

Классификация арматуры
Когда в процессе возведения очередного объекта у строительной компании возникает необходимость в применении определенного вида оборудования, то задача решается двумя способами.
В первом случае используется аренда станков и приспособлений. Во втором – станок для гибки арматуры собирается своими руками. Для второго варианта необходима схема, чтобы собрать изделие.
Опыт ведения строительных работ показывает, что аренда любого оборудования требует существенных финансовых затрат. И они не всегда оправдываются.
Однако, прежде чем приступать к сборке станка, необходимо узнать, какой тип арматуры будет обрабатываться на станке.
Если для обеспечения строительного процесса требуются заготовки большого диаметра, то ручной станок для гибки арматуры может оказаться недостаточно мощным. Схема устройства может дать представление о том, для материала каких размеров используется устройство.
Для применения в различных конструкциях и условиях производится металлическая арматура следующих сортов:
- монтажная;
- рабочая;
- распределительная.
Цена такого металлопроката определяется качеством стали и диаметром прутка.
Специально для применения в строительстве производится арматура двух типов – круглая горячекатаная и круглая периодического профиля.
Каждый тип проката обладает соответствующими преимуществами. Поперечное рифление усиливает сцепление металла с бетоном. А гладкие прутки обладают прочностью и гибкостью.
О том, какой тип проката будет применяться в конкретных узлах и конструкциях, определяется на этапе проектирования. Стоит помнить, что цена в данном вопросе не важна.
На видео показано, как выполняются операции на механизированном станке для гибки и резки прутка среднего диаметра.
Видео:
Аренда такого станка оправдана в том случае, когда возводится объект средних размеров.
По окончании строительства стенок возвращается владельцу. Арматуру диаметром от 6 до 8 мм можно обрабатывать на ручном устройстве для гибки и резки.
Ее часто поставляют в мотках. Когда диаметр прутка больше и металл прошел термическую обработку, то требуется станок, оснащенный электрическим приводом.
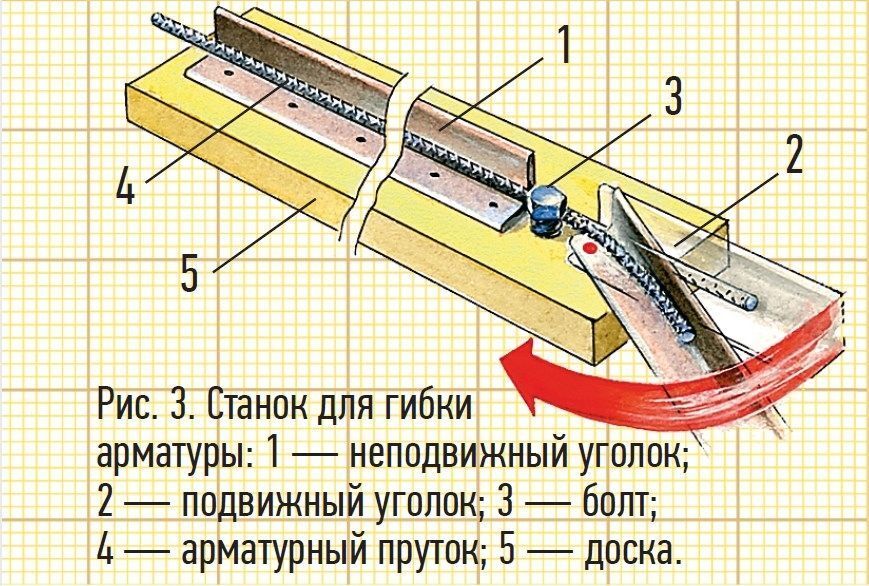
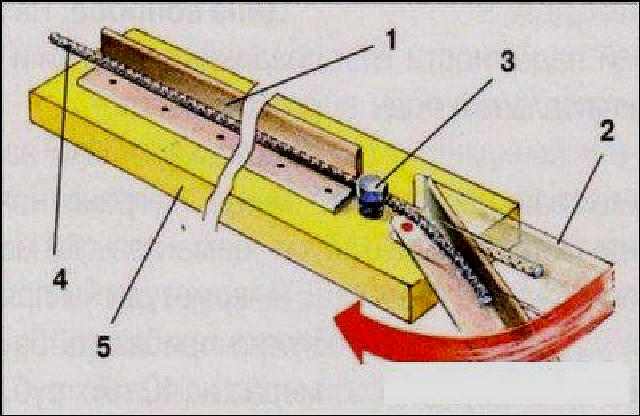
Как сделать приспособление для гибки арматуры

Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
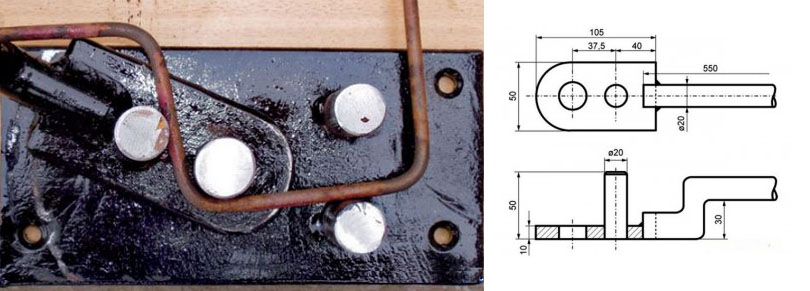
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
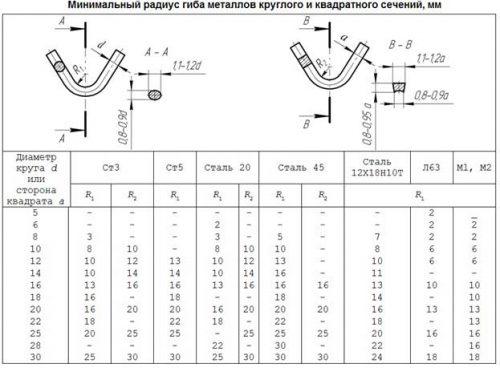
Таблица минимальных радиусов гиба арматуры, прутка и кругляка
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
