

Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.

Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.  Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600 С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.
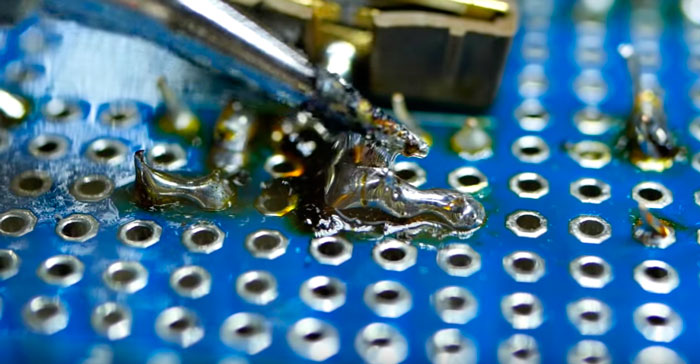
Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
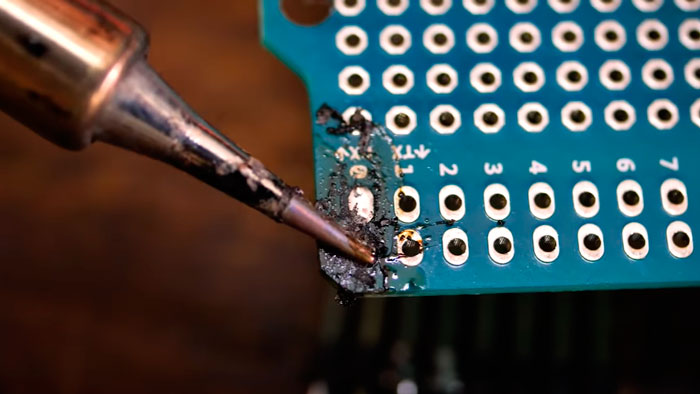
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
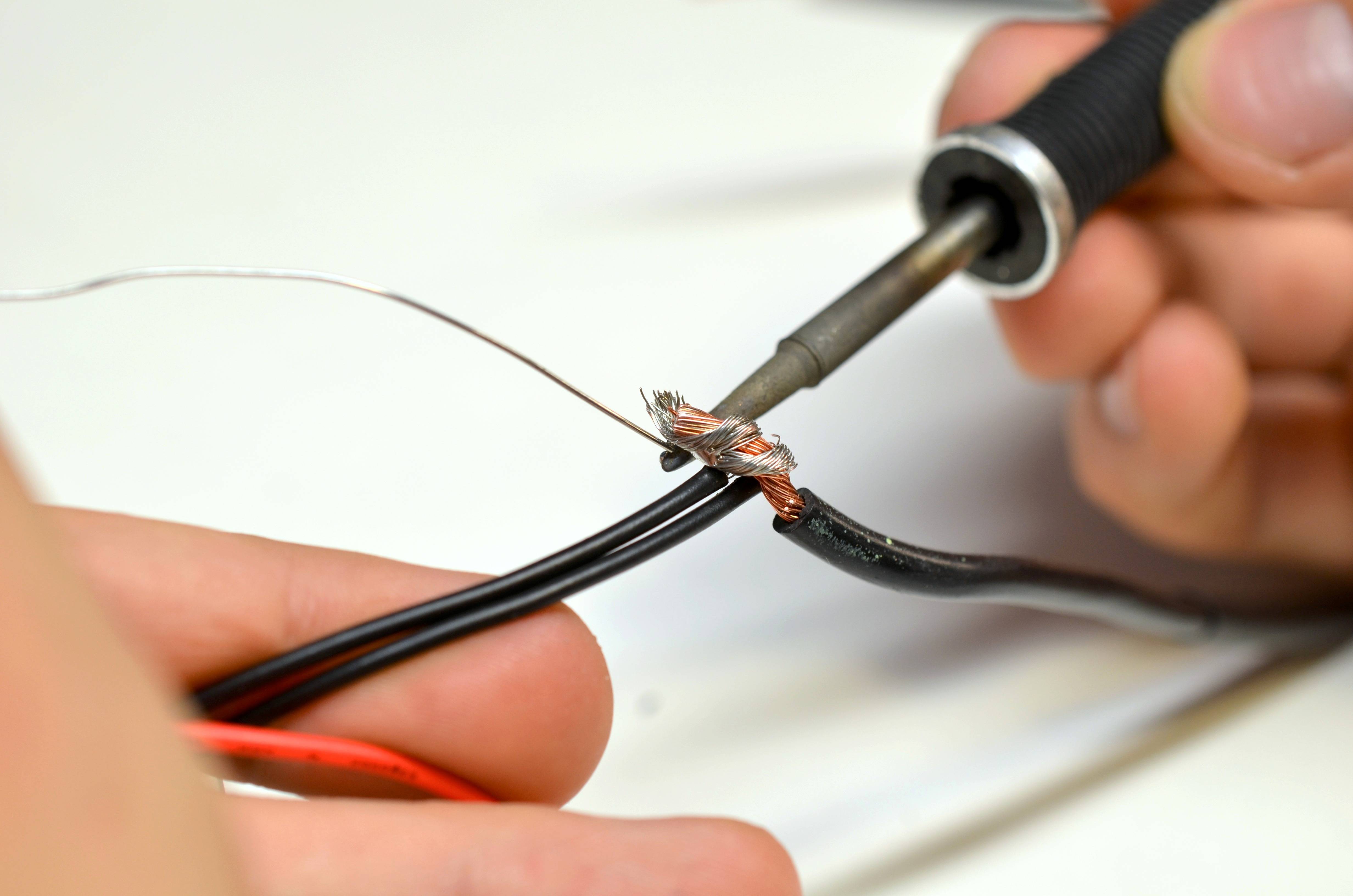
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
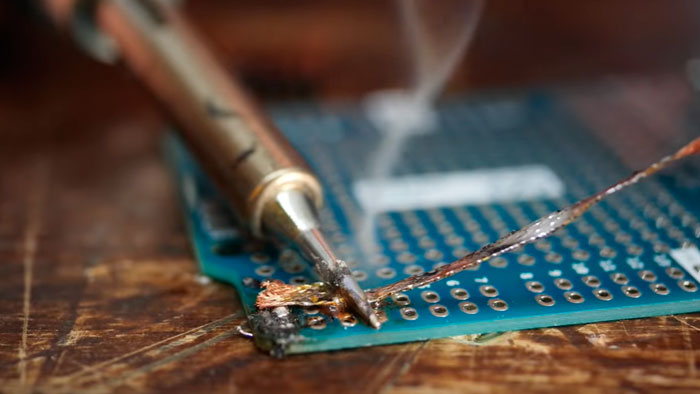
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте “сеточку” жидкой канифолью.
