

Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия
Что делать
Если вода бьет ключом, рекомендуется менять систему или ее часть незамедлительно, все попытки решить проблему другими методами могут носить лишь временный характер.
Если струйка небольшая, течь можно устранить, заделав отверстие, предварительно отключив подачу воды. Осушив систему, проще определить размер отверстия. Для этого следует зачистить место протечки наждачной бумагой, удалив слой краски и ржавчины.
Прежде чем приступать к устранению проблемы, необходимо обезжирить поверхность ацетоном или бензином.
Очистив и обезжирив поверхность можно оценить характер отверстия и его размер, и выбрать наиболее правильный способ ремонта.
Рекомендуем ознакомиться: Почему в трубе дымохода образуется конденсат и как от него избавиться?

Варианты устранения свища в металлической трубе
| Способ | Описание | Особенности |
| Резиновые накладки | Полоска резины под длине больше диаметра трубы на 50 мм и меньше окружности хомута примерно на 100 мм оборачивается вокруг трубы в месте повреждения. Бандаж плотно фиксируется хомутом. | Универсальный способ, который подходит для ремонта течей различных видов на трубопроводах разного назначения. Если отверстие небольшое, можно даже не прерывать подачу воды. |
| Клеевой бандаж | Медицинский бинт или стеклоткань, смоченные в клеевом растворе, растворе обматывают в виде кокона в месте протечки вокруг трубы шесть раз, сверху покрывают слоем эпоксидного клея, и закрепив хомутом. | Подачу воды можно снова включить только спустя сутки после полного высыхания. Вместо клея можно использовать раствор цемента. |
| С помощью болта | Расширить отверстие с помощью дрели, нарезать в нем резьбу, затем вкручивают саморез или винт. | Подходит для ремонта небольших повреждений. Не рекомендуется применять на старых трубах, где подобные действия могут еще больше повредить трубу. |
| Холодная сварка | Нанести средство на место повреждения. | Считается временной мерой, после которой следует применять другой более качественный и надежный способ ремонта свищей. Следует помнить, что холодная сварка быстро разрушается под влиянием горячей воды и высокой температуры. |
| Бинт и пищевая соль | Небольшие дефекты в местах стыков можно ликвидировать с помощью бинта пересыпанного солью, которая при растворении в воде закрывает микротрещины. | Не подходит для устранения больших отверстий. |
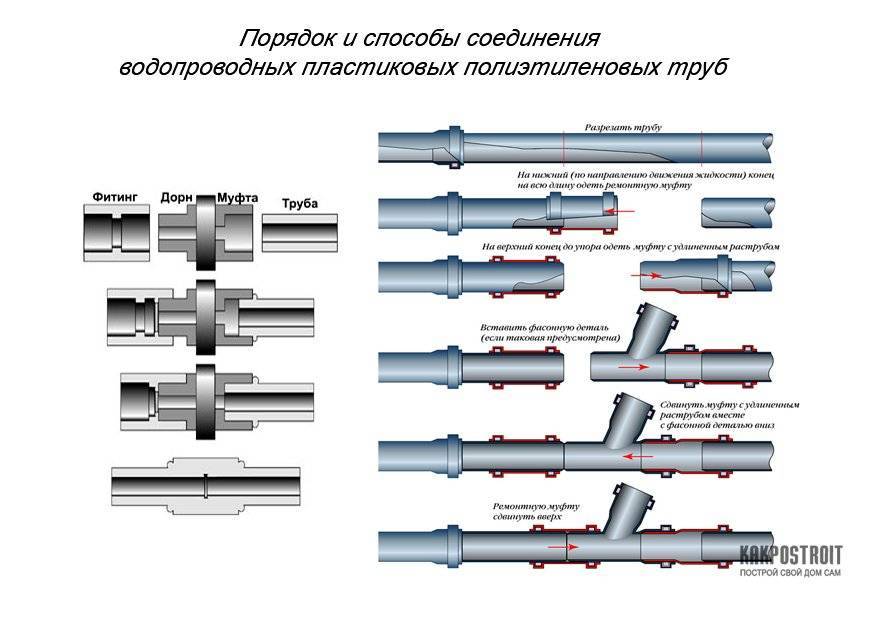
Варианты устранения течи в пластиковых трубах
Свищи на пластиковых трубах можно устранить с помощью сварки либо резьбовым способом:
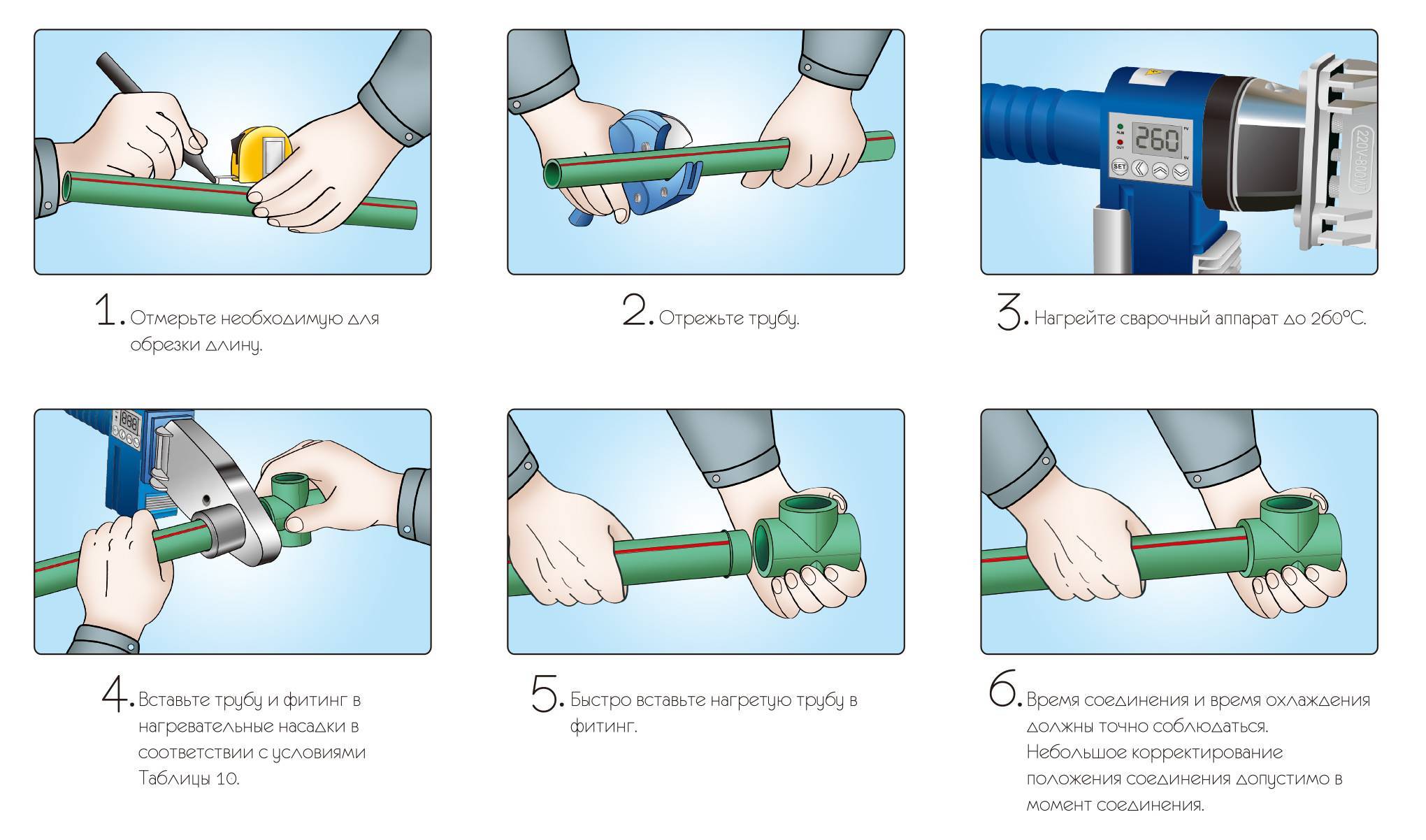
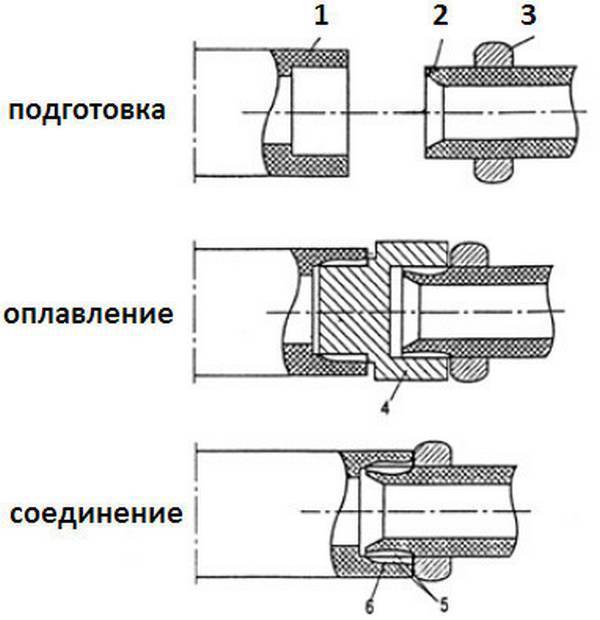
| Сварка | Обрезать поврежденный кусок трубы, подготовить фитинг и заготовку. Расплавить с помощью паяльника для пластика концы фитинга и трубы, соединить оплавленные концы. Работать следует быстро, помня о том, что пластик застывает достаточно быстро, поэтому переделать не получиться, необходима точность и выверенность действий и навык работы. |