 Примеры возможностей гибки
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.









ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
2 Как работает гибочный станок – все элементарно!
Ручное устройство для гибки представляет собой несложное механическое приспособление, работающее по одному принципу. На его станине монтируются:
- прямоугольный либо круглый неподвижный упор, который может оснащаться зажимом арматуры, а может и не иметь такового;
- подвижный (гибочный) и неподвижный (центральный) валы.
 Ручное устройство для гибки
Ручное устройство для гибки
Дистанция между упором и неподвижным валом определяет наибольшее сечение арматурного элемента, с которым сможет работать гибочный инструмент. Ось центрального вала выполняет функцию центра вращения. Изгиб изделия осуществляется именно вокруг него.
Подвижный вал соединяется посредством специальной “серьги” с неподвижным. На ней обязательно имеется рычаг (ручка), на который в процессе выполнения гибочной операции одевают трубу-удлинитель. Данный дополнительный элемент снижает нагрузку на руки человека, производящего сгибание арматуры, за счет удлинения “плеча”. Удлинитель, таким образом, делает процесс деформирования металлической заготовки вручную в разы более простым и быстрым.
 Подвижный вал и ручка для выполнения гибочной операции
Подвижный вал и ручка для выполнения гибочной операции
Деталь, которую планируется изогнуть под заданным углом, ставят между неподвижным валом и упором, если есть зажим, выполняют фиксацию арматуры. После этого можно приступать к деформированию металла путем поворота вала до упора в требуемую сторону (против либо по часовой стрелке). При этом упорный элемент приспособления не позволяет незадействованной в гибочном процессе части арматуры проворачиваться. Благодаря этому, изгибу подвергается конкретный участок металлической заготовки, а не вся ее поверхность.
Инструмент для ручной гибки бывает разных модификаций. Но, вне зависимости от имеющихся конструктивных особенностей, он работает по описанному нами принципу.
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети
потери времени, снижением объемов продукции, но и травмой оператора станка
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Классификация станков для гибки арматуры
Все устройства, предназначенные для гибки арматуры, делятся на две группы:
- Ручные. Загиб осуществляют с применением физической силы. Именно эта категория станков нашла широкое применение в индивидуальном строительстве, благодаря компактности, удобству использования и доступной цене.
