаться по таким признакам:
- По пространственной ориентации шпинделя станка различают вертикальное и горизонтальное фрезерование . Современные производственные станки обычно имеют универсальное исполнение и способны производить вертикальную и горизонтальную обработку под разными углами с использованием различного инструмента;
По направлению вращения фрезы относительно движению заготовки или шпинделя станка различают встречное и попутное вращение . Встречное движение обеспечивает большую производительность и безопаснее, тогда как попутное вращение дает более высокое качество обработки, но опасно вырыванием заготовки;
По типу используемого инструмента бывает фасонное, концевое, торцевое периферийное фрезерование и другие виды обработки .
Изготовление подобных изделий своими руками требует высокого мастерства и большого опыта.
Основные типы фрезерования, применяемые наиболее часто:
| Тип обработки | Назначение |
| Концевая | Производит пазы, подсечки канавки, карманы (пазы с выходом на более чем одну поверхность), окна (пазы с выходом на одну поверхность), зенки, отверстия, сквозные пазы |
| Торцевая | Выполняет обработку больших плоских поверхностей, гравировку, циклевание плоскостей, выточку узоров на плоскости |
| Фасонная | Изготовление контурных профилей, багетов, плинтусов и прочих погонных деталей, элементов украшений и т.д. |
| Периферийная | Выемка сложных пазов, углублений и т.п. |
Фигурные элемента выполнены на фрезерном станке.
Типы оборудования
Цена качественного оборудования достаточно высока.
Современные станки чаще всего представляют собой многофункциональные универсальные устройства, способные выполнять самые разные действия и решать различные производственные задачи.
При этом можно выделить такие их разновидности:
Фрезеровальный станок по дереву с ЧПУ (числовым программным управлением). Оснащен памятью и микропроцессором, которые с помощью специального программного обеспечения осуществляют управление процессом обработки по заданным параметрам. Значительно облегчает и упрощает процесс производства, сокращает время на изготовление одной единицы продукции, сокращает затраты на оплату труда персонала, повышает производительность предприятия; Ручной фрезерный станок. Предназначен для использования в