Как выполнять нарезание резьбы?
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов
Достаточно даже несильного воздействия, которое даст углубление
Достаточно даже несильного воздействия, которое даст углубление
Сверло само определится по центру сверления
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла
Важно выполнить правильный первый проход
Важно выполнить правильный первый проход
В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий. Для облегчения входа метчика в отверстие снимается фаска
Для облегчения входа метчика в отверстие снимается фаска
Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы
Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью
Не следует повторять ошибок тех, на чьих примерах формировались эти правила
Не следует повторять ошибок тех, на чьих примерах формировались эти правила
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.



Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Резьба трубная цилиндрическая, G (BSPP)
Известна еще как резьба Витворда (BSW (BritishStandardWhitworth)
). Применяется данный вид для организации цилиндрических резьбовых соединений. Также используется ив случаяхсоединения внутренней цилиндрической резьбы с наружной конической резьбой(ГОСТ 6211-81).
- ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
- теоретическая высота профиля (Н) — 960491Р;
- обозначение по форме профиля – резьба дюймовая (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов);
- максимальный диаметр трубы – 6 дюймов (на трубах диаметром свыше 6 используется сварное соединение).
Пример условного обозначения:
G- обозначение формы профиля (резьба трубная цилиндрическая);
G1 1 / 2 — условный проход (измеряется в дюймах);
А – класс точности (может быть А или В).
Для обозначения левой резьбы используется индекс LH(пример: G1 1 / 2 LH-B-40 – резьба трубная цилиндрическая, 1 1 / 2 — условный проход в дюймах, класс точности В, длина свинчивания 40 миллиметров).
Шаг резьбы может иметь одно из четырех значений:
Основные размеры трубной цилиндрической резьбы определяются ГОСТ 6357-81 (BSP). Следует помнить, что размер резьбы в данном случае условно характеризует просвет трубы, при том, что на самом деле наружный диаметр существенно больше.