- Электрические. К этой группе относят профессиональные устройства, предназначенные для производства больших объемов работ на комбинатах по изготовлению железобетонных конструкций и на крупных строительных объектах. Такие механизмы способны гнуть стальные прутья диаметром до 40 мм. Цена на подобные устройства колеблется в пределах 100000÷350000 рублей.

Принцип работы и конструктивные отличия ручных станков
Любой ручной станок для гибки арматуры (независимо от конструктивных особенностей) работает по одной схеме: один конец металлического прутка упирают в неподвижную часть конструкции или фиксируют на ней, второй при помощи рычага загибают вокруг вертикального ролика. Некоторые модели оборудованы дополнительными сервисными приспособлениями: фиксаторами прутка, ограничителями угла загиба, регулировкой толщины прутка.

Все станки для ручной гибки арматуры в зависимости от конструкции подразделяют на:
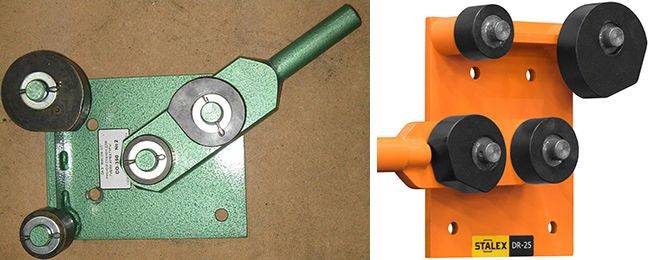
- Станки с простым рычагом. Изгиб прутка выполняют вокруг вертикального ролика. Пруток либо фиксируют, либо упирают в неподвижную часть. Усилие для изгиба зависит от длины рукоятки: чем она длиннее, тем меньше усилий требуется для осуществления загиба. На рынке эти модели наиболее распространены и востребованы. Известные производители: Afacan (Турция), Stalex (Россия), Alba (Испания), Мисом (Белоруссия), Kapriol (Италия).
- Станки с системой рычагов. Центральная шестерня и зубчатый сектор образуют редуктор, который позволяет уменьшить необходимое прикладываемое усилие при такой же длине ручки, как у простых станков. Этот вид станков не так широко представлен на современном рынке строительных приспособлений. Самым распространенным является гибщик арматуры с зубчатым редуктором – модель «Afacan 16D» (стоимость 8200÷8500 рублей).

Разновидности в зависимости от максимального диаметра арматурного прутка
Выбирая приспособление для гибки арматуры, основным критерием будет максимальный диаметр арматурного прутка, который можно согнуть с помощью него. Этот показатель указан производителем в документации на гибочный станок. Также эту величину указывают и в маркировке самой модели. Последняя двузначная цифра в названии соответствует максимальному диаметру прутка. Например: станок «Stalex DR-12» – цифра 12 указывает на то, что станок предназначен для работы с металлическими прутками диаметром до 12 мм; модель «Мисом СО-350-25» – цифра 25 указывает на то, что с помощью этой модели можно гнуть арматурные прутья диаметром до 25 мм. Чем больше диаметр прутка, который можно согнуть с помощью станка, тем дороже будет он стоить.
В зависимости от диаметра обрабатываемого прутка все оборудование для ручной гибки арматуры подразделяют на:
Бытовые станки, предназначенные для гибки арматурных прутьев Ø=10÷16 мм. Гибка арматуры своими руками при помощи станков этой группы наиболее широко применяют в индивидуальном малоэтажном строительстве для армирования фундаментов и других железобетонных конструкций. Цена на такие изделия варьируется в пределах 2500÷5500 рублей. Наиболее популярные модели от проверенных производителей: «Afacan 16PT» (4900÷5100 рублей), «Stalex DR-16» (5000÷5500 рублей).