домашних мастерских, в индивидуальных производствах, на небольших частных предприятиях. Чаще всего используется для изготовления пазов, зенок, карманов, проушин и прочих крепежных отверстий; Копировально-фрезерный станок. Устройство снимает форму готового изделия и копирует ее по заготовке. Для работы используются шаблоны для фрезерования по дереву, с которых снимается сложная форма для копии; Токарно-фрезерный станок. Предназначен для изготовления профильных изделий круглой, многогранной или винтовой формы сечения; Настольный фрезерный станок напоминает ручной вариант, оснащенный специальным рабочим столом и направляющими приспособлениями; Бытовой станок представляет собой обрабатывающий комплекс, который поможет распилить, просверлить, расточить, зенковать или выстрогать деревянную заготовку.
Станок с программным управлением.
Сложные станки, устройства с программно-числовым управлением, токарные и копировальные станки используют на производственных предприятиях. Для личных и домашних нужд такие машины не используют из-за дороговизны, крупных габаритов и низкой потребности в подобных операциях в условиях индивидуального хозяйства.
Ручной аппарат для фрезеровки дерева.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
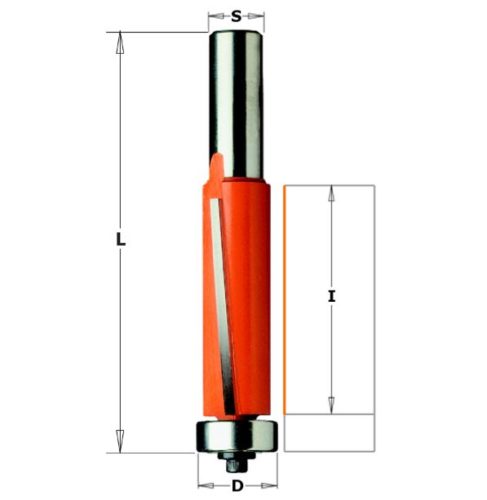
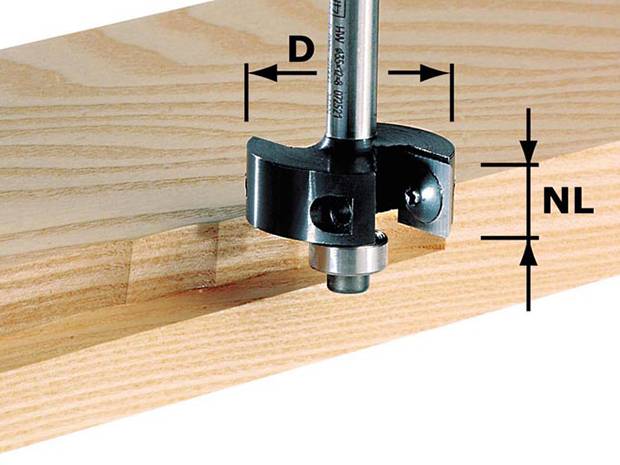
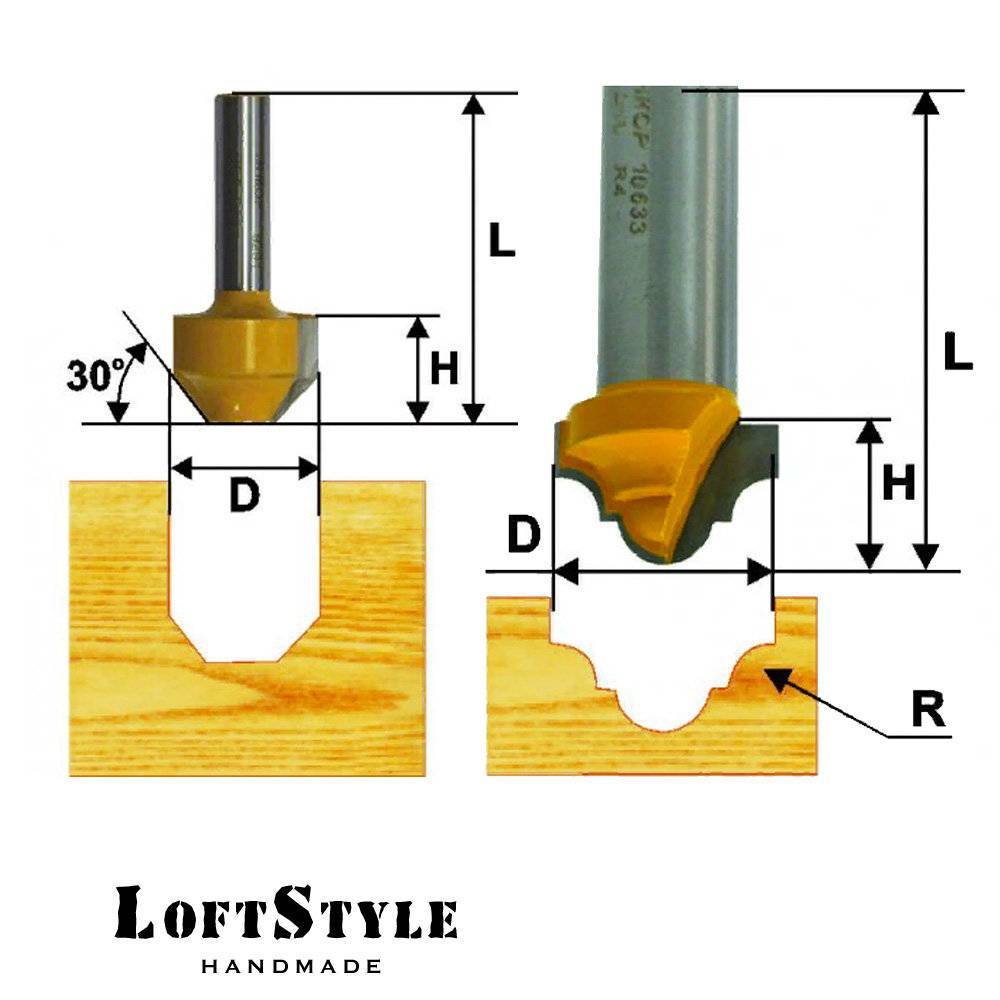
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
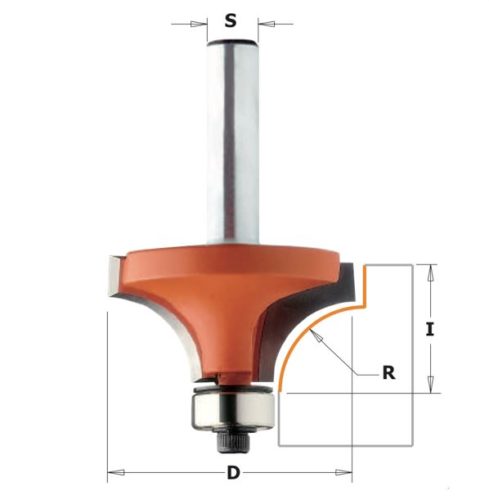
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы
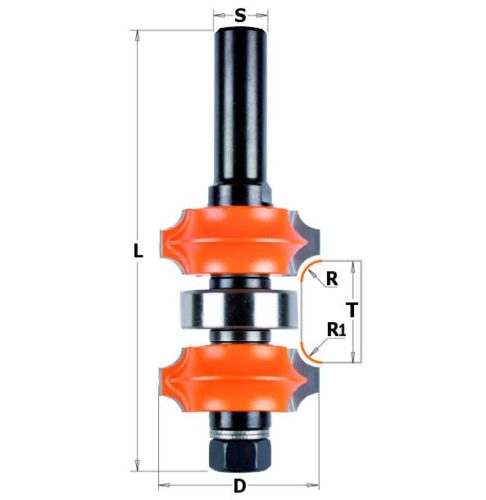
При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
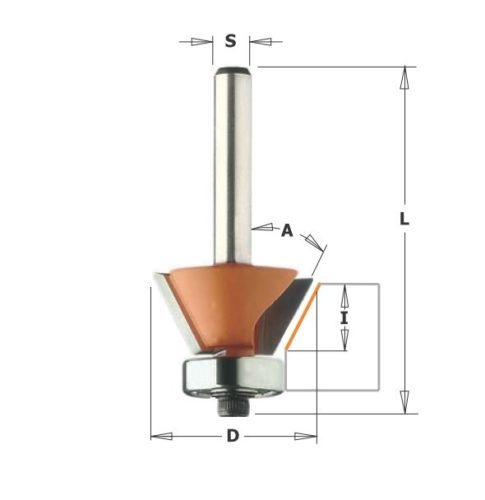
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
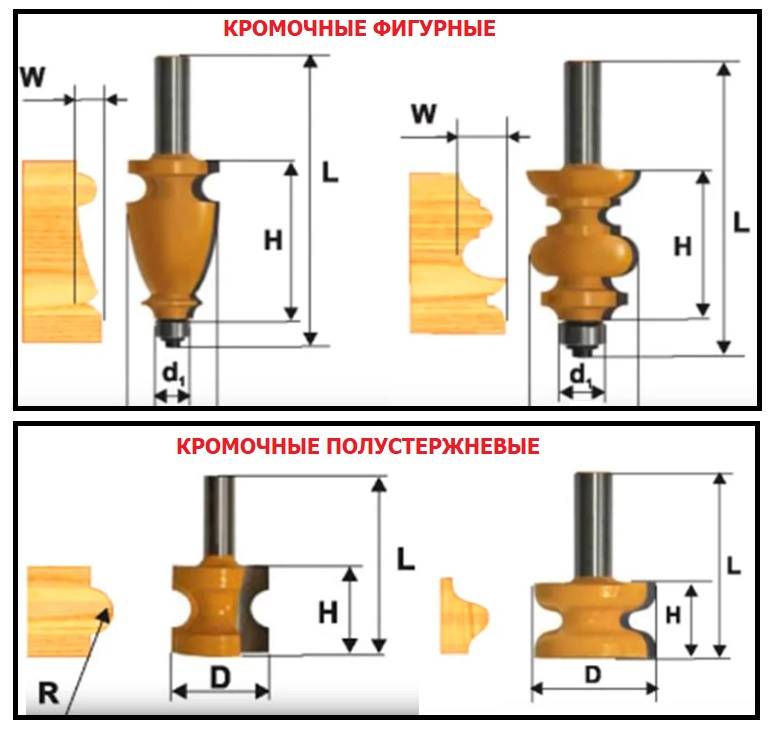
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
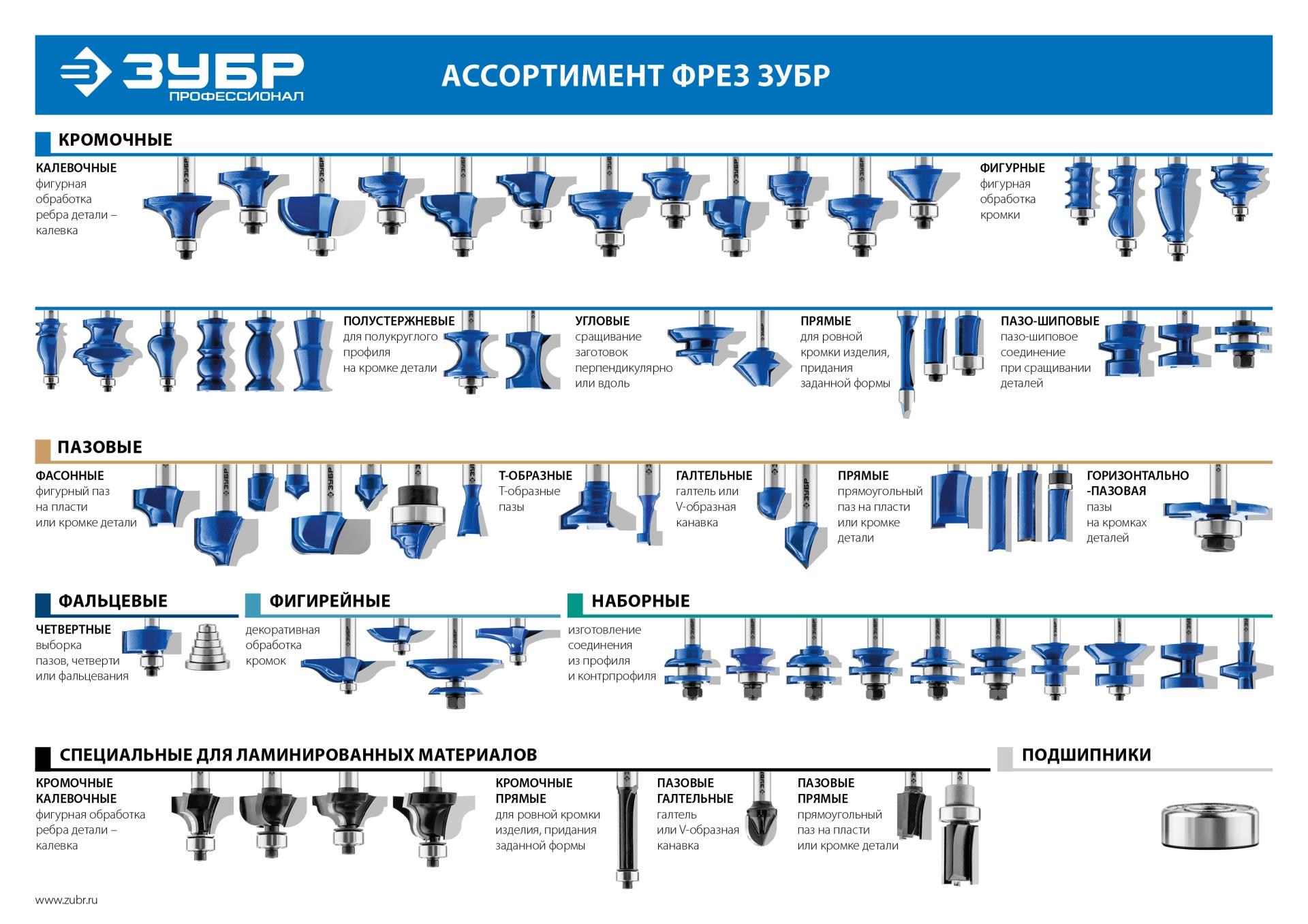
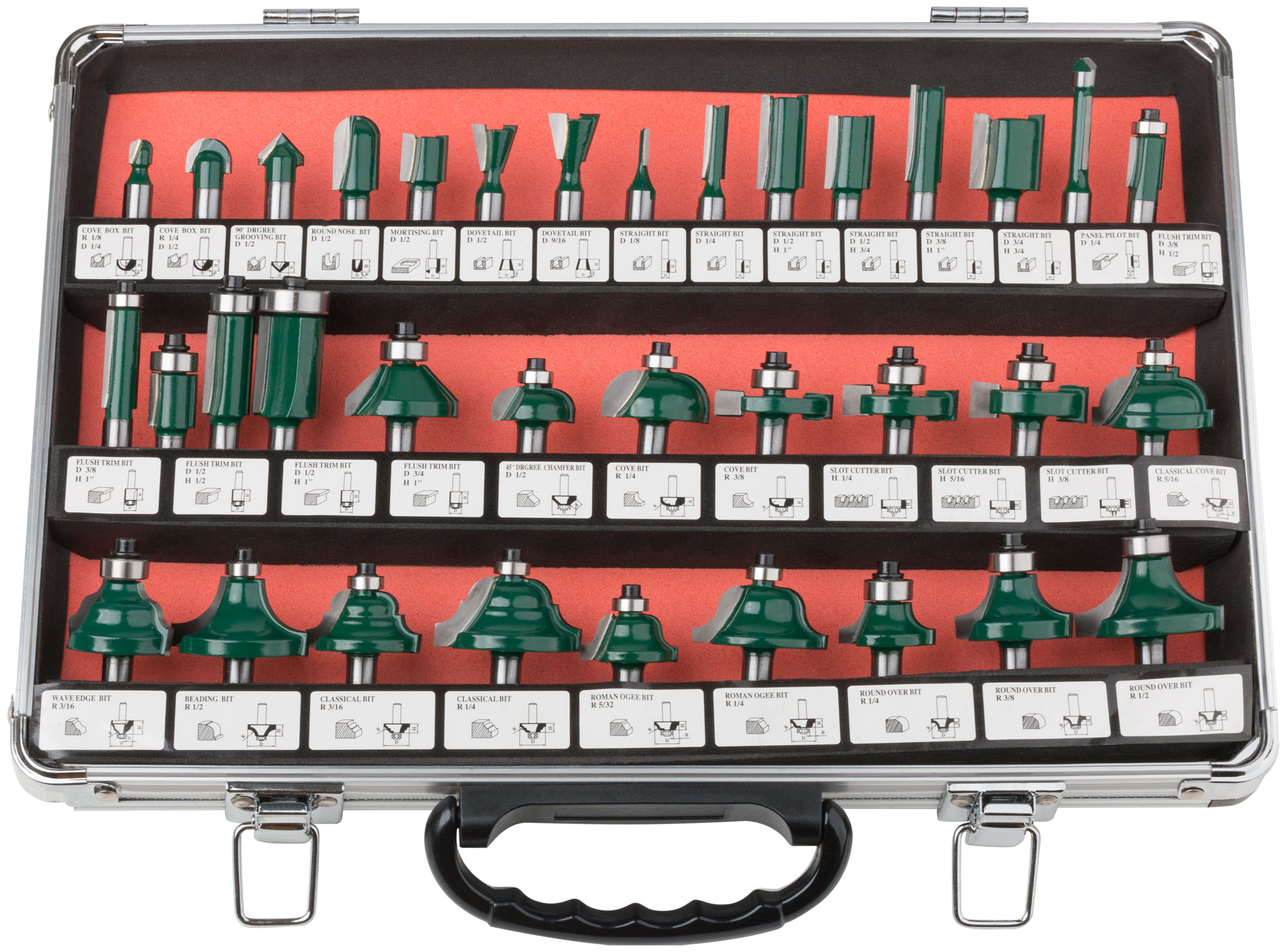
Кромочные фрезы по дереву
Это самый широко представленный спектр данного инструмента, ввиду наиболее частого применения ручных фрезеров именно для формирования различных кромок на деревянных изделиях.
Даже в больших наборах фрез, которые для домашнего мастера иметь предпочтительнее, нежели покупать большое количество фрез вразнобой, основная часть – кромочные фрезы.