| Резьбовой способ | Подготовить вставку необходимого размера, нарезать резьбу с помощью лерки на пластиковой трубе, затем скрепить конструкцию с помощью муфты. |
Описание технологии
При сварке трубопроводов под давлением возможно несколько методик работы:
- заделки отдельных трещин в основном металле или на линии соединения труб;
- доработки некачественно выполненного шва или кольцевой трещины;
- установки вентиля при организации бокового отвода.
Перед началом выполнения сварочных работ необходимо удалить легковоспламеняющиеся предметы. Если убрать мебель невозможно, то следует установить экраны из материала, выдерживающего воздействие раскаленных капель металла.
Устранение свищей
При нарушении технологии сварки или при нерасчетных механических воздействиях возможно образование отверстия (свища). Возникающая течь воды усложняет процедуру ремонта (напор зависит от давления в магистралях). Дальнейшая эксплуатация системы без заделки отверстия приводит к постепенному затапливанию подвального помещения и разрушению линии стыка потоком воды.
Краткий алгоритм заделки вертикальных повреждений:
- Установить аппарат на сухом участке грунта или на подставке.
- Встать напротив поврежденного участка, а затем расположить электрод под прямым углом к поверхности (для предотвращения стока воды по стержню).
- Возбудить дугу и наложить несколько капель металла на верхнюю кромку поврежденного участка.
- Убрать инструмент и нанести несколько ударов молотком по нагретым каплям, заполняя микротрещины.
- Повторить операцию, постепенно спускаясь вниз по трещине.
- Нарастить боковые кромки разлома, добиваясь прекращения фильтрации воды.
- Снизить сварочный ток и нарастить стенку трубы, перемещая инструмент снизу вверх по зигзагообразной траектории.
- Уплотнить материал ударами молотка с одновременным удалением окалины. Зачистить поверхность металлической щеткой и покрыть слоем краски для защиты от коррозии.
Рекомендуем к прочтению Правила проведения сварочных работ
Работа со стыками
Если магистраль расположена к поверхности грунта и имеется возможность перекрытия воды, то для заделки трещины используют методику частичной разделки стыка. После отключения напора и частичного слива жидкости необходимо вырезать технологическое отверстие в верхней части трубы. Через канал откачивают остатки влаги или укладывают в магистраль ветошь. Затем заваривают поврежденный участок электродом, пропущенным через отверстие.
Рекомендуется провести электросварку за несколько проходов, обеспечивая повышенную надежность. Затем сварщик должен убрать посторонние предметы, которые ограничивали поток воды по трубе. На заключительном этапе необходимо проварить шов по ее внешней поверхности и установить крышку, которая закроет технологическое отверстие. Поскольку выполняется несколько швов, то линии должны перекрывать друг друга, а последняя полоса выводится на монолитную поверхность трубы.