Полупрофессиональные ручные станки, предназначенные для работы со стальными прутьями диаметром 20÷25 мм. Такие изделия понадобятся в случае индивидуального строительства 3÷4 этажных строений или для использования на крупных строительных объектах (при отсутствии электричества). Конструктивно этот вид станков сложнее. Обычно в комплект поставки входят сменные ролики и эксцентрики для более точной адаптации станка под конкретный диаметр прутка. Цена на эти изделия варьируется в пределах от 10000 до 35000 рублей в зависимости от производителя и комплектации. Типичные модели: «Мисом СО-350-20» (16000÷16500 рублей), «Stalex DR-25» (16500÷18000 рублей).








Все ручные устройства обладают целым рядом общих достоинств:
- Демократичной ценой (особенно на изделия для работы с прутками диаметром до 16 мм).
- Простотой и надежностью конструкции.
- Удобством в эксплуатации.
- Небольшим весом.
- Точностью и аккуратностью сгиба.
- Легкостью крепления к верстаку или рабочему столу.
- Большим выбором моделей.
Виды ручных гибочных станков
Конструкция приспособлений по сгибанию арматуры (армированных прутов), предусматривает использование нескольких упоров (обычно их три) из стального материала и силового привода, в качестве которого могут выступать как различные рычажные механизмы, так и движение самих упоров. Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
В конструкциях ручных устройств по сгибанию арматуры в качестве силового привода используют применение мускульной силы работника. С целью облегчения физической нагрузки, особенно при необходимости работы с изделием, которое имеет большое поперечное сечение, в конструкциях станков используется силовой рычаг. Этот рычаг за счет обеспечения большего плеча позволяет значительно облегчить работы по сгибанию армированных прутов.
В зависимости от конструкции, ручные приспособления по изгибанию арматуры можно поделить на так называемые условно ручные и ручные. К условно ручными станками изгибания армированных прутов, можно отнести приспособления, в которых для изменения профиля такого изделия используется механический привод, приводимый в действие ручной силой. Обычно такие устройства имеют в своей конструкции маховик, приводимый в движение физическим воздействием работника.
При работе с армированными прутами, которая имеет поперечное сечение свыше 16 миллиметров, существует необходимость использования приспособлений гибки такого изделия с механическим приводом. Поскольку усилия, которые необходимо прилагать для гибки такой арматуры, довольно значительны, а выполнения работ при ручном режиме, сопровождается большими физическими усилиями и может привести к неправильному и некачественному выполнению операций по сгибанию.
При работе с армированными прутами до 16 миллиметров, можно использовать ручные гибочные приспособления. Такие станки в зависимости от мобильности, условно можно разделить на два вида: стационарные и переносные.
Зависимо от траектории, прилагаемой для изгибания вектора силы, ручные станки так же можно разделить на те, что используют вертикальный вектор приложения силы и горизонтальный.
Устройства с вертикальным вектором приложения силы, позволяют осуществлять работы с большими диаметрами арматуры, поскольку более удобны для совершения значительной нагрузки за счет того, что могут использовать всю массу тела работника. Но с целью более аккуратного и подконтрольного сгибания армированных прутов небольших диаметров, целесообразней использовать ручные приспособления с горизонтальным вектором приложения силы.
Принцип работы арматурогиба
Все гибочные станки работают так:
- Арматура надёжно фиксируется в зажимах или тисках на упорных роликах.
- При помощи третьего ролика, расположенного в месте для изгибания, проводится механическое воздействие на арматуру.
- Когда достигнут необходимый угол изгиба, то усилие снимают, а изделие открепляют от станка.
Использование валов предотвращает разрыв металла в результате деформации. В более сложных конструкциях для получения прутков с несколькими точками загиба используется несколько упорных валов. Их целью является сокращение механических операций и упрощение получения изделий нужной формы.
Для применения механического усилия в ручных конструкциях устанавливается рычаг. В зависимости от допустимых нагрузок станки позволяют гнуть одновременно несколько арматур. Однако в таком случае для гибки толстых прутков с диаметром более 14 мм придётся прилагать значительные усилия. Для упрощения данной задачи рекомендуется использовать гидравлический привод.