Источники – AmperkaRu, AlexGyver
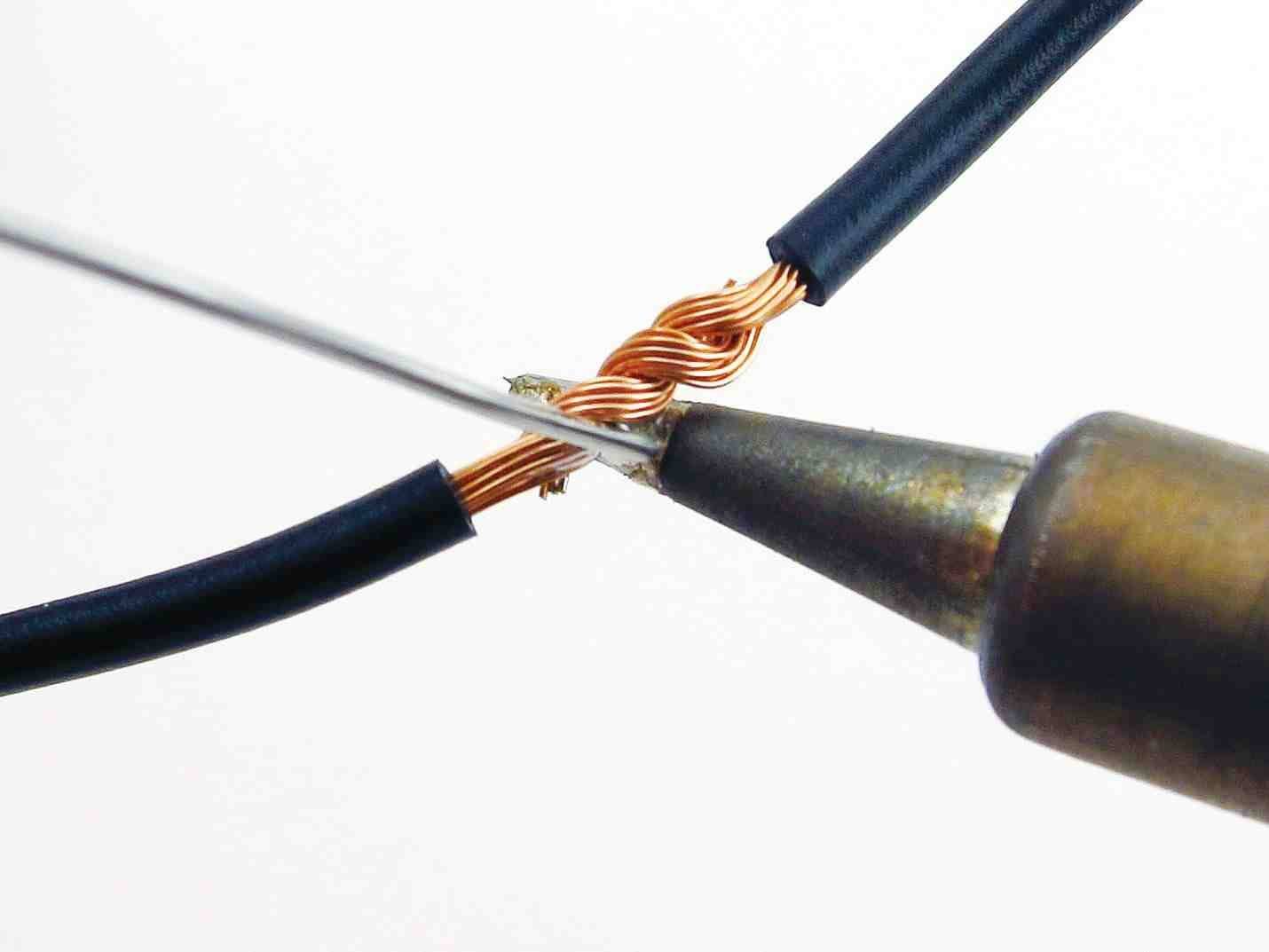
Скрутки для распредкоробок со сваркой
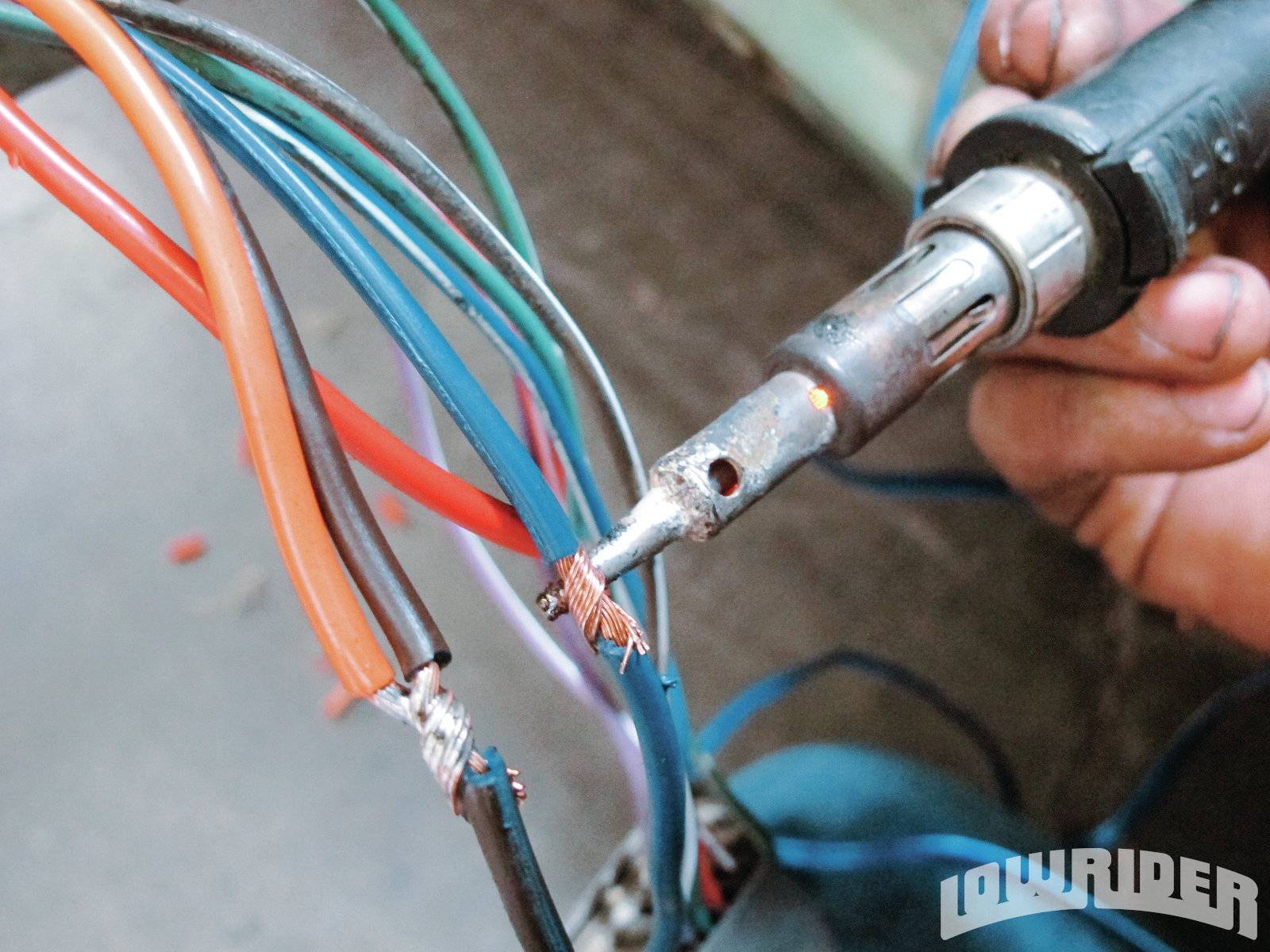
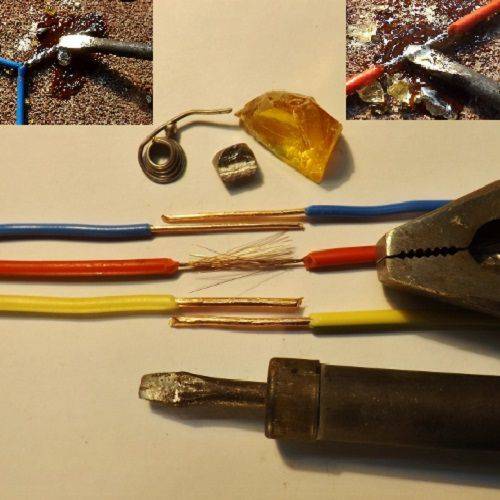
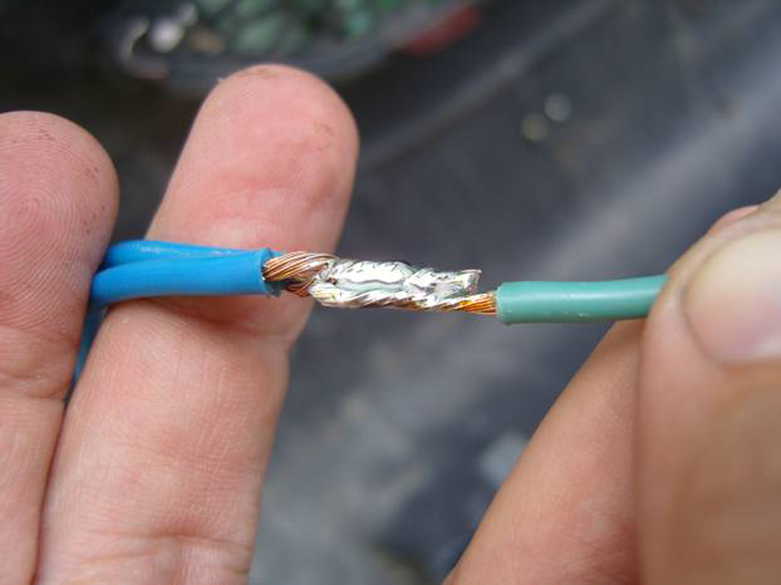
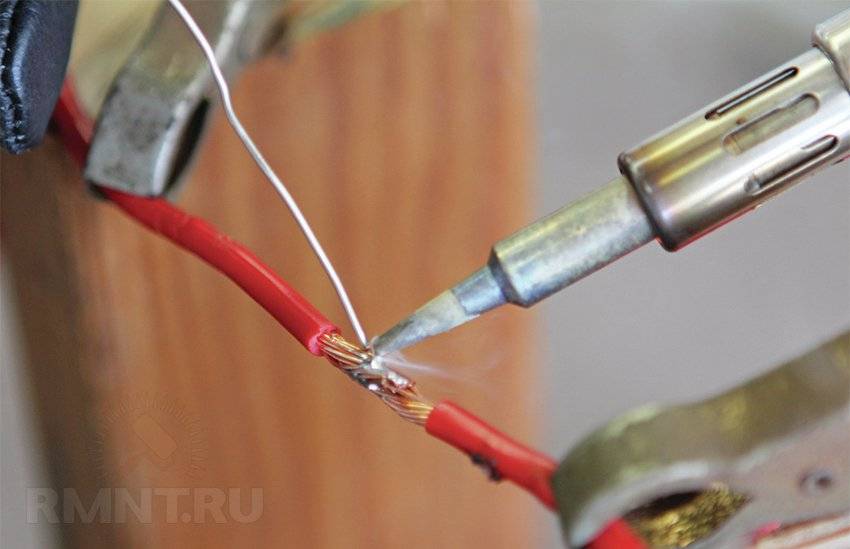
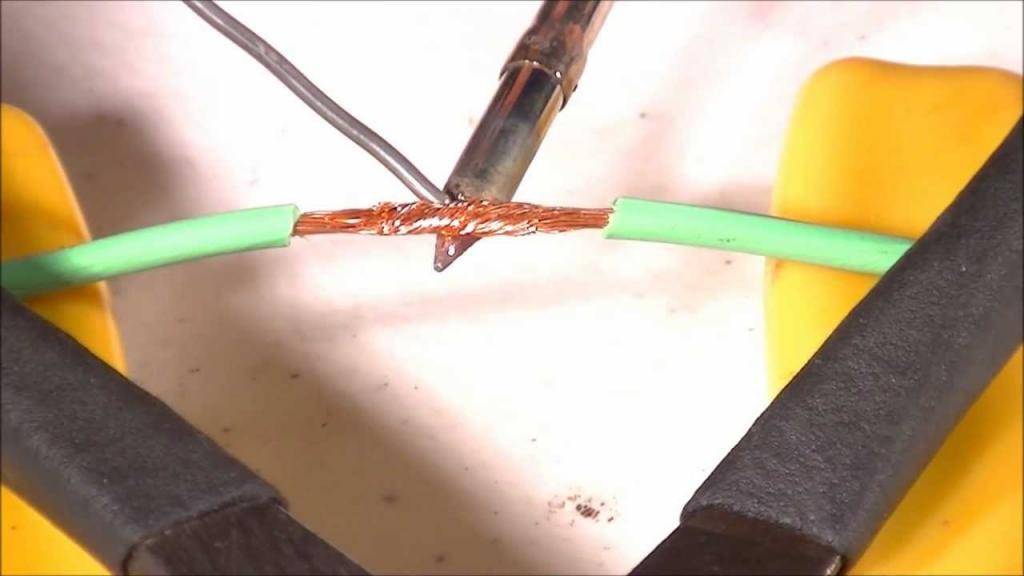
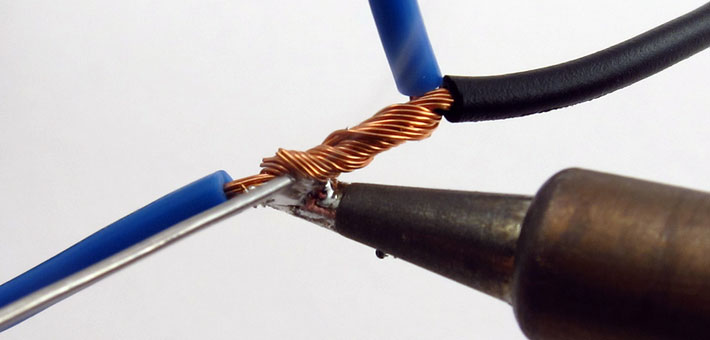
Если нам необходимо соединить два и более моножильных медных проводов и скрыть их в распредкоробке, тогда для надежного соединения лучше сварить контакты. Для этого нам дополнительно потребуется специальный сварочный аппарат с угольными электродами. Например, сварочник ТСС Компакт-160 подойдет для такой задачи. Также нужны будут графитовые электроды (можно взять стержни из пальчиковых батареек или графитовый брусок с двигателя) и флюс.
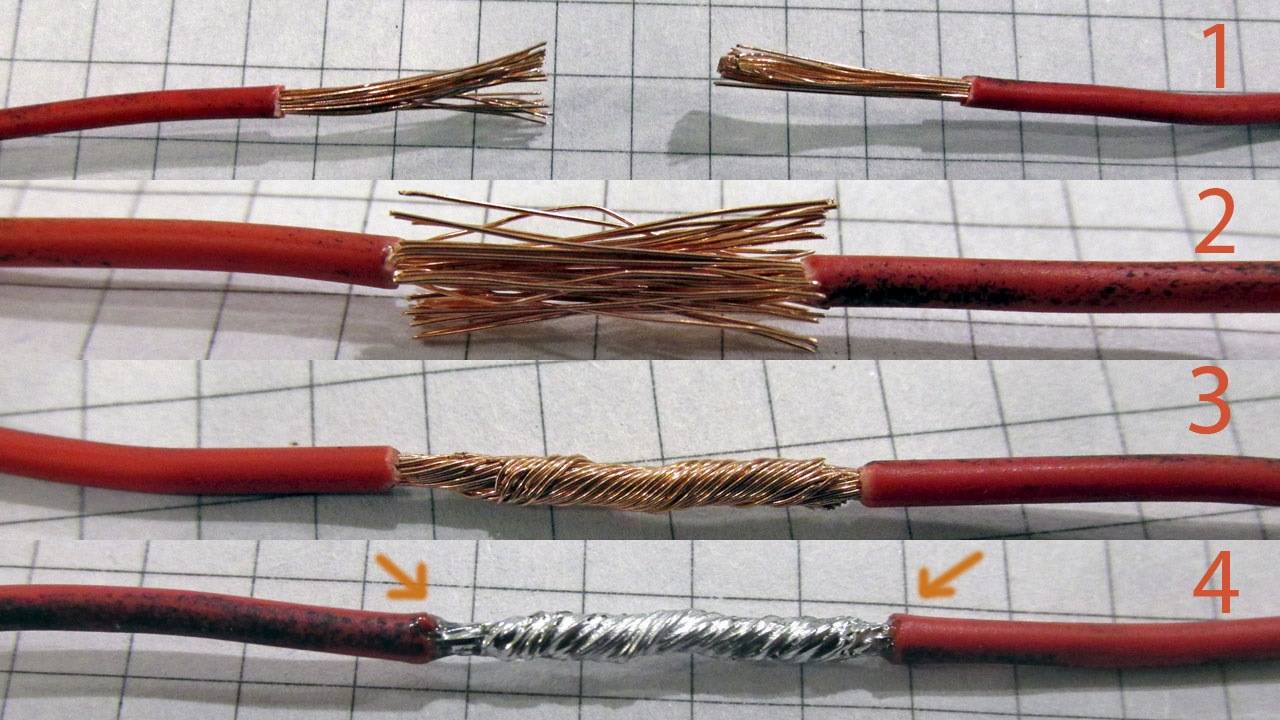
Сначала скручиваем две жилы, как на картинке, начиная с кончиков и заканчивая основанием.