И классификация их значительно шире, чем у других видов фрез. Они бывают:
профильные – придающие обрабатываемому краю замысловатую фигурную форму;
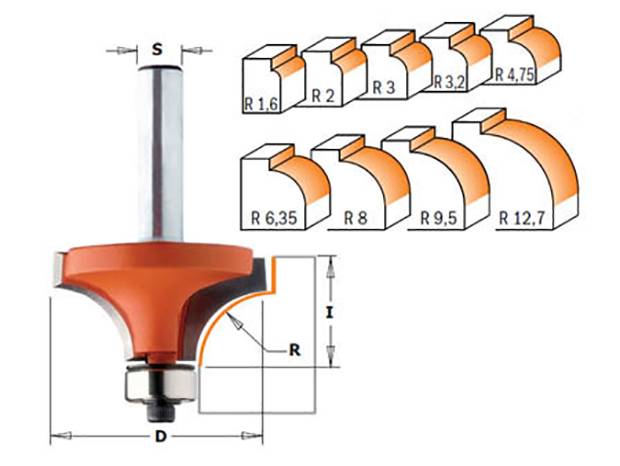
калевочные – закругляющие кромку выпуклой формой на четверть окружности;
конусные – снимающие фаску под углом (чаще он бывает под 45°);
дисковые – для пазов в кромке;
фальцевые – выбирающие четверть в кромке;
галтельные – делающие в кромке желобки на четверть окружности;

фигирейные – для формирования кромки филенок.

Как правило, все кромочные фрезы по дереву имеют упорный подшипник, ограничивающий заглубление инструмента в массив дерева. Глубина же вылета фрезы регулируется положением опорной площадки самого фрезера.


А приемы работы такими фрезами однотипны. Если фреза снимает сразу большой массив древесины, то лучше обработку производить в несколько проходов, постепенно заглубляя ее в дерево, пока не заработает упорный подшипник. Можно посмотреть видео:
Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).
Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.
Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.