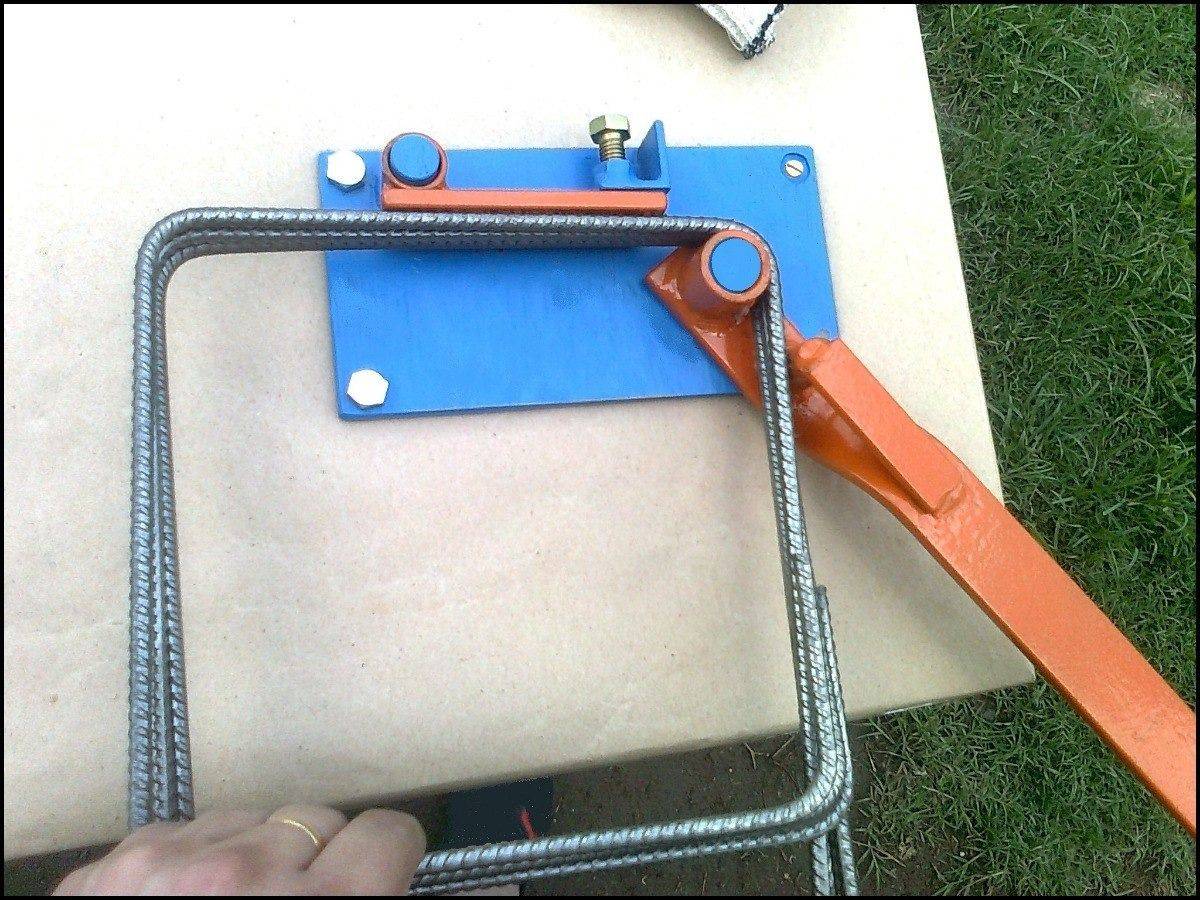
Делаем ручной станок для гибки арматуры своими руками
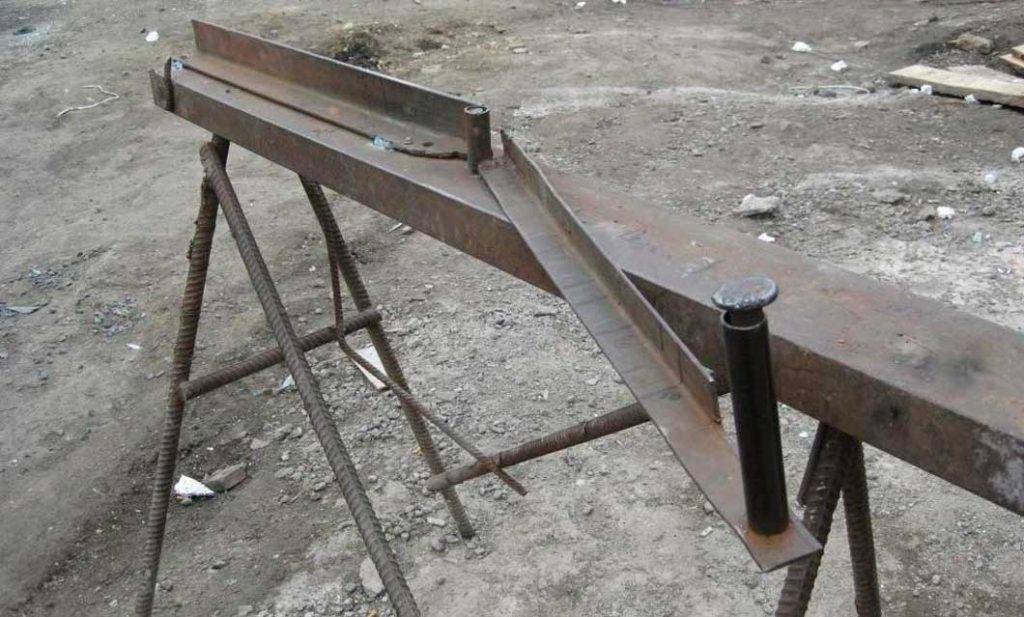
В качестве подручного станка выбирают изделия, работающие в горизонтальной плоскости. Арматуру закрепляют между опорным элементом и неподвижным штифтом из металла. На него ставят поворотный узел с гибочным штырем и удлиненным рычагом. Во время работы прут сгибается вокруг центрального штифта в сторону нужного угла. Этот станок для гибки подойдет для арматуры с диаметром до 14 мм.
Для него понадобится станина — швеллер 12 мм или 14 мм, длиной не менее одного метра. Его приваривают к двум трубам из металла, которые вбивают в землю. Чтобы создать упор, к верхней полке такого швеллера приваривают два уголка. Рычаг изготавливают из труб, приваренных под углом в 90 градусов. Чтобы увеличить усилие на рычаге, надевают удлинитель не меньше 1,2 метра.
Прочность агрегата должна быть в три раза больше усилия для сгибания изделий, особенно если арматура нужна для крупных строительных объектов. Помимо чертежа подготавливают инструменты:
- болгарка и набор дисков отрезного и шлифовального типа;
- электродрель со сверлами из стали для быстрой резки;
- электроды и сварочная установка;
- набор слесаря, включающий молоток, пассатижи, кернер, кувалду и зубило;
- тиски для фиксирования конструкции.