Затем с помощью сварочного аппарата, завариваем концы (только их, по всей длине варить не надо).
После этого нужно изолировать скрутки изолентой/термоусадкой и аккуратно сложить в распредкоробку.
Конечно, на сварку уходит больше времени, чем, например, на зажимы WAGO или другие клеммники, но такие скрутки стоят десятилетиями, и менять их будут уже ваши внуки.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 %
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1. Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.

Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно – температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.



С таким
нагревом хороший результат пайки будет гарантирован.
Какие дополнительные инструменты понадобятся при работе паяльником
При работе рассматриваемым инструментом понадобится иметь не только расходные материалы, но еще и вспомогательные инструменты.
Специальная подставка — нужна для того, чтобы не держать разогретый паяльник в руке. Подставку можно приобрести, но ее конструкция настолько примитивна, что она может быть изготовлена самостоятельно. Для этого понадобится отрезок деревянной доски, на которой размещаются опоры из стальной проволоки, изогнутые в виду рожек Напильник или рашпиль — нужен для того, чтобы заточить жало. С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами
Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке Пассатижи или пинцет — при работе паяльником эти инструменты играют важную роль. Ведь при нагревании жилы провода или детали, происходит передача тепла по всей поверхности. Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог
Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог. Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
После объединения деталей посредством пайки могут понадобиться — спирт, если использовались флюсы, изолента или термоусадочные трубки, предназначенные для изоляции участка и его защиты от воздействия внешних факторов.