Для получения идеального шва необходимо выполнить все технологические условия.
Врезка в водопровод
При сварке водопроводных труб возможна установка отвода под углом 90°:
- Совместить патрубок с шаровым краном с боковой поверхностью водопроводной трубы. Перед сопряжением необходимо обрезать кромки бокового отвода для плотного контакта между магистралями.
- Зачистить поверхность соединяемых деталей от ржавчины или следов старой краски. При наличии теплоизоляционного покрытия необходимо аккуратно срезать защитный слой.
- Аккуратно проварить стык, не допуская прожога боковой стенки трубы.
- Открыть кран и просверлить отверстие в напорной магистрали. Использовать электрический инструмент не рекомендуется из-за риска попадания воды и поражения мастера током.
- После начала течи жидкости быстро вынуть сверло и перекрыть поток вентилем.
- Смонтировать боковой отвод до требуемой точки, а затем открыть кран.
- Убедиться в отсутствии течи воды, при необходимости дополнительно заварить стыки.
- Покрыть поверхности теплоизоляционным материалом или слоем краски для защиты от воздействия внешних факторов.
Виды сварочных работ
Суть сварочного процесса заключается в следующем: металл нагревают, в результате чего он плавится и деформируется. В это время между краями двух стыкующихся изделий происходит взаимное проникновение молекул металла. Сформированные таким образом новые связи способствуют прочности соединительного шва.