В качестве материала для гибочного станка берут подшипник, квадрат или уголковый профиль 25х25 мм и длиной 60 см, прут из стали диаметром на 12-25 мм, а также болты 2х5 см. Нужно учитывать, что готовый станок будет достаточно массивным и весить несколько килограмм.
4 Популярные модели – какой инструмент выбрать?
Стоимость гибочного ручного оборудования зависит от его производительности, скорости выполнения рабочих операций, а также от того, какие изделия по форме и толщине оно может обрабатывать. Далее мы коротко описываем востребованные марки и модели РСГА, которые продаются в строительных магазинах страны:
- DR-12, DR-20 и DR-25 от Diam-Almaz – ручные гибщики российского производства. Их можно использовать на дому и на любых строительных объектах, где возникает необходимость в гибке арматуры и прутов из углеродистой стали и других сплавов. Любой станок под маркой Diam-Almaz располагает надежными ограничителями длины подачи и угла сгибания изделий. Такой инструмент без труда фиксирует детали зажимом, его можно установить на любой верстак.
- СО-350 от компании МИСОМ (Белоруссия) – несколько моделей станков для работы с арматурой сечениями до 12, 25, 20 и 30 мм. Отличаются прочной простой конструкцией, позволяют одновременно гнуть 2–4 прутка, имеют малый вес (10–30 кг), гарантируют получение точных и максимально ровных изгибов.