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | ||
| Ряд 1 | Ряд 2 | d=D | d 2 =D 2 | d 1 =D 1 |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 |
| 5/8″ | 22,911 | 21,749 | 20,587 | |
| 3/4″ | 26,441 | 25,279 | 24,117 | |
| 7/8″ | 30,201 | 29,039 | 27,877 | |
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 |
| 1.1/8″ | 37,897 | 36,418 | 34,939 | |
| 1.1/4″ | 41,910 | 40,431 | 38,952 | |
| 1.3/8″ | 44,323 | 42,844 | 41,365 | |
| 1.1/2″ | 47,803 | 46,324 | 44,845 | |
| 1.3/4″ | 53,746 | 52,267 | 50,788 | |
| 2″ | 59,614 | 58,135 | 56,656 | |
| 2.1/4″ | 65,710 | 64,231 | 62,762 | |
| 2.1/2″ | 75,184 | 73,705 | 72,226 | |
| 2.3/4″ | 81,534 | 80,055 | 78,576 | |
| 3″ | 87,884 | 86,405 | 84,926 | |
| 3.1/4″ | 93,980 | 92,501 | 91,022 | |
| 3.1/2″ | 100,330 | 98,851 | 97,372 | |
| 3.3/4″ | 106,680 | 105,201 | 103,722 | |
| 4″ | 113,030 | 111,551 | 110,072 | |
| 4.1/2″ | 125,730 | 124,251 | 122,772 | |
| 5″ | 138,430 | 136,951 | 135,472 | |
| 5.1/2″ | 151,130 | 148,651 | 148,172 | |
| 6″ | 163,830 | 162,351 | 160,872 |
d — наружный диаметр наружной резьбы (трубы);
D — наружный диаметр внутренней резьбы (муфты);
D1 — внутренний диаметр внутренней резьбы;
d1 — внутренний диаметр наружной резьбы;
D2 — средний диаметр внутренней резьбы;
d2 — средний диаметр наружной резьбы.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