В зависимости от способа проведения работ сварка бывает:
- Термической. Соединение деталей происходит методом плавления – при помощи электрической дуги, лазера и т.п.
- Термомеханической. Сварной шов делается магнитоуправляемой дугой (стыковой).
- Механической. Конструкции соединяются путем трения или взрыва.
В нагревании металла участвуют разные элементы, природа которых влияет на то, какой будет сварка — дуговой, газовой, лазерной или плазменной.
Соединение деталей осуществляется ручным, механизированным или автоматическим способом. Ручной труд на предприятиях составляет не меньше 20–30%, при монтаже отопления и водоснабжения в жилых домах его доля резко возрастает.
От качества соединений зависит надежность трубопровода
Как правильно подобрать электроды для сварки труб

Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. Сначала не повредит некоторая информация о свойствах самих электродов. В конструктивном плане электрод собой представляет тонкий стержень, выполненный из металла. На него наносится специальное покрытие для сварки. В принципе, электроды бывают разного диаметра – чем больше нанесенного материала на стержень – тем он толще. Причем, электродное покрытие не только участвует в сварном соединении, но еще и защищает электрод от кислорода, обеспечивает равномерное горение дуги.
Иногда бывает так, что во время работы всплывает шлак и создает пленку, мешающую металлу поглощать воздух. Это будет оказывать негативное влияние на качество сварного шва, ведь кислород и азот, которые содержатся в воздухе, делают шов в металле хрупким. Опытному сварщику очень хорошо знакома такая проблема. В этом случае после того, как шлак остынет, его можно будет удалить, просто нанося молотком или электродом короткие, но точные удары. Шлак внутри шва оставлять ни в коем случае нельзя! Иначе в нем образуется свищ, который приведет к разгерметизации соединения. Главная задача – получение ровного и плотного шва. Опытный сварщик выполняет его в виде подков или восьмерок. Шлак при этом с каждым новым проходом будет вытесняться. Когда же шлак будет извлечен полностью, шов будет не просто прочным, но еще и красивым. Что же касается того, какого диаметра выбрать электрод для сварки, то здесь все будет зависеть от толщины стыка. Если трубы имеются небольших размеров, то можно приобрести электроды с диаметром в 3 мм. Такие можно будет применять для труб с толщиной стенки от 2 до 5 миллиметров. Если же трубы более толстостенные – до 10 мм, то и электрод нужно будет приобретать более толстый.
Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Для того, чтобы осуществить многослойный шов, для начала рекомендуется использовать электрод на 4 мм – чтобы можно было создать большую глубину сварного шва.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Особенности холодного метода
Холодное сваривание трубопровода не предполагает использования высоких температур, вместо этого процедура проводится под давлением. Подобное воздействие приводит к разрушению прослойки металлических деталей и соединяет их посредством диффузии атомов. Метод рекомендуется применять для соединения изделий из одинакового материала.