- Alba – гибочные станки профессионального класса, ориентированные на применение в промцехах и на строительных объектах. Дают возможность работать с арматурой А-III и А-I диаметром до 30 мм. Характеризуются безотказностью при эксплуатации и длительным сроком службы, высокой мобильностью и прочностью.
 РСГА «Alba» профессионального класса
РСГА «Alba» профессионального класса
Популярностью пользуются и другие гибщики – российские станки УО-120, а также 12Е и 10Е от фирмы Afagan (Турция). Выбрать подходящее вам ручное приспособление будет несложно.
Пошаговая инструкция по сборке
Станок из домкрата
 При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
Принцип гнутья арматуры
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба. Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.

![Станок для гибки арматуры [ручной, автоматический]](https://terradream.ru/wp-content/uploads/b/c/8/bc83e0899fa6a3b071ff026c320d46b5.jpeg)





Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.

Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Обзор чертежей станков для гнутья арматуры
Самодельный станок для гибки арматуры
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага. Недостатком подобной ручной конструкции является трудоемкость работ, так как для искривления прутьев большого диаметра понадобится значительное усилие. Альтернативным вариантом является увеличение гибочного рычага.
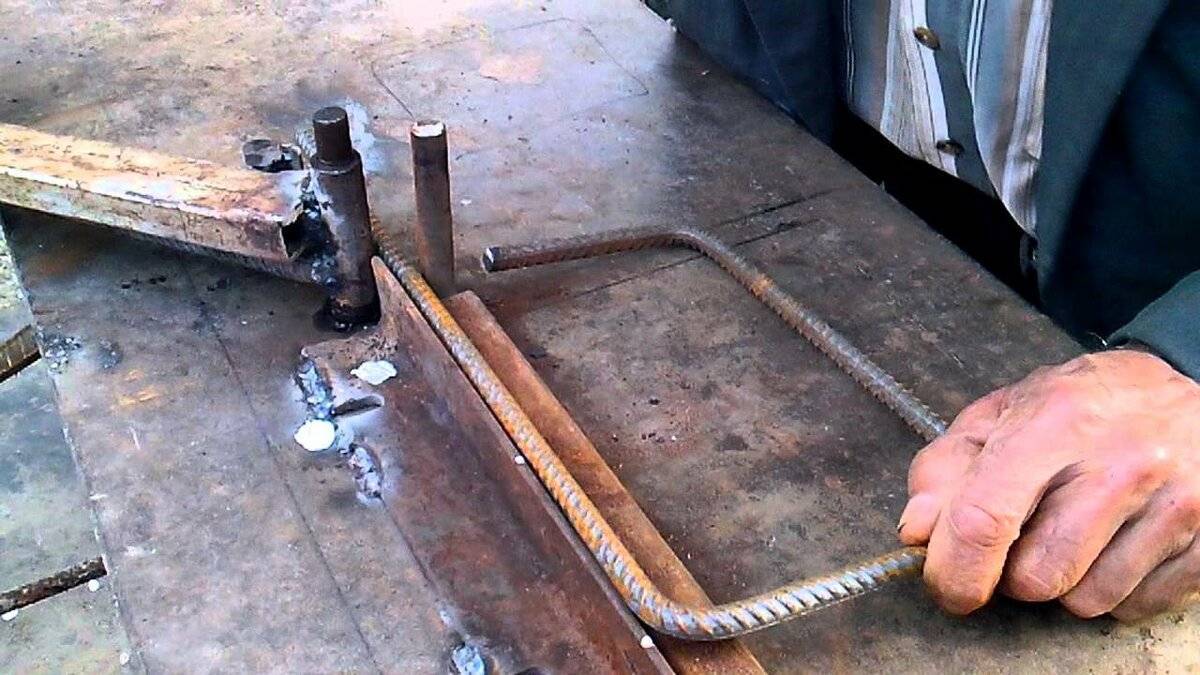
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.
В видеоматериале показан пример приспособления для гибки стального прута своими руками:
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.