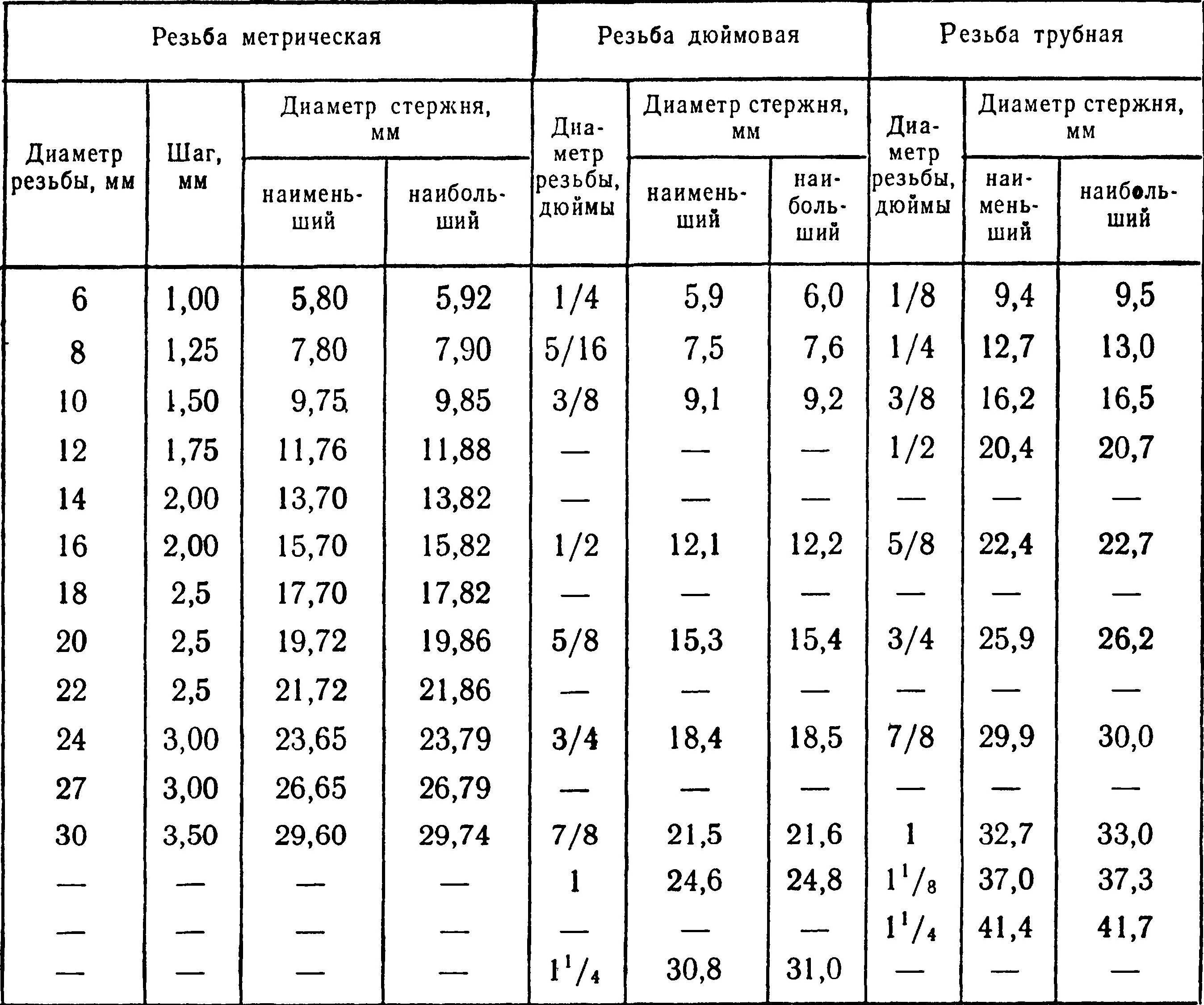
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
![§ 60. нарезание внутренней резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://terradream.ru/wp-content/uploads/4/e/2/4e2b2c643930c77b8919f989a5f680a9.jpeg)

Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Применение метчика
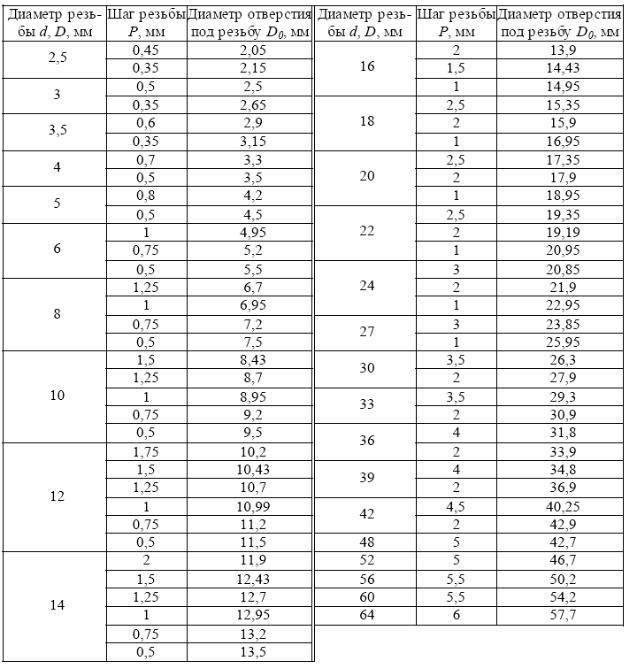
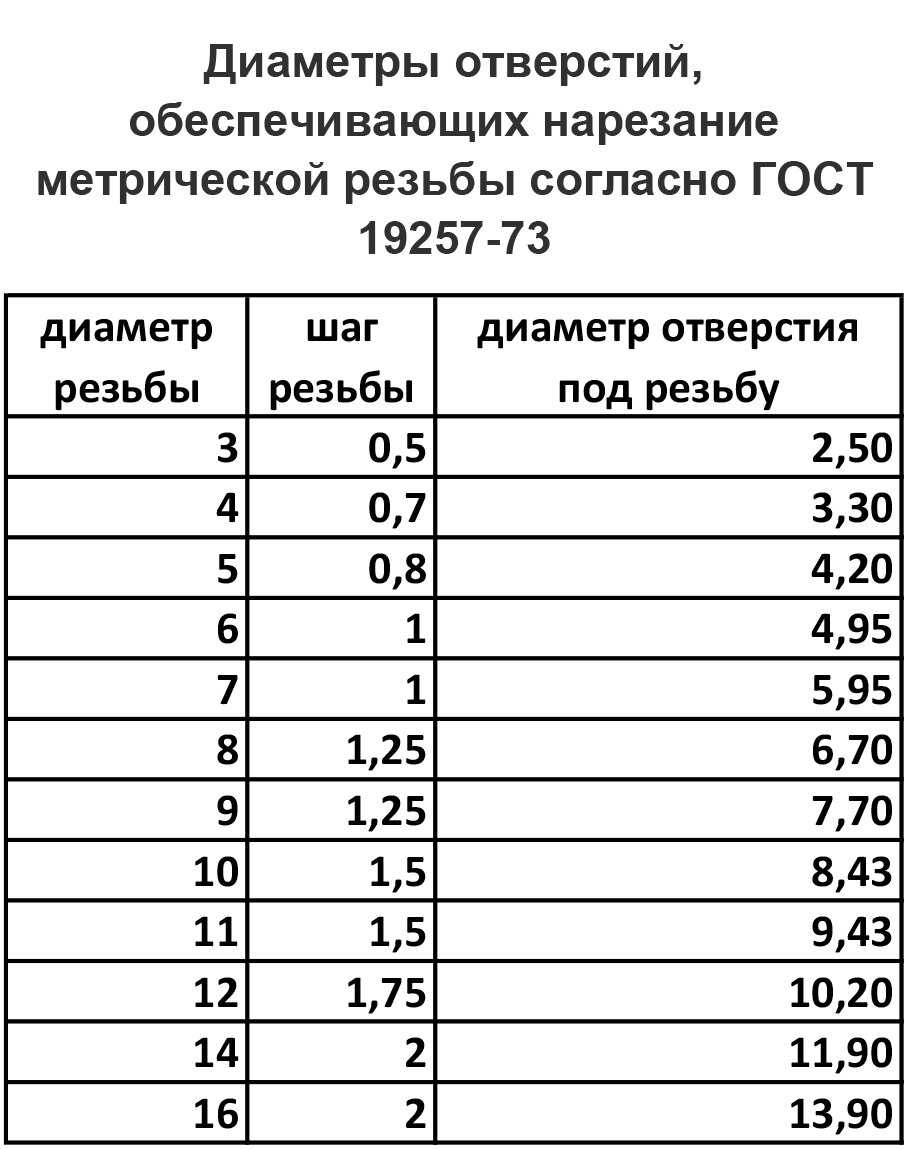
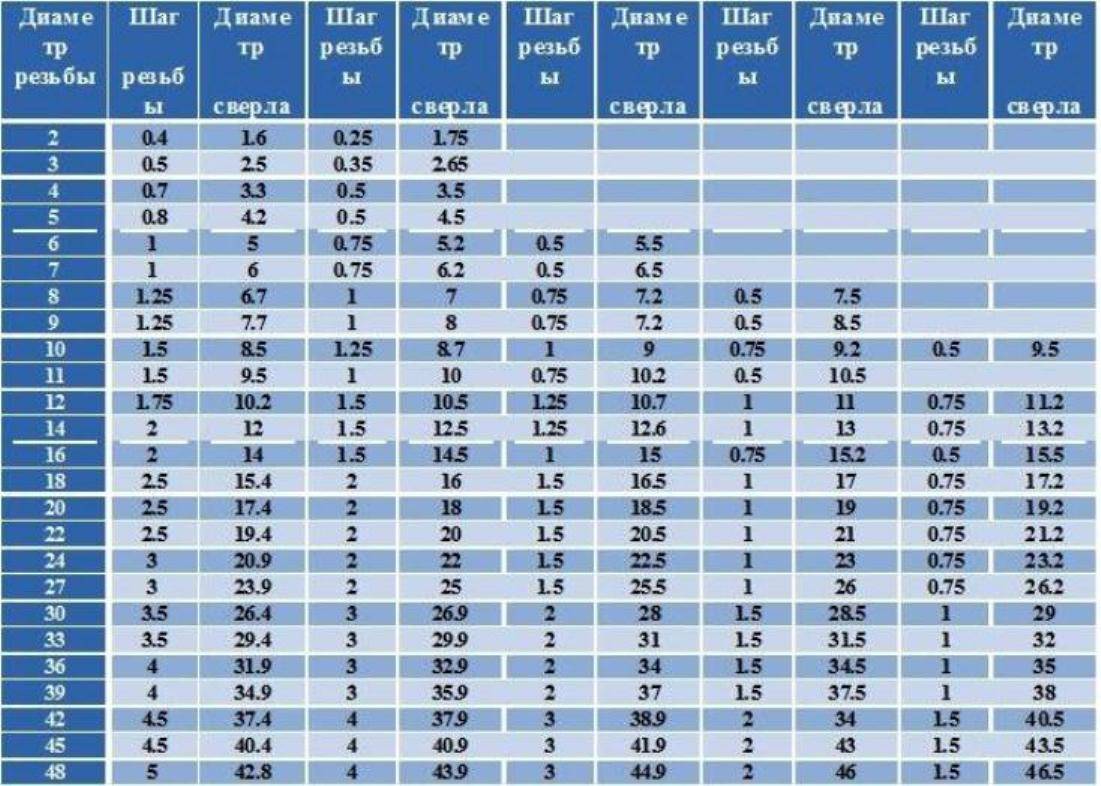
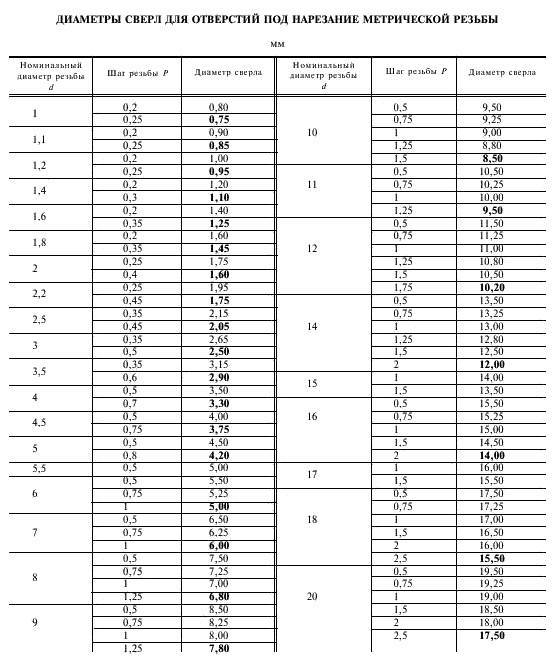
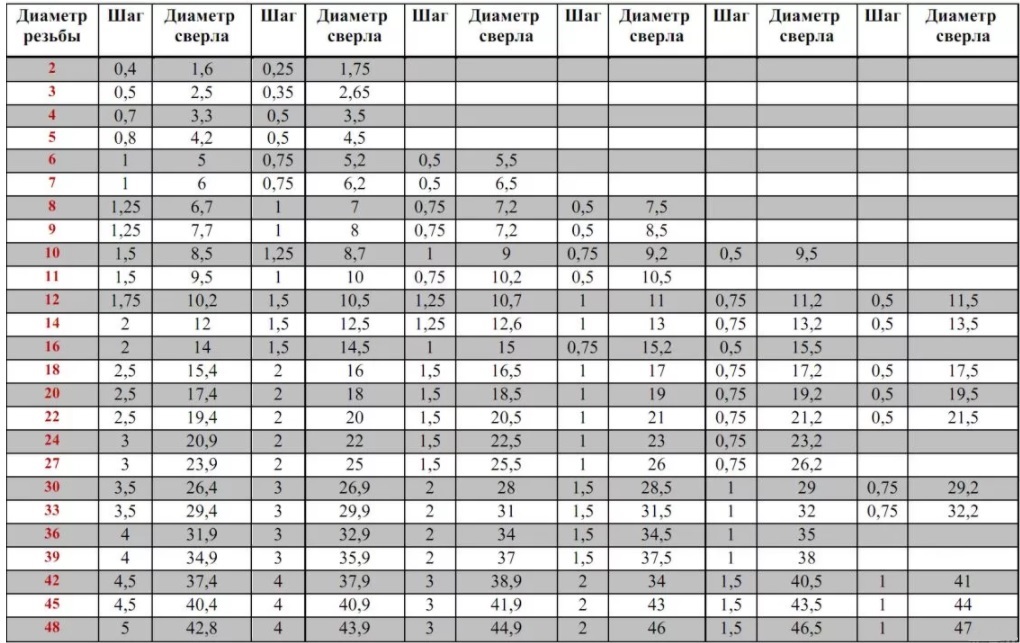
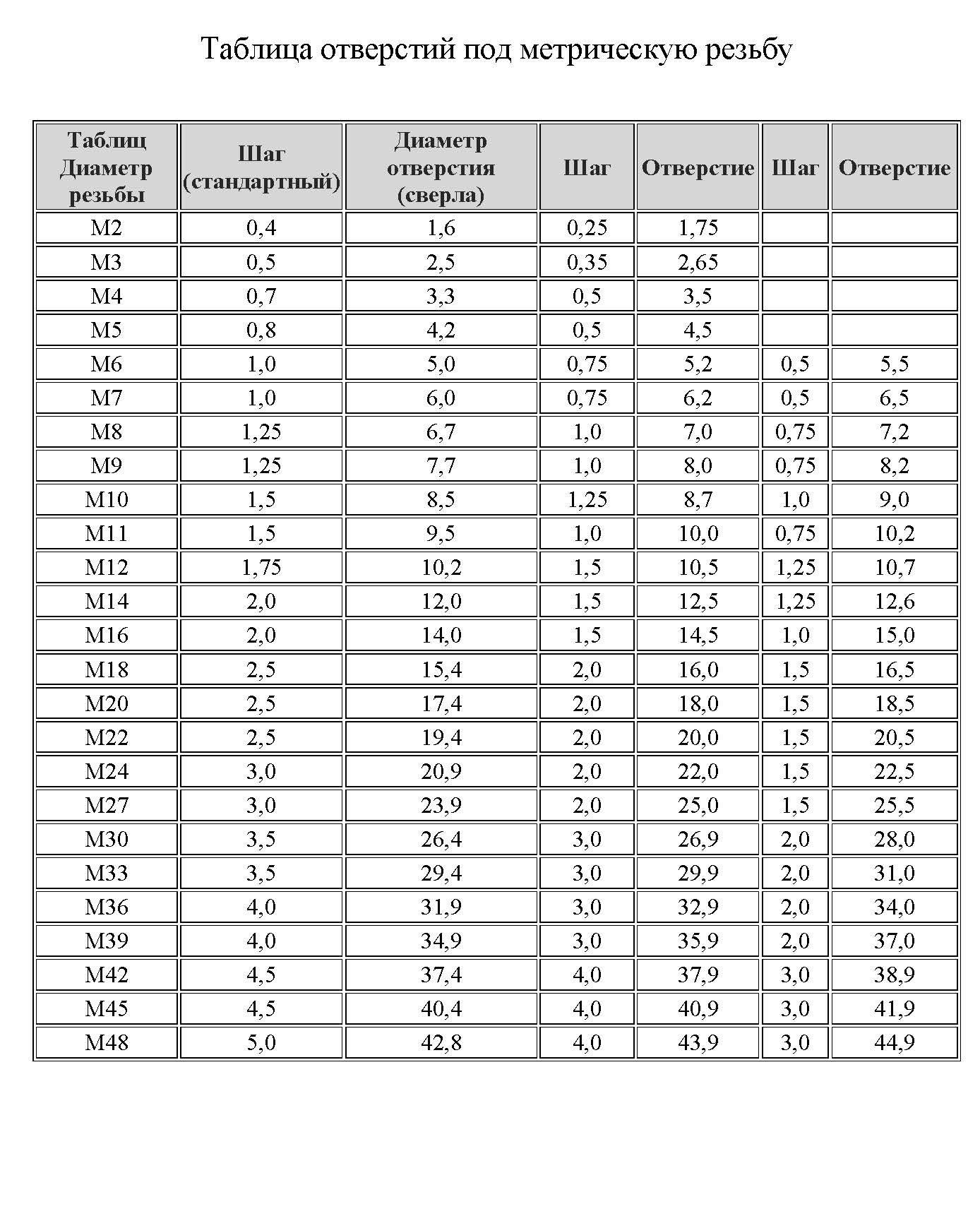
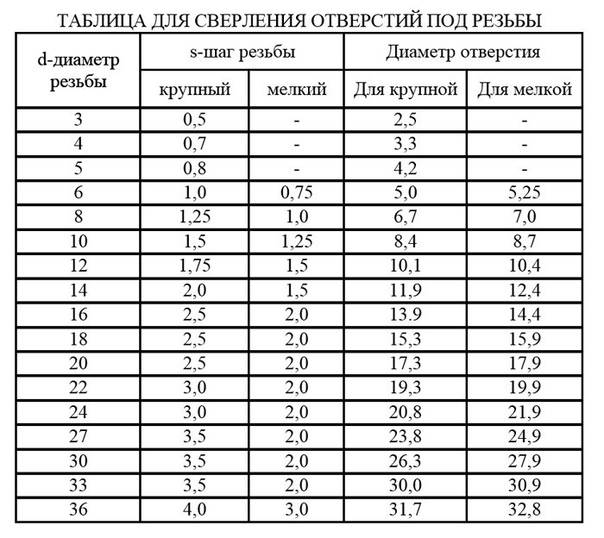
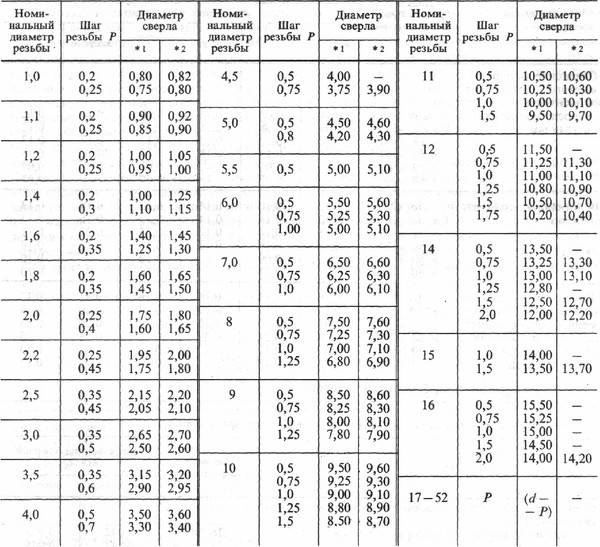
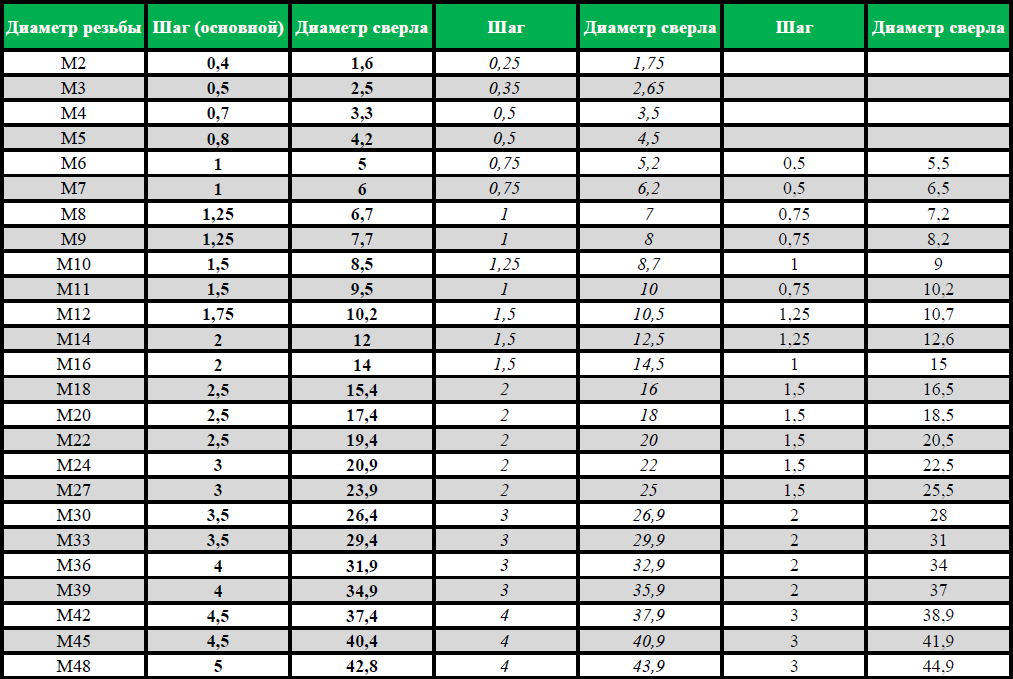