Припои и флюсы – как правильно подобрать
Правильный подбор припоев и флюсов играет огромную роль. Приобрести их можно опять же на строительном рынке. На сегодняшний день можно найти самые разнообразные виды флюсов и припоев, которые являются универсальными и отлично справляются с решением всех поставленных перед ними задач.
Флюсы необходимы для протравливания проводов, а также растворения и снятия оксидной пленки. Это очень важный момент, поскольку оксидные пленки в дальнейшем могут привести к появлению коррозии металла. Флюсы могут отличаться в зависимости от сплава соединяемых элементов и типа металлов. Как правило, в качестве флюса выступает смесь щелочей, кислот и специальных металлических солей, которые активно вступают в реакцию при достижении огромных температур. Можно подбирать флюс исходя из медных проводов, которые вы собираетесь припаивать, а можно приобрести универсальный флюс.
Существует условная градация флюсов, в соответствие с которой они делятся на две группы – активные и выполненные на основе канифоли. Основой для производства первой группы выступают неорганические кислоты, обычно соляной или хлорной. При помощи активных флюсов можно припаять практически любые провода, а также прочие металлические конструкции.
Без недостатков тоже не обошлось: подобные вещества оказывают сильнейшее воздействие на медь, вызывая корродирование соединений, что требует немедленного удаления флюса сразу же после пайки. Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Флюсы из второй группы производятся из канифоли, которая, к слову, иногда применяется даже в чистом виде. В состав таких жидких флюсов входят глицерин и спирт, которые полностью испаряют при нагревании паяльником. Эффективность жидких флюсов не так велика, как у активных, однако при работе с цветными металлами стараются использовать именно такие вещества, которые выполняются на основе соединений из органической химии. Но при работе с ними также потребуется максимально быстро смывать флюс с поверхности только что образованного соединения, иначе может проявить себя эффект корродирования.