Чтобы сварка получилась качественно, нужно выбирать хорошие электроды
Холодная сварка бывает трех типов:
- Точечная. Для процедуры используется устройство пуансон. Это оборудование осуществляет прессовку материала.
- Шовная. Этот тип холодной сварки может быть проведен по всей длине, или процедура выполняется посредством сварных точек, образующих единый шов.
- Стыковая. Чтобы заварить трубное изделие, проводится сильное сжатие свариваемых элементов (они должны быть закреплены зажимами).
Сегодня имеется несколько вариантов соединения трубных изделий. Однако наиболее эффективным считается метод сваривания. Благодаря разнообразию технологий сварки каждый сможет выбрать наиболее удачный способ для изготовления надежного герметичного шва.








Как заварить трубу с водой электросваркой

27.03.2019
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.
Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным
Это роли не играет, важно обеспечить доступ к стыку
Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям.
Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы
Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат. При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении. Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров. Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска. Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя. Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба. Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.







Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Пластиковые трубы
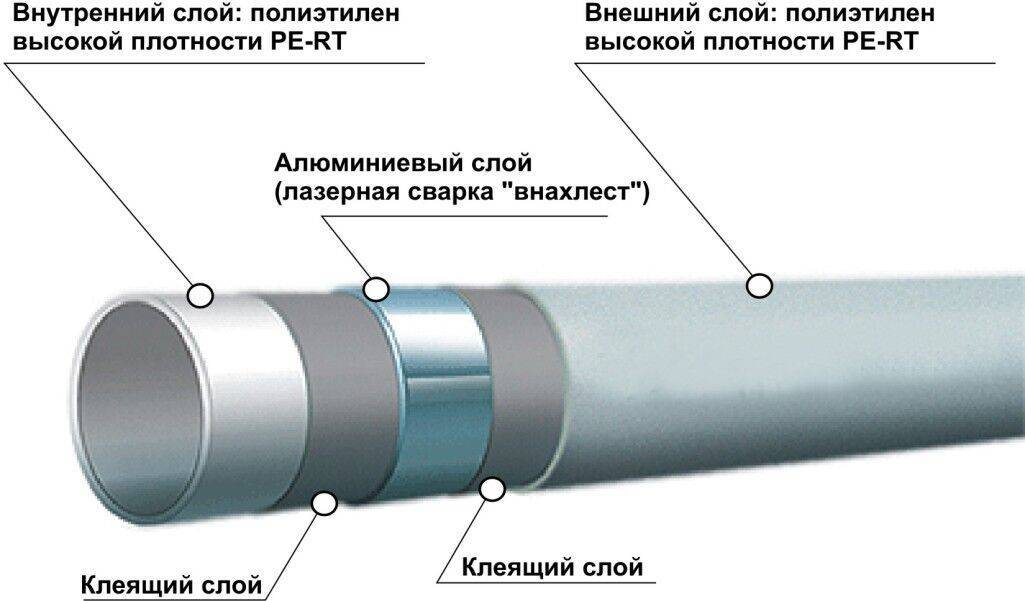
Не все знают, что под названием «пластик» скрывается достаточно широкий перечень материалов. Поэтому не стоит валить в одну кучу все пластиковые трубы, тем более что у каждого вида есть присущие только ему качества и свойства:
- Полиэтилен отличается высокой пластичность и мягкостью. У него одна проблема — он не может выдерживать высокие температуры. Предел — +80С.
- Полипропилен. По твердости превосходит полиэтилен, но имеет более низкий удельный вес. Его часто используют в горячем водоснабжении и в отоплении. Кстати, в основном эти трубы поступают в продажу без армирующего металлического каркаса.
- Трубы из поливинилхлорида (ПВХ) чаще всего применяются для сооружения канализационной сети. В отоплении их не используют.
ПОВОРОТНЫЕ СТЫКИ
Их относят к сложным работам. Так что нужно придерживаться существующих правил.
Скорости поворота детали и проводки проводника нужно соблюдать паритетными. У последнего она определяется толщиной свариваемой детали. Чем больше, тем дольше длится сварка. Лучше всего, когда сварочная ванна находится под углом в 30 градусов.
Где деталь поворачивается на 180 градусов, работают поэтапно. Прежде в 2 подхода осуществляют сварку 2-х верхних четвертей d трубы. Один шов идет другому навстречу. Допустим и 1 слой, и два. Потом поворот на 180 градусов, и проваривают стык, что остался. После поворот опять на 180 градусов и варят шов до самого конца.