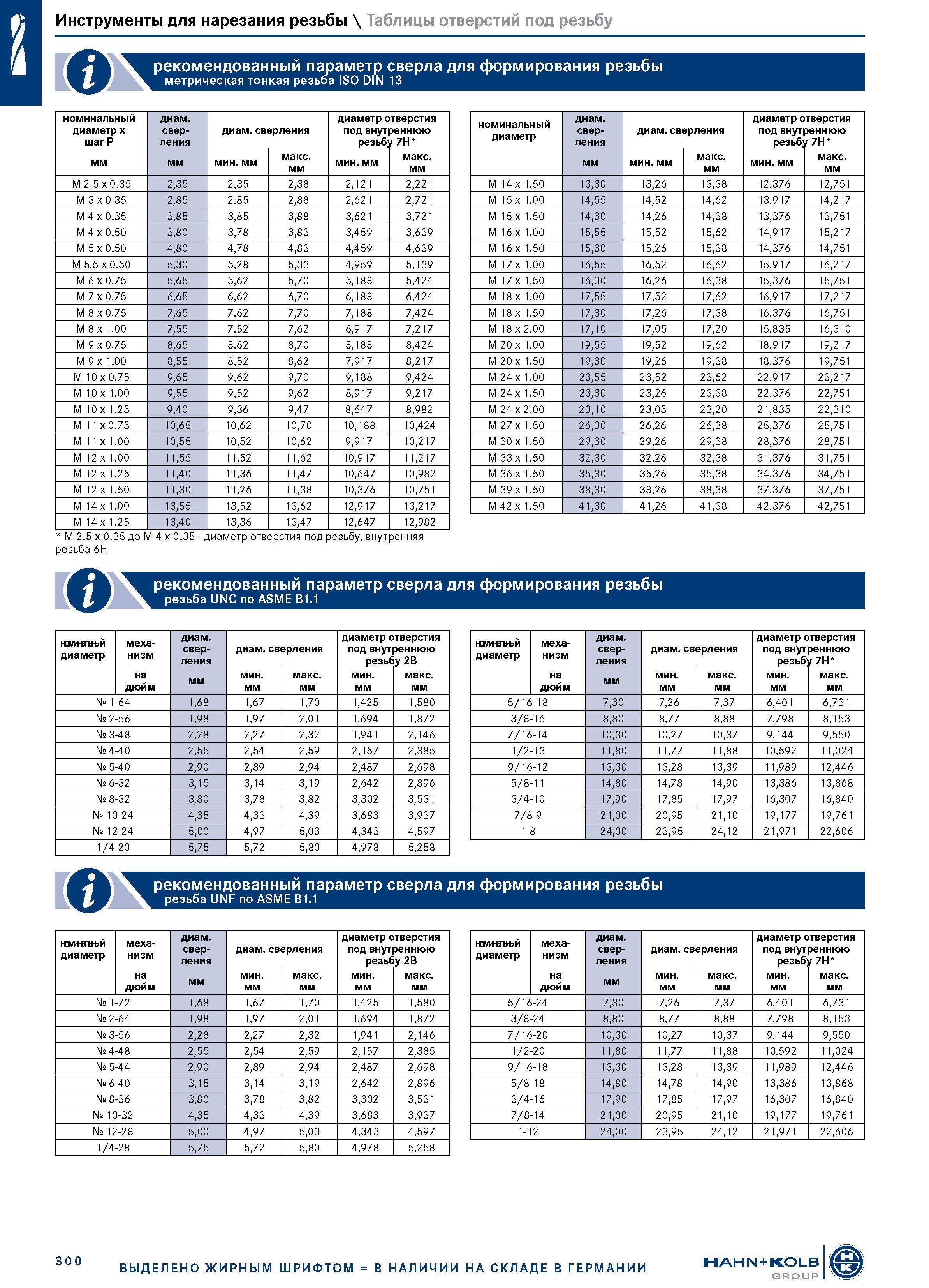
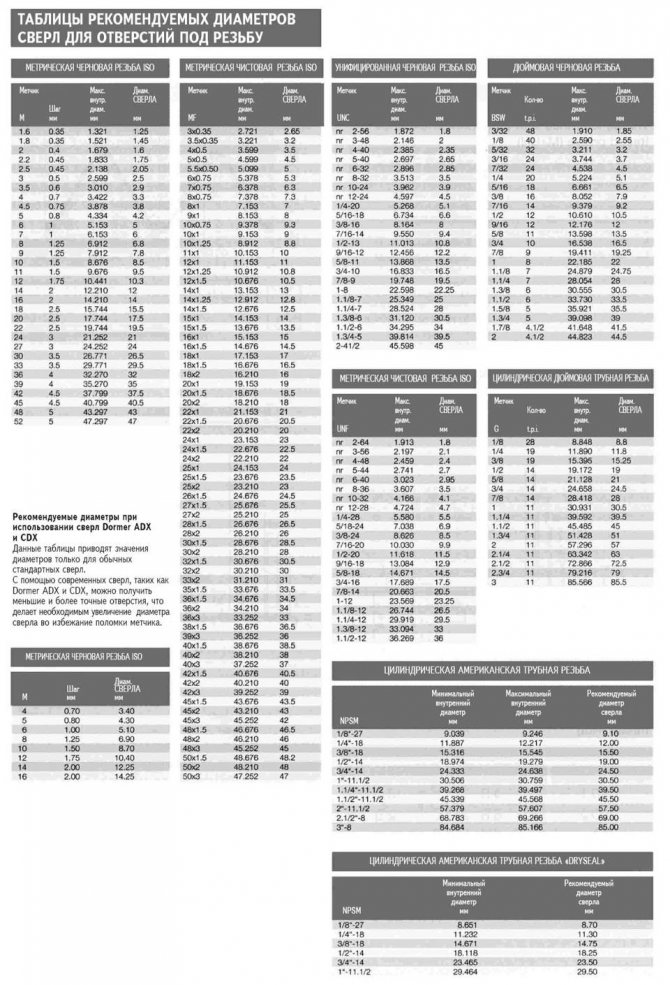
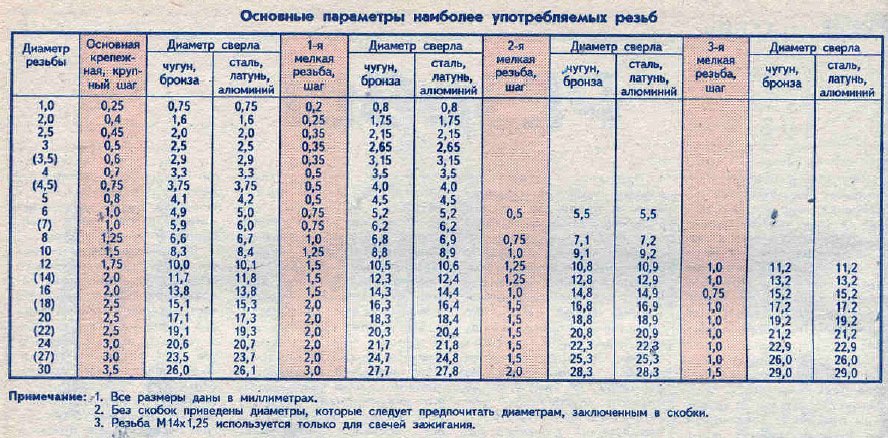
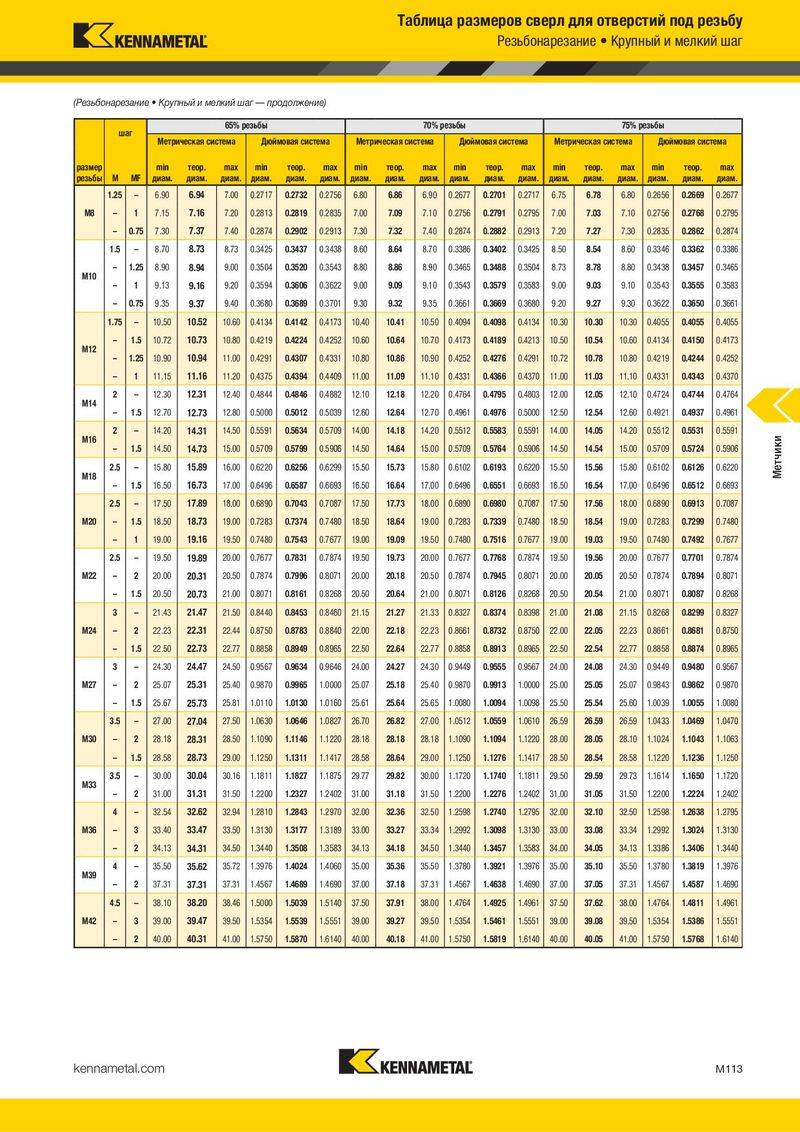
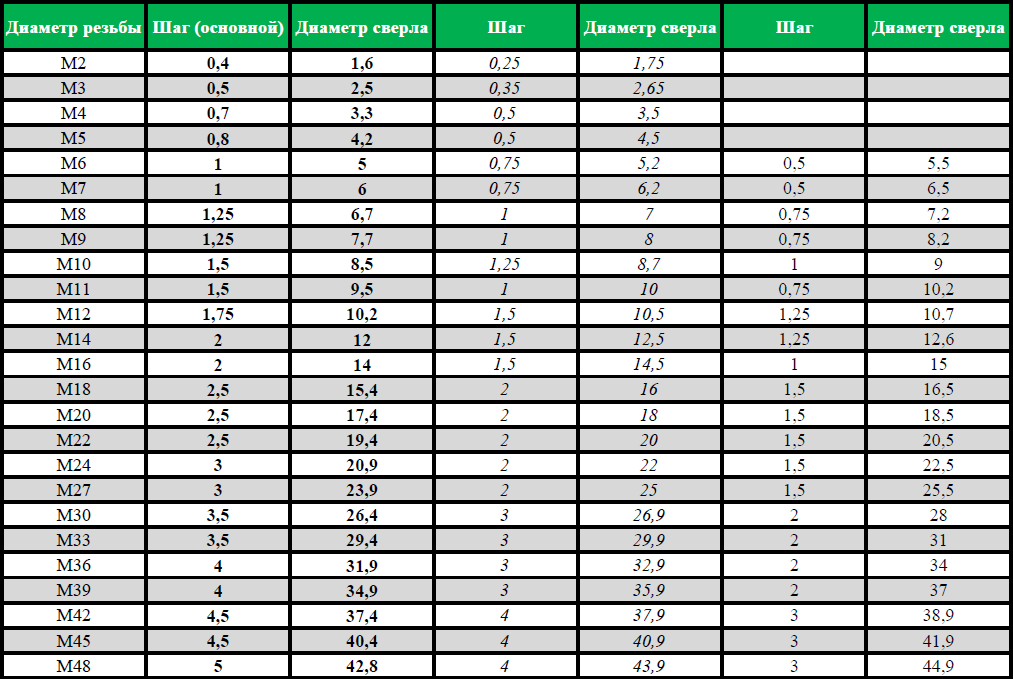
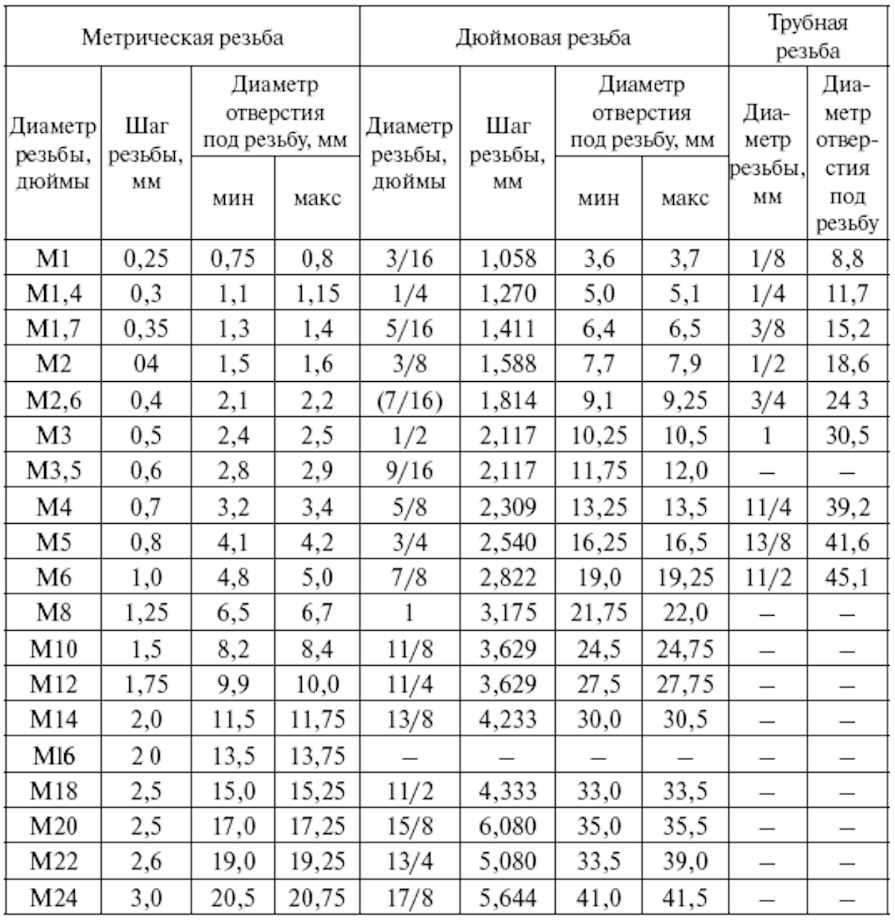
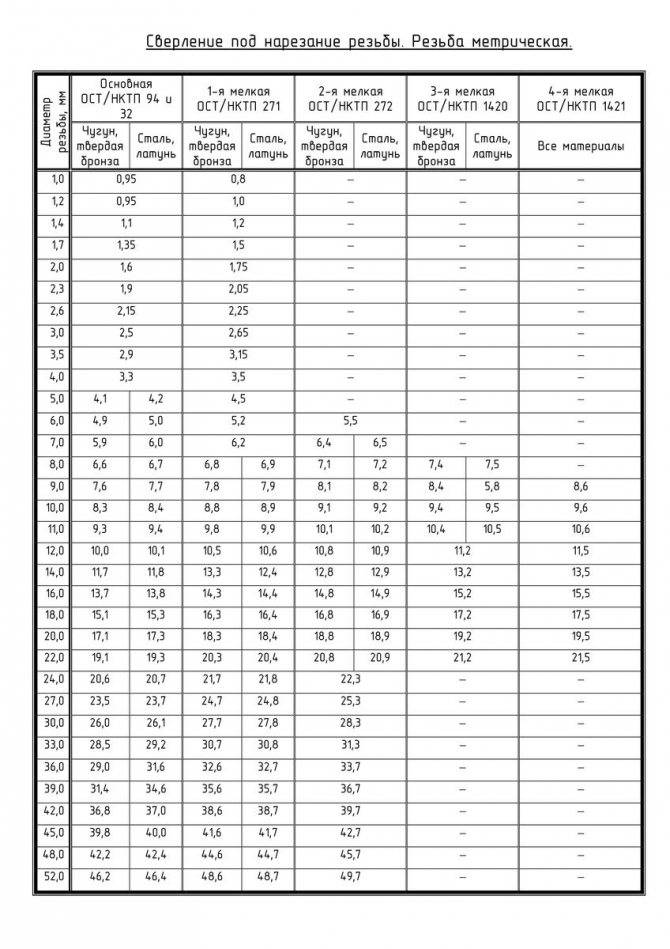
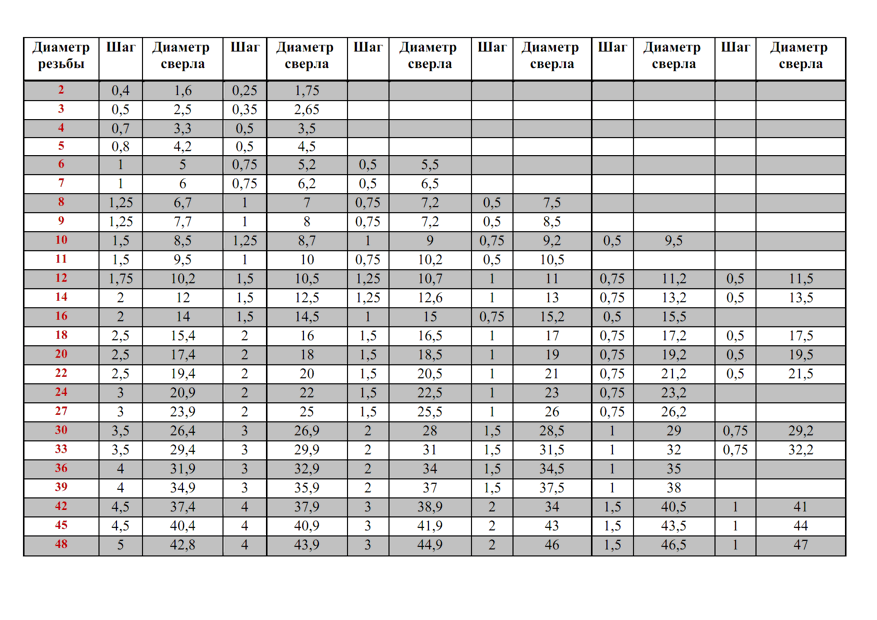
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Классификация лерок
Сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Понятно, что все они различаются по многим признакам. Кроме такого явного различия, как размер, существует и еще ряд признаков, на основе которых можно произвести классификацию:
- Форма;
- Конструкция корпуса;
- Способ нарезания резьбы.