В качестве флюса иногда используется канифоль в чистом виде
Если работа с флюсами может вызывать некоторые вопросы, то с припоями все гораздо проще. Медные провода припаиваются при помощи свинцово-оловянных веществ марки ПОС. В торговом наименовании товара указывается цифра после маркировки, которая обозначает уровень содержания олова. Рекомендуется отдавать свое предпочтение той продукции, в которой олова больше. Это способствует увеличению электропроводимости нового соединения, а также его прочности. Свинец же в припое выступает в качестве добавки, необходимой для нормализации процесса застывания, поскольку без него олово покрывается трещинами и разрушается с течением времени.
Припои могут производиться и по другим технологиям. К примеру, в последнее время большую популярность приобрели бессвинцовые добавки, в которых вместо свинца используется цинк или индий. Преимущества подобных веществ заключается, в первую очередь, в экологической безопасности, поскольку цинк, как и индий, относятся к категории безопасных нетоксичных элементов. Если паять провода из меди с помощью бессвинцовых припоев, существенно увеличивается прочность пайки, а также возрастает устойчивость к коррозии.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
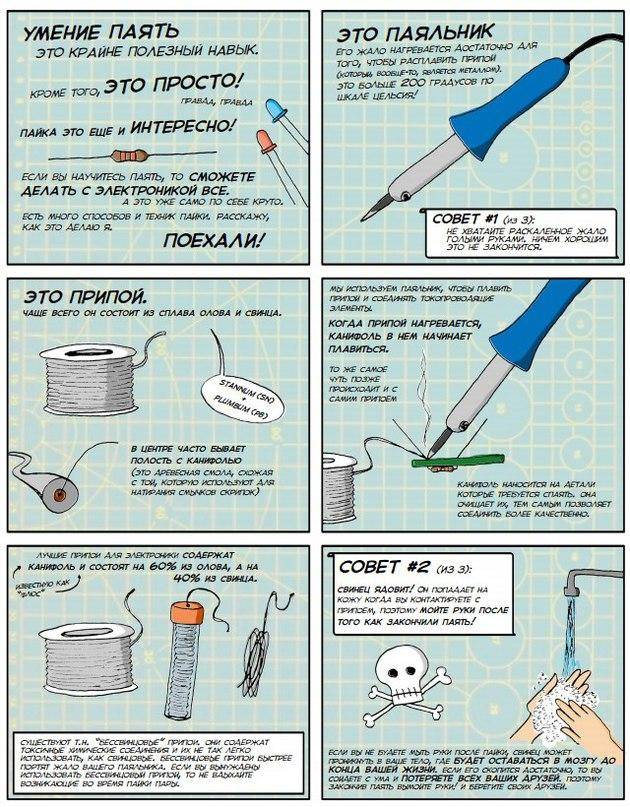
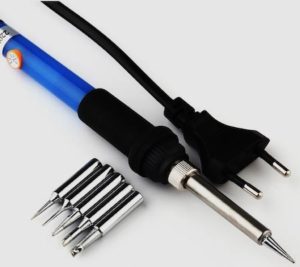
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок – загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический – зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический – обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять – это значит, прежде всего, тщательно готовиться к операции
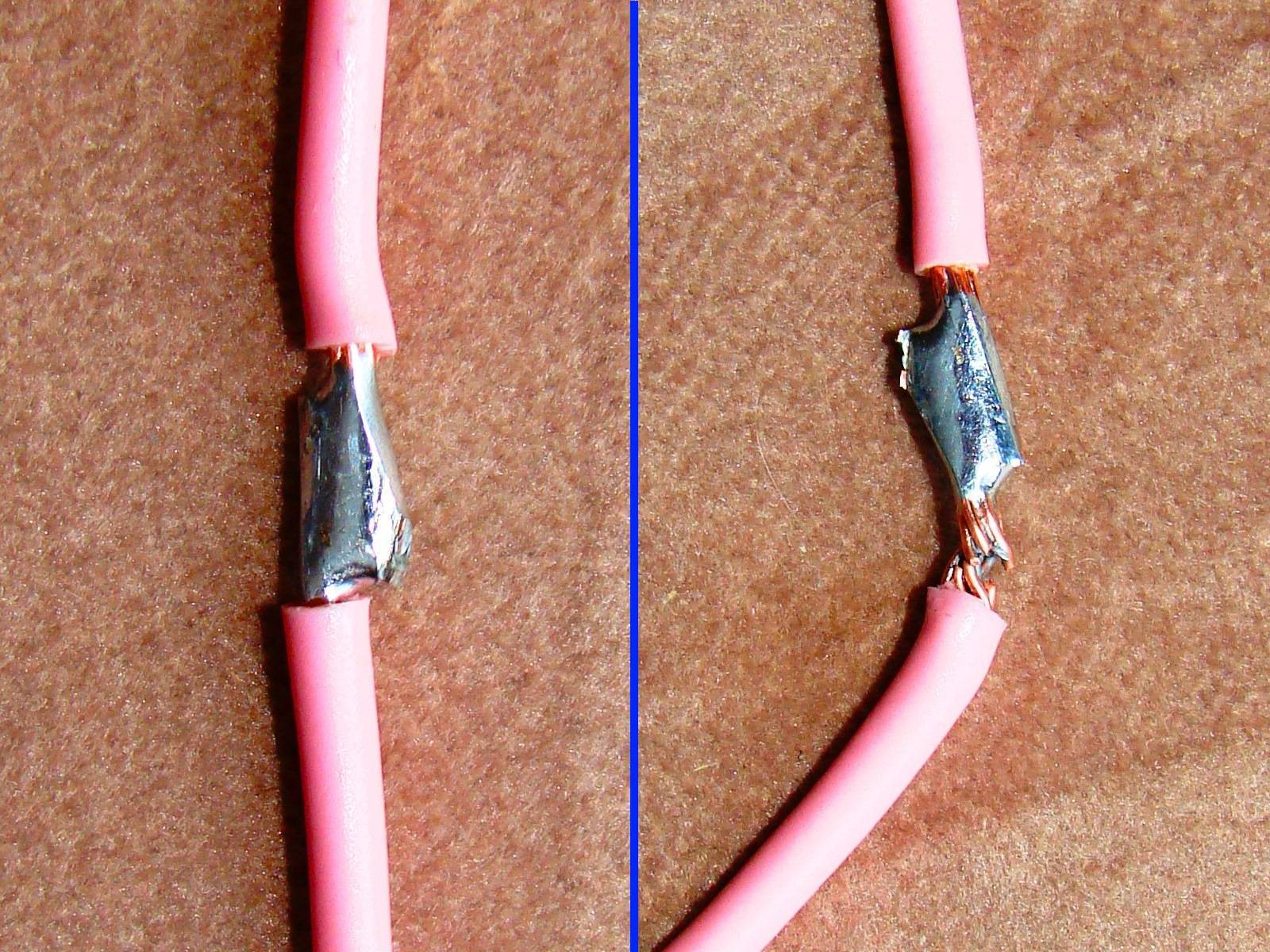
Трудности пайки алюминиевых проводов
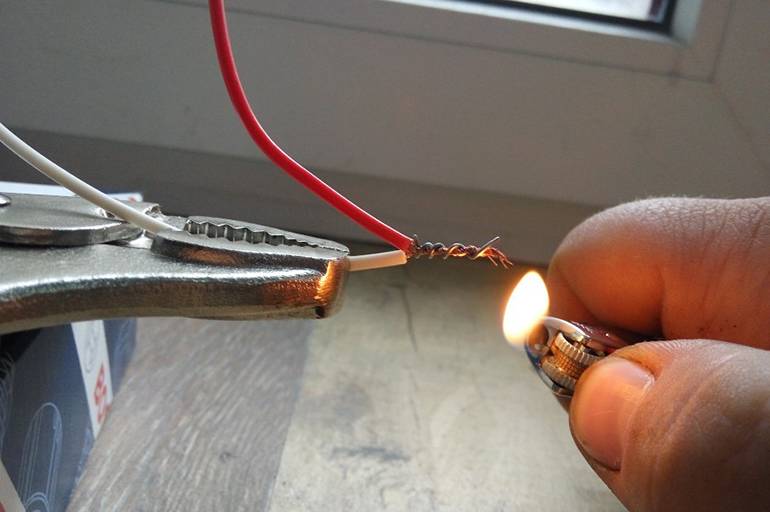
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.




Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
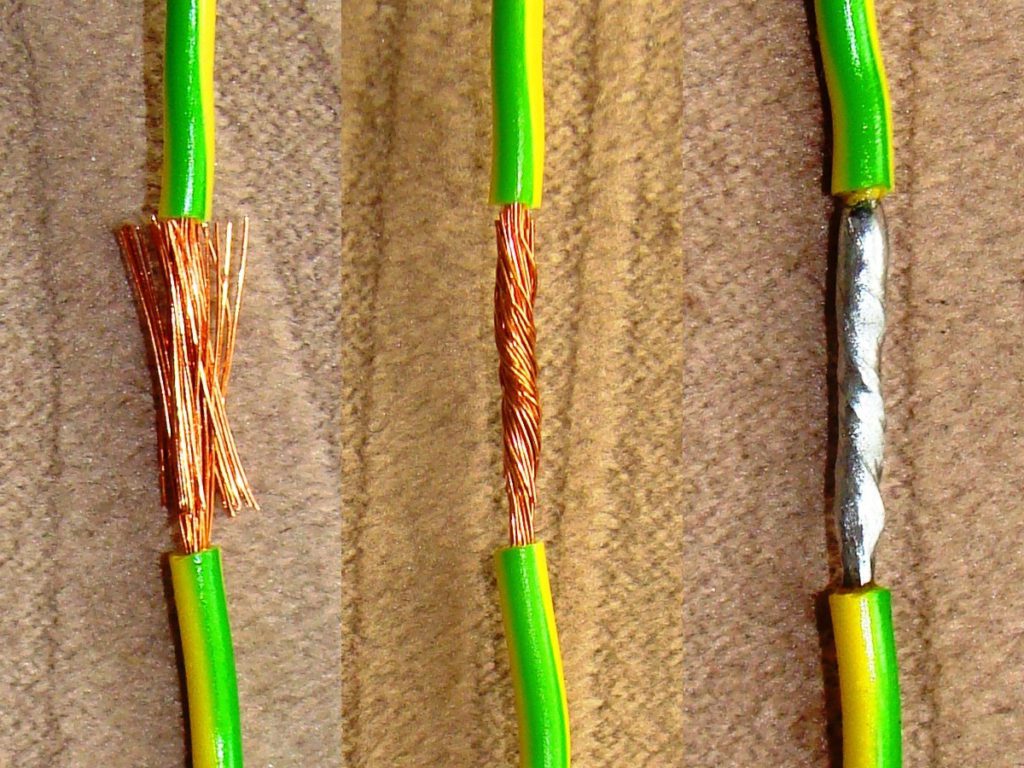
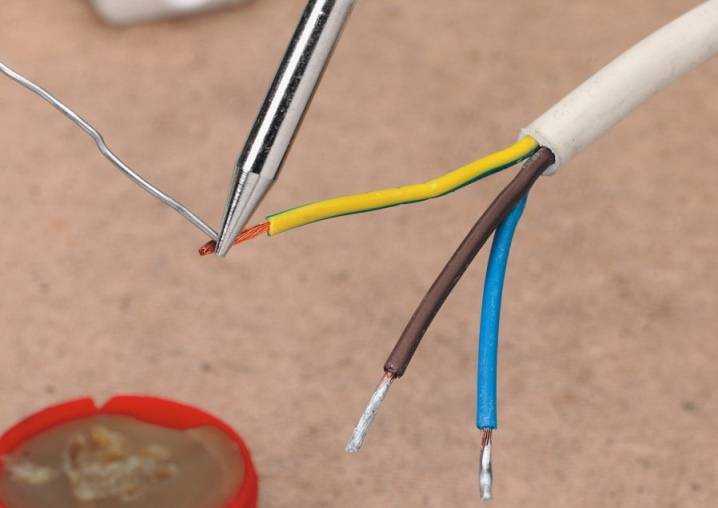
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.

Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 С.
- Пайка при пониженных температурах, составляющих 250-300 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
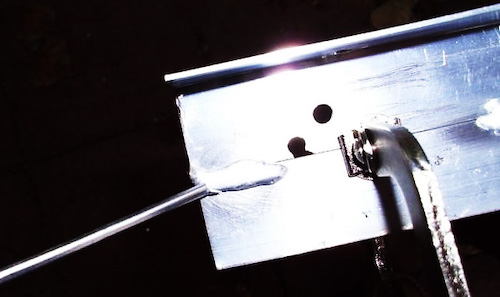
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
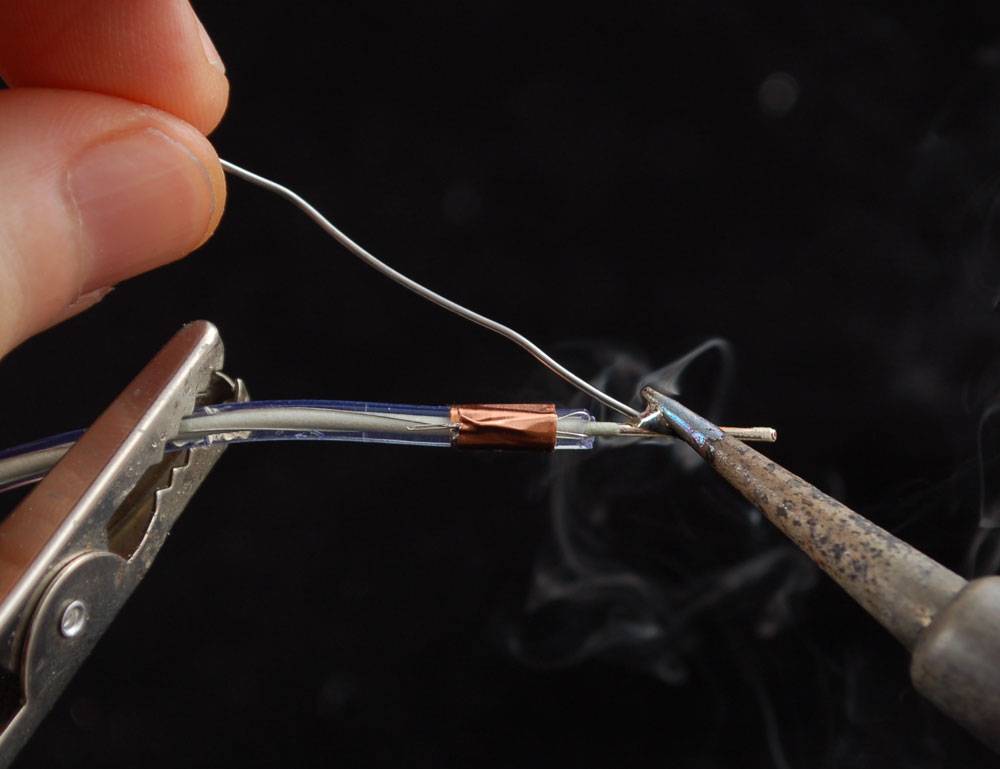
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.

Как научиться паять паяльником с нуля

Как правильно паять провода паяльником
Сварка чугуна электродом в домашних условиях

Как правильно паять паяльником
Паяльник с регулировкой температуры
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
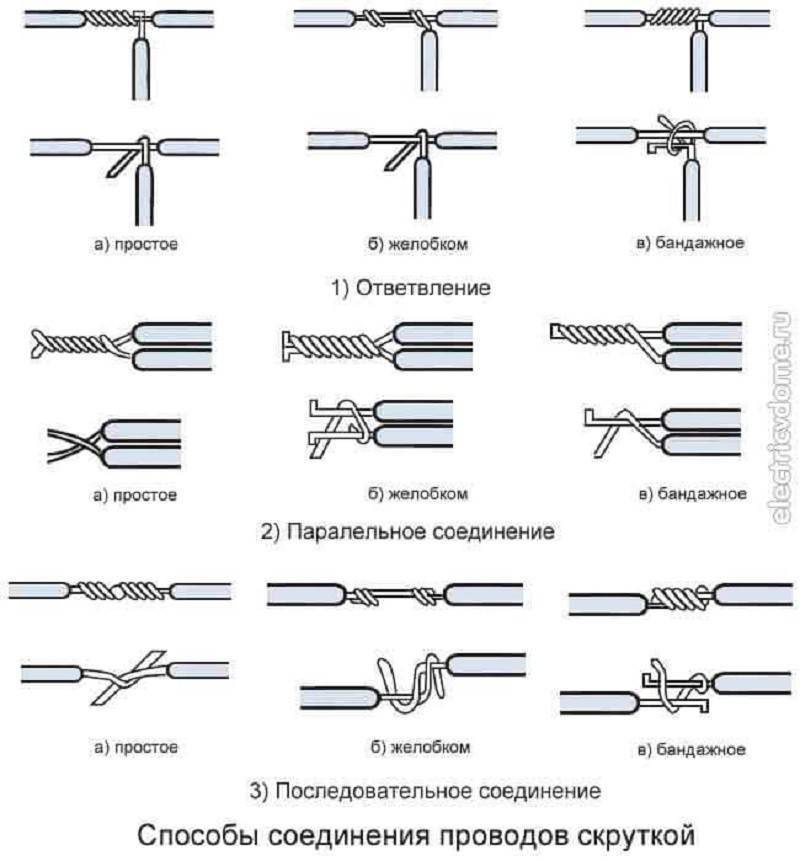
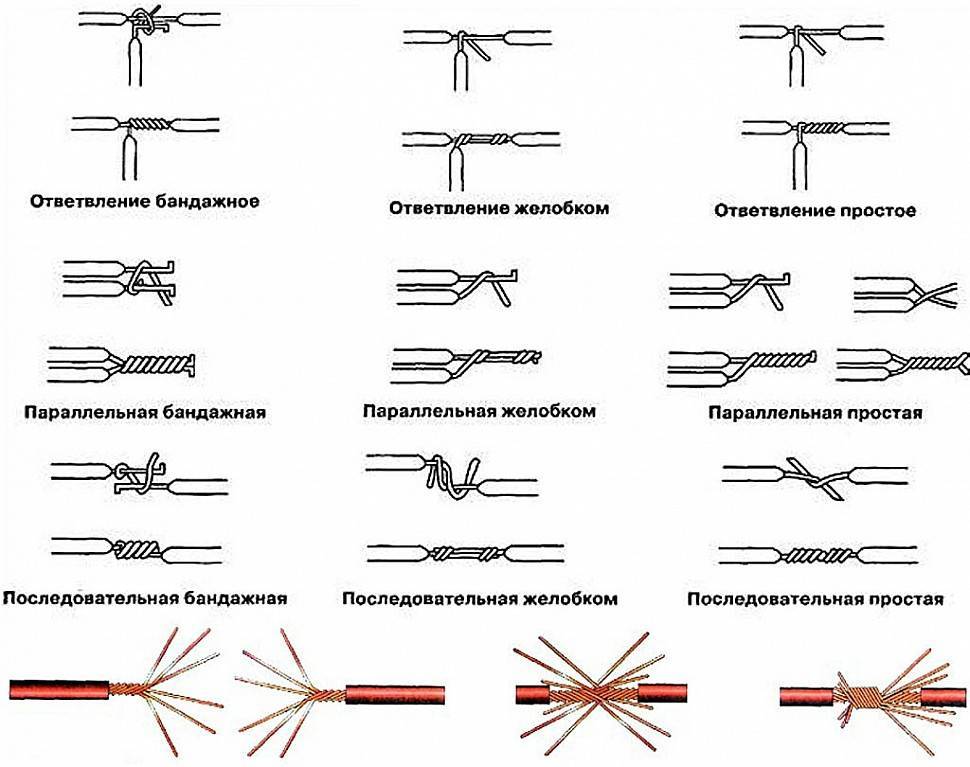
Соединяем провода скруткой
Скрутка
Наиболее часто для соединения проводов используется обыкновенная скрутка. Это простой в своем исполнении метод, не требующий использования дополнительных приспособлений. Одновременно с этим скрутка – наименее надежный вариант соединения проводников, в особенности, если они изготовлены из разных материалов.

Каждый металл имеет склонность к некоторому изменению своих размеров при перепадах температуры. Для разных металлов показатель температурного расширения различается. Из-за этого свойства материалов при изменении температуры в соединении может появиться зазор. Он приведет к повышению сопротивления контакта, в результате чего начнет выделяться тепло, кабели окислятся и соединение нарушится.