Есть, конечно, и иные различия, но вышеприведенные – это наиболее явные.
По форме могут различать такие виды:
- Трубчатые;
- В виде шестигранников;
- В виде квадрата;
- Круглые.
Плашки для нарезки резьбы метрической и дюймовой
По конструкции различают следующие:
По способу нарезки резьбы делятся на такие виды:
- Для круглой резьбы. Изготавливаются по гост 13536-68;
- Для цилиндрической. Изготавливаются по гост 9740-71;
- Для конической. Изготавливаются по гост 6211-81;
- Для дюймовой регламентирующим является гост 61111-52, а для метрической – гост 9150-81.
Наибольшее распространение получили материалы круглой формы. Они позволяют делать резьбу всего за один проход. Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Однако есть у них и недостаток. Например, их использование рекомендовано только тогда, когда к резьбе на трубах или иных предметах предъявляются требования присущие не выше второго класса точности.


Плашки круглой формы (гост 13536-68) позволяют изготовить резьбу мелкого и крупного шага, как в метрической системе исчисления, так и в дюймовой.
Инструменты для нарезания внутренней метрической резьбы
Метчики делятся на проходные, комплектные, машинные и машинно-ручные. Есть метчики для сквозных отверстий, а также для глухих. Металлы имеют разную твёрдость, поэтому есть метчики под разный металл. Подбирать метчики необходимо под металл, в котором планируется изготовление резьбы.
Важную роль в изготовлении резьбового соединения играет отверстие, в котором потом будет нарезаться резьба. Для того чтобы отверстие было гладким и соответствовало заданному диаметру, необходимо использовать свёрла хорошего качества.
Фрезы нужно подбирать под металл в котором будете делать отверстия, так, для чугуна угол заточки режущей части должен равняться 118 градусам, нержавеющей стали 120 градусам, а бронзе 140 градусам.
От инструмента тоже зависит качество отверстия. Так, если сверлить отверстия на станке, они будут качественнее, нежели от сверления ручной дрелью. Всё дело в биении. Поэтому используя ручную дрель необходимо учитывать этот факт при выборе сверла. Возьмём, например, резьбу М6. Выше мы говорили, что сверло необходимо диаметром в 5 мм. То в данной ситуации лучше использовать сверло 4,9 мм. Так, одна десятая сыграет роль буфера на биение от работы ручной дрелью. И отверстие получится идеальным для нарезания резьбы соответствующим метчиком.
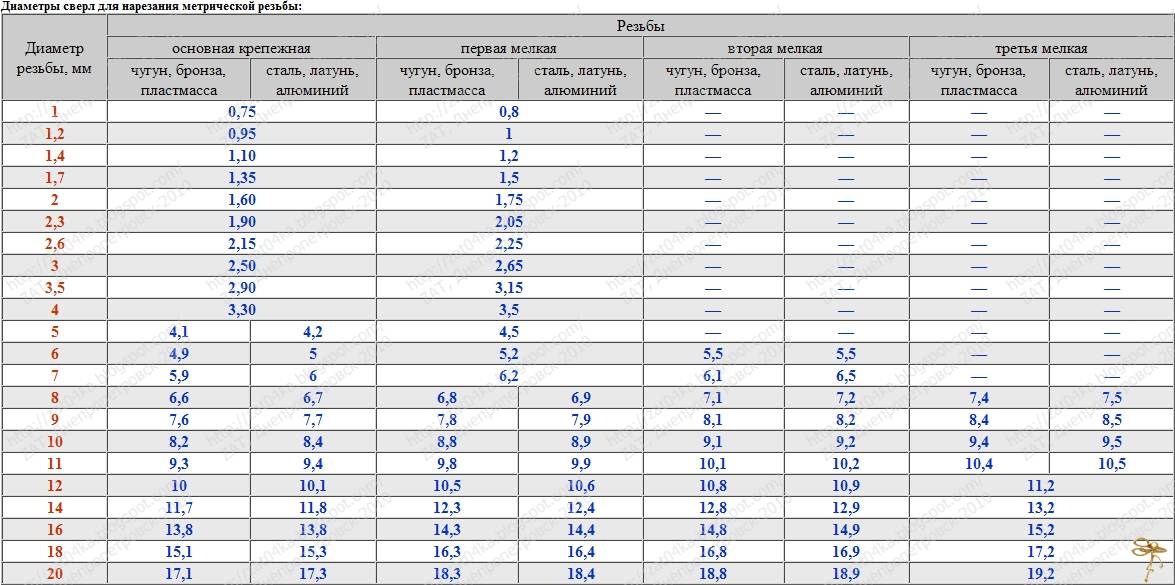
Есть таблицы прописывающие параметры свёрл. Но если вы не профессионал, то лучше приобретать свёрла в специализированных магазинах там просто вам смогут помочь подобрать нужное вам сверло.
Но хорошо и самим немного понимать, что вы покупаете. Сегодня в магазинах и на рынках можно встретить свёрла разных цветов, и это не просто так. Цвет тоже может много рассказать о сверле.
- Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.
- Есть свёрла чёрного цвета. Такой цвет изделие приобретает благодаря обработке перегретым паром, это повышает его прочность.
- Золотистый тусклый оттенок говорит о том, что к сверлу применили отпуск чтобы снять напряжение в калёном металле. Это повышает прочность сверла и позволяет быть не слишком хрупким.
- Ну и самые прочные свёрла имеют насыщенный золотистый цвет. Они покрыты нитритом титана. Такие свёрла более долговечные из-за меньшего трения и прочности. Стоят такие свёрла достаточно дорого, поэтому если вы увидели сверло такого цвета за небольшую цену, то, скорее всего, это подделка, не стоит её покупать.
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
(размеры в мм)
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.