Бандажная скрутка
Разумеется, на это уходит далеко не один год, однако если в ваши планы входит обустройство долговечной и качественной сети, от соединения по методу скрутки лучше отказаться в пользу более надежного варианта.
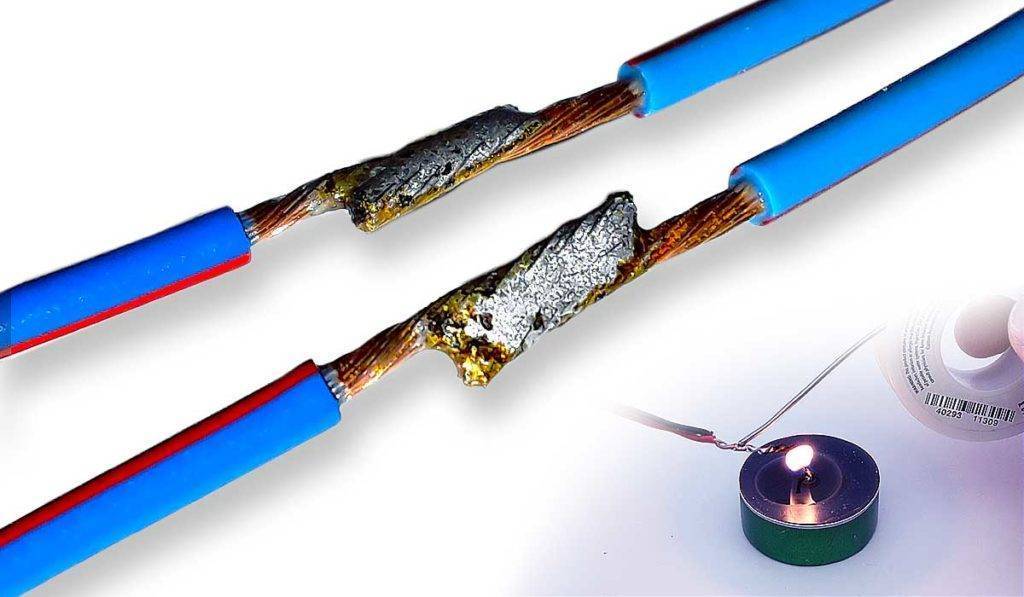
Метод подходит для соединения кабелей разного диаметра. Допустима скрутка одножильного и многожильного проводов, но в такой ситуации проводник с несколькими жилами надо предварительно пролудить припоем, чтобы он превратился в одножильный.
Соединение проводов сваркой
Кабели скручиваются, после чего выполняется герметизация соединения. Для герметизации хорошо подойдет защитный лак с водостойкими свойствами. Чтобы соединение было максимально качественным, медный кабель рекомендуется пролудить припоем до начала работы.
Соединение проводов скруткой
Количество витков в соединении подбираем в соответствии с диаметром кабеля. Если диаметр проводника не превышает 1 мм, делаем минимум 5 витков. При скрутке более толстых проводов делаем минимум 3 витка.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).





